
 商标分类
商标分类  商标转让
商标转让 
连续冲压模具用自动送销机的制作方法
 2021-01-29 14:01:54|
2021-01-29 14:01:54| 209|
209| 起点商标网
起点商标网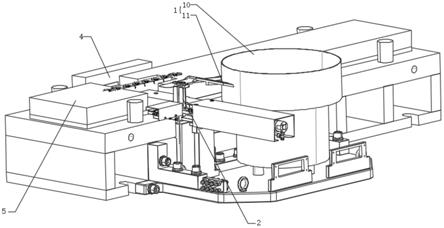
[0001]
本实用新型涉及连续冲压领域,特别是涉及连续冲压模具用自动送销机。
背景技术:
[0002]
现有的铆合技术一般只能铆合单个工件,不能进行连续铆合,想要实现连续铆合主要是通过人工进行,即首先通过连续模具成型钣金产品,再将成型钣金转移至单动冲床进行铆合,加工过程复杂,且在单动冲床上需人工放置销,节拍慢,作业效率低,同时存在漏铆、铆偏等风险,铆合的品质无法保证;此外,现有的铆合技术需要大量的分生产设备,模具的开发和维护以及人力成本高,装模作业时间长,产品的流转周期长,需要用于暂存半成品的额外的存储空间。
技术实现要素:
[0003]
为解决上述问题,本实用新型提出了连续冲压模具用自动送销机。
[0004]
本实用新型的主要内容包括:
[0005]
连续冲压模具用自动送销机,包括送销机构,所述送销机构一侧设置有传送机构;所述送销机构包括装有销钉的振动盘以及将销钉逐个运送至所述传送机构的送销轨道;所述传送机构包括传送通道和传送轨道,所述传送轨道设置在所述传送通道的下端,所述送销轨道设置在所述传送通道的上端一侧;所述传送轨道的一端设置有移销机构,所述移销机构的上方一侧设置有产品上料机构。
[0006]
优选的,所述传送结构包括传送平台,所述传送平台上方设置有平行的传送支架和传送滑轨,所述传送轨道开设在所述传送支架上,所述传送通道由横跨在所述传送轨道上的传送壳体围成;所述传送壳体的一侧设置有调度组件,用于使得进入所述传送通道内的销钉逐个进入所述传送轨道内;所述传送滑轨上配置有推送气缸,所述推送气缸连接有推送杆体,所述推送气缸驱动所述推送杆体沿所述传送轨道滑动。
[0007]
优选的,所述调度组件包括调度驱动单元以及两块上下设置的上调度板和下调度板,所述调度驱动单元驱动所述上调度板和下调度板交替打开或者关闭所述传送通道。
[0008]
优选的,所述移销机构包括移销平台、移销壳体以及移销驱动组件;所述移销壳体设置在所述移销平台上,所述移销壳体具有贯穿上下表面的移销通道,所述移销通道内设置有移销推板,所述移销推板下方与所述移销驱动组件连接;所述移销壳体的面向所述传送轨道的一侧开设有进销孔,所述进销孔与所述移销通道连通;所述移销驱动组件驱动所述移销推板上下移动,以将经所述进销孔传送的销钉传输至所述移销壳体的上表面。
[0009]
优选的,所述移销驱动组件包括步进上升驱动单元以及初始化驱动单元,所述初始化驱动单元将所述移销推板由第二状态变换至第一状态,所述步进上升驱动单元将所述移销推板由第一状态步进变换至第二状态;其中,所述第一状态是指当所述移销推板的上表面不超过所述进销孔的下边缘的状态;所述第二状态是指当所述移销推板的上表面不低于所述移销壳体的上表面的状态。
[0010]
优选的,所述初始化驱动单元为复位气缸,所述复位气缸连接在所述移销推板的下方。
[0011]
优选的,所述移销壳体的内侧壁上设置有复位滑道,所述复位滑道上配置有复位滑块,所述复位气缸的活塞固定连接在所述复位滑块上。
[0012]
优选的,所述步进上升驱动单元为步进上升气缸,所述步进上升气缸连接在所述移销推板的下方;
[0013]
或者所述步进上升驱动单元为弹性组件,所述弹性组件的一端固定连接在所述移销平台上,其另一端连接在所述移销推板上;当所述移销推板处于第一状态时,所述弹性组件处于压缩状态,当所述移销推板处于第二状态时,所述弹性组件处于自然状态。
[0014]
优选的,所述产品上料机构包括上料平台,所述上料平台上设置上料驱动组件,所述上料驱动组件包括上料滑轨,所述上料滑轨上配置有第一板体和第二板体,所述第一板体的一侧连接有上料气缸,所述上料气缸驱动所述第一板体沿所述上料滑轨向着所述第二板体移动;所述第一板体上固定设置有第一上料支架,所述第二板体上固定设置有第二上料支架,所述第一上料支架上固定连接有第一推动杆体,所述第二上料支架上开设有支架通孔,所述第一推动杆体的另一端穿过所述支架通孔延伸至所述移销壳体的上方;待铆销钉的产品放置在所述第二上料支架上方,且能够随所述第二上料支架移动。
[0015]
优选的,所述上料平台上还设置有与所述上料滑轨平行的第二滑轨,所述第一板体和所述第二板体通过滑块沿所述上料滑轨和第二滑轨移动;所述第二板体远离所述第一板体的一侧设置有限位组件,所述限位组件包括限位板以及限位伸缩杆,所述限位伸缩杆的两端分别固定连接在所述限位板和所述第二板体上。
[0016]
本实用新型的有益效果在于:本实用新型提出了连续冲压模具用自动送销机,通过送销机构以及传送机构将待铆合的销钉逐个运输至移销机构,已成型的产品经产品上料机构连续输送至移销机构,与销钉初步配置后,再运输至冲压设备将两者铆紧,实现自动铆合,降低了人工铆合的品质风险,且能够自动筛选出不良销、自动上料,减少了物料的流转,提高了工作效率,且降低了设备、人工以及仓储的成本。
附图说明
[0017]
图1为本实用新型铆合后的产品的示意图;
[0018]
图2为本实用新型的整体结构示意图;
[0019]
图3为传送机构的整体结构示意图;
[0020]
图4为传送机构的隐藏部分后的细节图;
[0021]
图5为图4中a处的放大图;
[0022]
图6为送销机构以及产品上料机构的结构示意图;
[0023]
图7为送销机构的结构示意图;
[0024]
图8为送销机构的细节图;
[0025]
图9为复位滑块的结构示意图;
[0026]
图10为产品上料机构的结构示意图。
具体实施方式
[0027]
以下结合附图对本实用新型所保护的技术方案做具体说明。
[0028]
请结合图1至图10。本实用新型提出了连续冲压模具用自动送销机,能够实现销钉b的自动上料、钣金件a的连续上料以及销钉b与钣金件a的初步定位,具体地,所述钣金件a具有通孔a1,销钉b的两端能够插入到通孔a1内,如图1所示,随后将钣金件a和销钉b送至冲压设备5内以将销钉b和钣金件a铆紧,本实用新型仅保护自动送销机部分,冲压设备5可以采用现有的设备,故此处不再赘述。
[0029]
如图2所示,本实用新型的自动送销机包括送销机构1、传送机构2、移销机构以及产品上料机构4四个部分,其中,所述送销机构1包括装有销钉b的振动盘10以及将销钉b逐个运送至所述传送机构2的送销轨道11;而在所述送销机构1一侧设置有所述传送机构2,将由送销轨道11传送来的销钉b传输至移销机构,所述移销机构用于将销钉b与由产品上料机构传输来的钣金件实现初定位,随后再共同运输至冲压设备5。
[0030]
具体地,请结合图3至图6,所述传送机2包括传送平台20,所述传送平台20上方设置有平行的传送支架21和传送滑轨22,所述传送支架21上开设有传送轨道210,所述传送轨道210一直延伸至所述移销机构处,其宽度略大于与销钉的外径,以使得销钉能够水平方向逐个传输;而在所述传送滑轨22上配置有推送气缸25,所述推送气缸25连接有推送杆体26,所述推送气缸25驱动所述推送杆体26沿所述传送轨道210向着所述移销机构移动,所述推送气缸一次可以推送一个销钉,也可以一次推送多个销钉。
[0031]
由图2可知,所述传送轨道210位于所述送销轨道11的下方,故由所述送销轨道11传送来的销钉经传送通道200逐个进入到传送轨道210内;具体地,所述传送通道200由横跨在所述传送轨道210上的传送壳体23围成;图4为隐去了传送壳体23的部分壳体的示意图,由此可知,销钉在传送通道200内上下排列,由所述传送壳体23的一侧设置的调度组件24来控制销钉逐个落入传送轨道210,且当所述推送气缸25在运输销钉的过程中,所述调度组件24还可以控制销钉暂不下落,既平衡了送销机构的速度,又能实现有序控制。
[0032]
具体地,所述调度组件24包括调度驱动单元240以及两块上下设置的上调度板241和下调度板242,所述调度驱动单元240驱动所述上调度板241和下调度板242交替打开或者关闭所述传送通道200。其中,所述调度驱动单元240可以为两个独立的气缸分别控制所述上调度板办241以及下调度板242的伸缩;也可以为一个具有两个活塞杆的气缸,且两个活塞杆分别与所述上调度板241和下调度板242连接,控制两者交替伸缩。所述调度组件24工作的一个过程如下:
[0033]
在初始状态下,即所述传送通道200内没有任何销钉时,所述上调度板241缩回,而所述下调度板242上落入一销钉,随后上调度板241伸出,待所述下调度板242上的销钉落入所述传送轨道210内后,所述上调度板241再次缩回以使得销钉落入所述下调度板242上,在整个调度过程中,保持送销机构与调度组件24的节拍,使得销钉逐个被传送。
[0034]
请再次结合图6至图9,所述移销机构设置在所述传送轨道210的一端,能够将销钉与位于其上方一侧的产品上料机构4传送来的钣金件a逐个初定位,故所述移销机构能够将位于下方的销钉逐个传输至其上方。具体地,所述移销机构包括移销平台、移销壳体31以及移销驱动组件32;其中,所述移销壳体31设置在所述移销平台上,所述移销壳体31具有贯穿上下表面的移销通道300,所述移销通道300内设置有移销推板33,所述移销推板33下方与
所述移销驱动组件32连接;所述移销壳体31的面向所述传送轨道210的一侧开设有进销孔310,且所述进销孔310与所述移销通道300连通,销钉经由所述进销孔310进入所述移销通道300并落入所述移销推板33的上表面,所述移销推板33在所述移销驱动组件32的驱动下步进式向上方移动,使得位于最上方的销钉超出所述移销壳体31的上表面301,从而被所述产品上料机构4推送出而与钣金件a实现初定位。
[0035]
在其中一个实施例中,所述移销驱动组件32包括步进上升驱动单元321以及初始化驱动单元322,所述初始化驱动单元322将所述移销推板33由第二状态变换至第一状态,所述步进上升驱动单元321将所述移销推板33由第一状态步进变换至第二状态;其中,所述第一状态是指当所述移销推板33的上表面不超过所述进销孔310的下边缘的状态,即使得销钉由所述传送轨道210经所述进销孔310进入所述移销通道300后能够落入到所述移销推板33的上表面;所述第二状态是指当所述移销推板33的上表面不低于所述移销壳体31的上表面301的状态。
[0036]
在其中一个实施例中,所述初始化驱动单元322为复位气缸,所述复位气缸连接在所述移销推板33的下方,当移销推板33需要重新接受进销孔33传输来的销钉时,所述初始化驱动单元322将所述移销推板33拉回至第一状态。
[0037]
进一步地,所述移销壳体31的内侧壁上设置有复位滑道(未示出),所述复位滑道上配置有复位滑块34,所述复位气缸322的活塞固定连接在所述复位滑块34上,而所述移销推板33位于所述复位滑块34上方且与所述复位滑块34固定连接,当所述复位气缸322驱动所述复位滑块34移动时,所述移销推板33随之移动。
[0038]
在其中一个实施例中,所述步进上升驱动单元321为步进上升气缸,所述步进上升气缸连接在所述移销推板33的下方;能够实现步进式的将移销推板33向上运输,同时其也可以将移销推板33拉回至第一状态,这时可以省去所述初始化驱动单元322。
[0039]
在其他实施例中,所述步进上升驱动单元322为弹性组件,如可以为弹簧,所述弹性组件的一端固定连接在所述移销平台上,其另一端连接在所述移销推板33上;当所述移销推板33处于第一状态时,所述弹性组件处于压缩状态,当所述移销推板33处于第二状态时,所述弹性组件处于自然状态;当所述移销推板33位于第一状态时,所述初始化驱动单元322拉紧所述移销推板33,以使得销钉能够被顺利放入所述移销推板33上,且每放入一个销钉,则弹性组件被压缩一点儿,直到放满后,所述初始化驱动单元322不再施力,移销推板33在弹性组件的作用力下向上移动,每当移走一个销钉后,所述弹性组件复位一段距离,直到移走所有销钉,随后所述初始化驱动单元322将移销推板33拉回至初始状态。
[0040]
在其中一个实施例中,请结合6和图10,所述产品上料机构4包括上料平台40,所述上料平台40上设置上料驱动组件41,所述上料驱动组件41包括上料滑轨410,所述上料滑轨410上配置有第一板体411和第二板体412,所述第一板体411的一侧连接有上料气缸413,所述上料气缸413驱动所述第一板体411沿所述上料滑轨410向着所述第二板体412移动;其中,所述第一板体411上固定设置有第一上料支架42,所述第二板体412上固定设置有第二上料支架43,所述第一上料支架42上固定连接有第一推动杆体44,所述第二上料支架43上开设有支架通孔430,所述第一推动杆体44的另一端穿过所述支架通孔430延伸至所述移销壳体31的上方;而待铆销钉的产品即钣金件a放置在所述第二上料支架43上方,且能够随所述第二上料支架43移动。
[0041]
在其他实施例中,所述上料平台40上还设置有与所述上料滑轨410平行的第二滑轨414,所述第一板体411和所述第二板体412通过滑块415沿所述上料滑轨410和第二滑轨414移动;所述第二板体412远离所述第一板体411的一侧设置有限位组件,所述限位组件包括限位板45以及限位伸缩杆46,所述限位伸缩杆46的两端分别固定连接在所述限位板45和所述第二板体412上。
[0042]
所述产品上料机构的工作过程如下:
[0043]
所述第一板体411和第二板体412均在初始位置,该初始位置使得所述第一推动杆体44的头部位于所述移销壳体31的上表面,且位于所述移销通道300靠近所述产品上料机构的一侧,即所述第一推动杆体44等待将所述移销机构传输上来的销钉向前推送,同时,待铆接的产品即钣金件被放置在第二板体412上方,具体地,所述第二板体412上设置有用于承载和固定钣金件的结构;当一个销钉被传输至所述移销壳体31的上表面后,所述上料气缸413驱动所述第一板体411带动所述第一上料支架42,以使得所述第一推动杆体44向着所述移销机构移动,从而将销钉向着冲压设备5的方向推进,所述冲压设备5上以固定并定位好好了钣金件,所述第一推动杆体44将销钉刚好推送到位,使得销钉和钣金件初定位,冲压设备铆紧两者;接着所述上料气缸413继续推进所述第一板体411,并带动第二板体412也沿着所述上料滑轨410和/或第二滑轨414滑动,使得所述第二上料支架43同时移动,带动钣金件向前移动到冲压设备上到位,随后,所述上料气缸413带动第一板体411复位,同时,位于所述第二板体412一侧的限位伸缩杆伸出,使得所述第二板体412复位,等待将下一个销钉推出。
[0044]
以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 冲压模具

 热门咨询
热门咨询




tips