
 商标分类
商标分类  商标转让
商标转让 
一种驻车滚轮推杆总成视觉检测及激光打标复合设备的制作方法
 2021-01-29 14:01:05|
2021-01-29 14:01:05| 267|
267| 起点商标网
起点商标网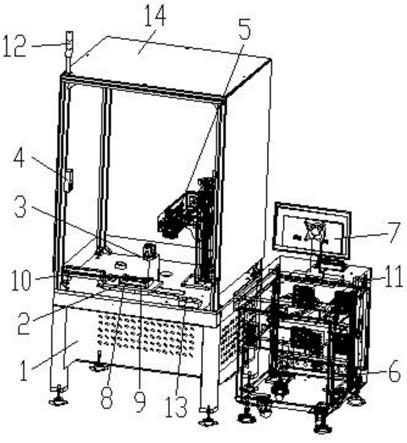
[0001]
本实用新型涉及汽车零件检测设备技术领域,具体涉及一种驻车滚轮推杆总成视觉检测及激光打标复合设备。
背景技术:
[0002]
汽车的驻车器需要使用一种驻车滚轮推杆总成零件,驻车滚轮推杆总成可配合实现自动挡变速器或新能源车的驻车功能。滚轮推杆总成在视觉检测时需要检测四个镦铆点和两个装配的驻车滚轮,且视觉检测完成后需要在零件上激光打印零件的生产追溯二维码。视觉检测技术是目前推广的新型检测技术,零件的二维码也是近年工业4.0的生产追溯、大数据的基础。目前,零件检测的方式一般为人工全检防止漏装滚轮,抽检四个镦铆点的镦铆形状及尺寸,全检合格后再由人工进行激光打印生产追溯二维码。这种生产方式存在以下问题:
[0003]
1、由于需要分两道工序,加工一件零件就需要两次生产及物流的过程,从而加工效率低;
[0004]
2、由于是人工检测,经常会出现滚轮漏装的情况,而抽检四个镦铆点无法做到对所有零件的质量识别,以上均会严重影响产品质量;
[0005]
3、由于人工检测和激光打标为分开的两道工序,经常存在人工检测不合格或者漏检的零件进行了激光打标,人工检测合格的零件漏打标的情况且操作人员无法识别,从而导致不合格零件流出。
技术实现要素:
[0006]
本实用新型所要解决的技术问题是提供一种驻车滚轮推杆总成视觉检测及激光打标复合设备,旨在解决上述技术问题。
[0007]
本实用新型解决上述技术问题的技术方案如下:
[0008]
一种驻车滚轮推杆总成视觉检测及激光打标复合设备,包括工作台、用于夹持待加工零件的夹具、检测装置以及打标装置,所述夹具水平可移动的安装在所述工作台上,所述检测装置和所述打标装置沿所述夹具移动的方向从前向后间隔固定安装在所述工作台上,并分别用于对零件进行检测和打标。
[0009]
本实用新型的有益效果是:加工过程中,第一,通过本领域技术人员所能想到的方式例如人工将零件装夹在夹具上;第二,夹具带动零件在工作台上水平移动,并将零件依次送至检测装置和打标装置;第三,检测装置首先对零件进行检测,然后打标装置对检测合格的产品进行打标处理。本实用新型结构紧凑,实现了零件的自动检测和打标,生产效率大大提高,保证了产品的质量。
[0010]
在上述技术方案的基础上,本实用新型还可以做如下改进。
[0011]
进一步,所述检测装置包括检测相机,所述检测相机通过支架架设于所述工作台上,并位于所述夹具移动轨迹的上方。
[0012]
采用上述进一步方案的有益效果是夹具带动零件水平移动的过程中,通过检测相机对零件进行拍照检测,结构简单,检测方便快捷。
[0013]
进一步,所述检测装置还包括用于控制所述检测相机工作的相机控制器,所述相机控制器固定安装在所述工作台上。
[0014]
采用上述进一步方案的有益效果是零件检测的过程中,首先他通过检测相机采集零件的照片,并将相应的照片发送给相机控制器,相机控制器接收对应的照片并对比分析,判断零件是否合格,自动化程度高。
[0015]
进一步,所述打标装置包括激光打标机,所述激光打标机通过安装架架设于所述工作台上,并位于所述夹具移动轨迹的上方。
[0016]
采用上述进一步方案的有益效果是零件检测完成后,当零件检测合格时,通过激光打标机对零件进行打标处理,打标速度快,生产效率大大提高。
[0017]
进一步,所述工作台的一侧安装有操作台,所述操作台上固定安装有用于控制所述打标装置对零件进行打标的电脑。
[0018]
采用上述进一步方案的有益效果是人工可以通过操作台上的电脑控制打标装置对零件进行打标处理,操作简便,智能化程度高,生产效率大大提高。
[0019]
进一步,所述夹具包括底座和用于夹持零件的夹持组件,所述底座水平滑动的安装在所述工作台上,所述夹持组件固定安装在所述底座上。
[0020]
采用上述进一步方案的有益效果是夹持组件固定安装在底座上,底座带动夹持组件和零件在工作台上水平移动,以便对零件进行检测和打标,只需底座带动零件移动即可,无需检测装置和打标装置移动,操作简便。
[0021]
进一步,所述工作台上固定安装有用于驱动所述底座在所述工作台上移动的气缸。
[0022]
采用上述进一步方案的有益效果是通过气缸驱动底座在工作台上水平移动,自动化程度高,无需人工手动处理,省时省力,生产效率大大提高。
[0023]
进一步,所述工作台上还固定安装有零件检测不合格时控制所述夹具复位的复位钥匙开关。
[0024]
采用上述进一步方案的有益效果是结构简单,操作简便,便于处理突发状况。
[0025]
进一步,所述工作台上还固定安装有零件检测不合格时进行报警的报警器。
[0026]
采用上述进一步方案的有益效果是零件检测不合格时通过报警器进行报警处理,及时提醒工作人员进行处理。
[0027]
进一步,所述报警器为声光报警器或状态指示灯。
[0028]
采用上述进一步方案的有益效果是结构简单,提示效果较佳,便于工作人员及时发现异常情况。
附图说明
[0029]
图1为本实用新型的整体结构示意图之一;
[0030]
图2为本实用新型的整体结构示意图之二;
[0031]
图3为本实用新型中夹持组件与零件的配合图。
[0032]
附图中,各标号所代表的部件列表如下:
[0033]
1、工作台,2、零件,3、检测相机,4、相机控制器,5、激光打标机,6、操作台,7、电脑,8、底座,9、夹持组件,10、气缸,11、复位钥匙开关,12、报警器,13、控制按钮,14、遮挡架。
具体实施方式
[0034]
以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
[0035]
如图1至图3所示,本实用新型提供一种驻车滚轮推杆总成视觉检测及激光打标复合设备,包括工作台1、用于夹持待加工零件2的夹具、检测装置以及打标装置,夹具水平可移动的安装在工作台1上,检测装置和打标装置沿夹具移动的方向从前向后间隔固定安装在工作台1上,并分别用于对零件2进行检测和打标。加工过程中,第一,通过本领域技术人员所能想到的方式例如人工将零件2装夹在夹具上;第二,夹具带动零件2在工作台1上水平移动,并将零件2依次送至检测装置和打标装置;第三,检测装置首先对零件2进行检测,然后打标装置对检测合格的产品进行打标处理。本实用新型结构紧凑,实现了零件2的自动检测和打标,生产效率大大提高,保证了产品的质量。
[0036]
实施例1
[0037]
在上述结构的基础上,本实施例中,工作台1上架设有门字形的遮挡架14,其下端直接与工作台1焊接在一起,可以有效的遮挡住灰尘,确保各个装置的工作性能。
[0038]
实施例2
[0039]
在上述结构的基础上,本实施例中,检测装置包括检测相机3,检测相机3通过支架架设于工作台1上,并位于夹具移动轨迹的上方;上述支架通过螺栓固定安装在工作台1上,然后检测相机3通过螺栓固定在支架上。夹具带动零件2水平移动的过程中,通过检测相机3对零件2进行拍照检测,结构简单,检测方便快捷。
[0040]
实施例3
[0041]
在实施例二的基础上,本实施例中,检测装置还包括用于控制检测相机3工作的相机控制器4,相机控制器4可以通过固定安装在工作台1上,也可以通过螺栓固定安装在遮挡架14上。零件2检测的过程中,首先他通过检测相机3采集零件2的照片,并将相应的照片发送给相机控制器4,相机控制器4接收对应的照片并对比分析,判断零件2是否合格,自动化程度高。
[0042]
需要说明的是,相机控制器4通过线路与检测相机3连接,上述线路可布设在工作台1内,也可以在工作台1上开设布线槽,整齐美观。
[0043]
实施例4
[0044]
在上述结构的基础上,本实施例中,打标装置包括激光打标机5,激光打标机5通过安装架架设于工作台1上,并位于夹具移动轨迹的上方;上述安装架通过螺栓固定在工作台1上,激光打标机5通过螺栓固定在安装架上,结构简单,便于拆装。零件2检测完成后,当零件2检测合格时,通过激光打标机5对零件2进行打标处理,打标速度快,生产效率大大提高。
[0045]
需要说明的是,上述激光打标机5采用的是现有技术。
[0046]
实施例5
[0047]
在上述结构的基础上,本实施例中,工作台1的一侧安装有操作台6,操作台6可以单独设置于工作台1旁,也可以与工作台1固定连接在一起;操作台6上通过螺栓固定安装有
用于控制打标装置对零件2进行打标的电脑7。人工可以通过操作台6上的电脑7控制打标装置对零件2进行打标处理,操作简便,智能化程度高,生产效率大大提高。
[0048]
需要说明的是,上述电脑7通过线路与打标装置连接,人工通过操作电脑7实现打标装置的运行。
[0049]
实施例6
[0050]
在上述结构的基础上,本实施例中,夹具包括底座8和用于夹持零件2的夹持组件9,底座8水平滑动的安装在工作台1上,夹持组件9通过螺栓固定安装在底座8上。夹持组件9固定安装在底座8上,底座8带动夹持组件9和零件2在工作台1上水平移动,以便对零件2进行检测和打标,只需底座8带动零件2移动即可,无需检测装置和打标装置移动,操作简便。
[0051]
需要说明的是,上述夹持组件9的结构需要根据所加工零件2的结构进行改变,例如:夹持组件9包括用于放置零件2的底板,底板的两端分别设有限位板和限位螺栓,限位板通过螺栓固定在底板上,底板的两侧上均设有限位螺栓,结构简单,装夹方便快捷,省时省力,生产效率大大提高。
[0052]
实施例7
[0053]
在实施例六的基础上,本实施例中,工作台1上固定安装有用于驱动底座8在工作台1上移动的气缸10,气缸10通过螺栓固定安装在工作台1上,结构简单,拆装方便,省时省力。零件2加工过程中,通过气缸10驱动底座8在工作台1上水平移动,自动化程度高,无需人工手动处理,省时省力,生产效率大大提高。
[0054]
而且,工作台1上还通过本领域技术人员所能想到的方式固定安装有用于控制气缸10和整个装置运行的控制按钮13。
[0055]
另外,工作台1上还固定安装有零件2检测不合格时控制夹具复位的复位钥匙开关11,当零件2检测不合格时,通过工作人员通过复位钥匙开关11手动复位气缸10,使得气缸10带动底座8和零件2回到初始位置,结构简单,操作简便,便于处理突发状况。
[0056]
需要说明的是,根据零件2的检测要求分两次为零件2拍照来识别防漏,两处拍照位置距离130mm。按下设备的开始按钮,第1次拍照,识别防漏镦铆(2处)、防漏装滚轮(2处),拍照不合格,设备报警,并停止下一步动作。
[0057]
实施例8
[0058]
在上述结构的基础上,本实施例中,工作台1上还固定安装有零件2检测不合格时进行报警的报警器12,零件检测不合格时通过报警器12进行报警处理,及时提醒工作人员进行处理。
[0059]
上述报警器12可以通过螺栓固定安装在工作台1上,也可以通过螺栓固定安装在遮挡架14上。
[0060]
优选地,本实施例中,报警器12为声光报警器或状态指示灯(状态指示灯闪烁即可零件2检测不合格),结构简单,提示效果较佳,便于工作人员及时发现异常情况。
[0061]
本实用新型的工作原理如下:
[0062]
第一,通过本领域技术人员所能想到的方式例如人工将零件2装夹在夹具上;
[0063]
第二,通过气缸10驱动夹具和零件2在工作台1上水平移动至检测相机3的下方,检测相机3对零件2进行拍照,并将对应的照片发送给相机控制器4,相机控制器4接收对应的照片并进行对比分析,判断零件2是否合格;
[0064]
第三,当零件2检测合格时气缸10继续将零件2送至激光打标机5的下方进行打标处理,打标完成后气缸10将零件2送至初始位置,并人工手动取出零件;
[0065]
当零件2检测不合格时,气缸10停止操作,人工通过复位钥匙开关11进行手动复位,同时报警器12进行报警处理。
[0066]
需要说明的是,本实用新型所涉及到的气缸(型号sc60)、控制器(型号tc-scr)、相机(型号mv)以及电脑(型号c4000)均采用现有技术,并且上述各个部件与对应的控制器或电脑分别电连接,且彼此之间的控制电路为现有技术。
[0067]
以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips