
 商标分类
商标分类  商标转让
商标转让 
用于高含水率渣态固废的多级破碎智能化处理装置及方法与流程
 2021-03-03 15:03:35|
2021-03-03 15:03:35| 380|
380| 起点商标网
起点商标网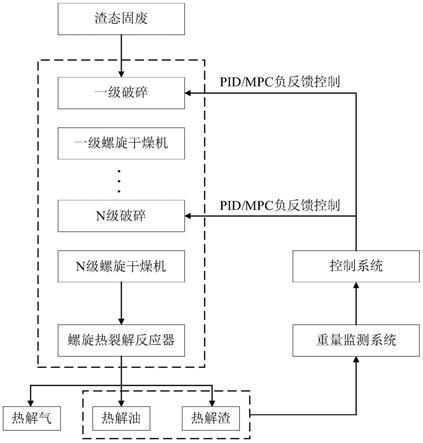
[0001]
本发明属于固废处理领域,更具体地,涉及一种用于高含水率渣态固废的多级破碎智能化处理装置及方法。
背景技术:
[0002]
随着企业生产能力及人民生活水平的不断提高,近些年来,固体废弃物的总量逐年增加,包括餐余垃圾,厨余垃圾,医疗废物,有机污泥,废弃电子元器件,废旧轮胎等。其中,高含水率的有机固废(>50%)较普通干态固废由于其含水率较高、粘性较大,更难处理。
[0003]
目前主要的有机固废处理手段包括填埋处理,焚烧处理,热解处理,生物堆肥等。目前应用最为广泛的有机废物处理手段是焚烧处置,但是在焚烧处置过程中会产生大量污染物,包括sox、nox、二噁英、重金属污染物等,并且由于焚烧温度较高,在处理含盐量较高的有机废物时,结焦现象会会焚烧炉造成十分大的损害,减少焚烧炉使用寿命。填埋处置危废会占用大量土地资源,并且填埋之后会对土壤及地下水造成十分严重的污染问题,所以填埋方法逐渐会退出历史舞台。生物堆肥法处置有机废物周期较长,在当今科技迅速发展的时代,生物堆肥法处置方式难以成为主流有机固废处理方式。所以,目前迫切需要一项节能环保,减重减量明显的有机固废处理工艺。
[0004]
热解处置有机固废即在无氧条件下,将有机固废进行热裂解,分解成小分子化合物的过程。对于热解过程中产生的热解气、热解油回收利用。
[0005]
目前国内外针对有机固废热解进行了详细研究。cn105834196b公开了一种过热蒸汽连续无氧炭化有机废弃物的装置,采用过热蒸汽对有螺旋进料器给入到碳化腔体中的有机固废进行热裂解,并根据碳化废弃物难度可设计为多层串联的结构。cn104692607b公开了一种由热空气为热源,采用螺旋滚筒干燥器及流化床为热解反应器处理油泥装置,并对热解过程中产生油、气回收利用的装置。cn103936253b公开了一种采用微波及等离子体技术深度处理油泥的装置,采用微波和等离子体技术在超高温下对油泥进行热裂解反应。对于智能化调整热解固废而言,国内外学者主要通过对原始固废化学特性进行测试,进而动态调整固废热解过程。例如cn108929012b公开了一种智能化油泥热解处理装置,通过对含油污泥成分进行检测,计算出最佳处理温度及处理时间,并进行动态调整。但这些装置都有一个共同的特点,无法对不同的有机固废自动化调整生产。cn108929012b公开了一种智能化油泥处理设备,但当处理固废种类及成分发生巨大变化时,该装置无法对不同固废热裂解程度进行判别并计算出该种固废的最佳处理方式,这种控制方式的局限性得以体现,且该装置高度依赖化学数据库,智能化程度较低;并且该装置通过控制热解温度及处理时间对反应过程进行控制,多次变温情况下,一方面加热介质的生成难度大大提升,另一方面大大增加材料热应力,减少热解装置使用寿命,而通过调整热解固废螺旋前进速度进行调整易发生热解装置的堵塞现象。
[0006]
因此,亟需开发一种适用于多种高含水率渣态固废的智能化处理装置,打破一种装置只能处理一种固废或智能化程度较低的处理现状。
技术实现要素:
[0007]
针对现有技术的以上缺陷或改进需求,本发明提供了一种用于高含水率渣态固废的多级破碎智能化处理装置及方法,其目的在于,通过对热解油及热解渣质量变化进行监测,对热解前的前处理破碎造粒过程定向调控,进而改变热解传热过程,避免了现有装置调控热裂解过程中加热温度所带来的材料热应力疲劳问题及采用螺旋热裂解反应器调节渣态固废热解停留时间带来的卡涩、堵塞问题,突破了传统渣态固废处理“一固废一装置”及固废热解处理智能化较低的现状。
[0008]
为实现上述目的,按照本发明的一方面,提出了一种用于高含水率渣态固废的多级破碎智能化处理装置,包括多级破碎干燥模块、热裂解反应模块和负反馈控制模块,其中:
[0009]
所述多级破碎干燥模块包括依次相连的多级破碎干燥单元,每级所述破碎干燥单元包括相连的破碎机和干燥机,所述破碎机用于对渣态固废进行破碎造粒,所述干燥机用于对渣态固废进行干燥脱水;
[0010]
所述热裂解反应模块包括热裂解反应器,该热裂解反应器与最后一级破碎干燥单元的干燥机出口相连,用于对破碎干燥后的渣态固废进行热裂解反应;
[0011]
所述负反馈控制模块用于对热裂解反应产生的热解油和热解渣质量进行监测,并根据质量变化情况,控制破碎机的工作频率及功率,从而定向调控渣态固废颗粒粒径的破碎程度,进而控制热裂解反应程度。
[0012]
作为进一步优选的,所述干燥机为热介质加热夹层式干燥器,其包括内管和外管,所述内管与外管间形成的夹层用于干燥热介质流通;所述内管中安装有螺旋器,用于驱动渣态固废在内管中流动;所述外管外部包裹有保温层。
[0013]
作为进一步优选的,所述热裂解反应器采用螺旋推进,且其上设置有多个分布均匀的喷入孔,过热蒸汽直接通过该喷入孔进入热裂解反应器与渣态固废反应;该热裂解反应器内部还安装有含氧量检测器及多个温度监测器和压力监测器,所述含氧量检测器和温度监测器用于检测热裂解反应器内的含氧量和温度,并根据检测到的含氧量和温度对热裂解反应器的进气和排气量进行控制;所述压力监测器用于监测热裂解反应器内压力,以排除热裂解反应器内的堵塞情况。
[0014]
作为进一步优选的,所述热裂解反应模块还包括关风机,该关风机安装在最后一级破碎干燥单元的干燥机出口和热裂解反应器之间,用于保证热裂解反应器中的无氧状态。
[0015]
作为进一步优选的,还包括给料及卸料模块,该给料及卸料模块包括螺旋给料机和螺旋卸料机,其中,所述螺旋给料机安装在所述破碎机和干燥机之间,用于定量给料;所述螺旋卸料机与所述热裂解反应器出口相连,用于对热裂解反应产生热解渣进行卸料。
[0016]
作为进一步优选的,所述给料及卸料模块还包括第一螺旋给料机,该第一螺旋给料机的出口段高度高于入口段,渣态固废从入口段进入第一螺旋给料机,从出口段进入第一级破碎干燥单元的破碎机中。
[0017]
作为进一步优选的,所述干燥机和所述热裂解反应器上均设置有紧急渣态固废出料口。
[0018]
按照本发明的另一方面,提供了一种用于高含水率渣态固废的多级破碎智能化处
理方法,其采用上述装置实现,包括如下步骤:
[0019]
渣态固废进入多级破碎干燥单元进行多级破碎干燥,然后对破碎干燥后的渣态固废进行无氧热裂解反应,使渣态固废由大分子化合物向小分子化合物转变,最终得到热解气、热解油、热解渣;
[0020]
在此过程中,对热解油和热解渣的质量进行定时采样监测,根据热解油、热解渣质量变化及采样速率得到热解渣、热解油质量变化率,根据热解渣、热解油质量变化率控制破碎机的工作频率及功率,从而定向调控渣态固废颗粒粒径的破碎程度,进而控制热裂解反应程度。
[0021]
作为进一步优选的,控制破碎机工作频率及功率时,优先控制最后一级破碎干燥单元中的破碎机。
[0022]
作为进一步优选的,渣态固废进行无氧热裂解反应的温度为400℃~800℃;采样热解油和热解渣的质量时,采样时间间隔不小于3分钟。
[0023]
总体而言,通过本发明所构思的以上技术方案与现有技术相比,主要具备以下的技术优点:
[0024]
1.本发明针对高含水率渣态固废水分较高、粘性较大,难以处理的特点,开发了一种适用于高含水率的渣态固废智能化多级破碎处理装置,突破了传统渣态固废处理“一固废一装置”及固废热解处理智能化程度较低的现状,通过对热解油及热解渣质量变化进行监测,对热解前的前处理破碎造粒过程定向调控,进而改变热解传热过程,避免了现有装置调控热裂解过程中加热温度所带来的材料热应力疲劳问题及采用螺旋热裂解反应器调节渣态固废热解停留时间带来的卡涩、堵塞问题。
[0025]
2.本发明装置在实际运行中鲁棒性好、运行灵活,针对不同渣态固废均表现出了良好的稳定性,并且提高了装置的热解油、热解气产率,便于自动化调整处理不同渣态固废时最优工况,减少了能源消耗,同时为热解高含水率渣态固废提供了一条全新的控制路线。
[0026]
3.本发明通过多级破碎干燥模块对高含水率的渣态固废进行多次破碎多次干燥,可将高含水率的渣态固废进行深度脱水,且深度干燥之后的渣态固废再破碎时,可得到粒径较细的渣态固废颗粒物,此时再进入反应器热解可大大提升传热速率,从而提升热解速率。
[0027]
4.本发明进行无氧热裂解反应时,过热蒸汽在反应器中具有多个分布均匀的喷入孔,有利于固废均匀彻底的热裂解;同时热裂解反应器内部还安装有含氧量检测器及多个温度监测器和压力监测器,其自动控制与进气阀门、排气阀门相关联,可通过进气保障低含氧量和反应器中温度,通过压力监测保障系统内不会堵塞,并维持系统的稳定。
[0028]
5.本发明在破碎机和干燥机之间安装有螺旋给料机,可方便控制给料速度,保证给料稳定性,增加整个热解装置安全性;并且在装置入口设置包含提升段的第一螺旋给料机,调整空间布局,初始给料提升之后,进入破碎、干燥、热解,都是竖直排列,可使整个处理装置小型化,紧凑化。
[0029]
6.根据不同渣态固废种类,初步选择热解反应器热解温度为400℃~800℃,确保不同渣态固废可热裂解完全;此外,为了准确获取热解油和热解渣的质量变化,并方便工业化应用,优选设置质量采样时间间隔不小于3分钟。
附图说明
[0030]
图1为本发明实施例用于高含水率渣态固废的多级破碎智能化处理装置工作流程图;
[0031]
图2为本发明实施例多级破碎干燥模块中的破碎机结构示意图;
[0032]
图3为本发明实施例给料及卸料模块中的第一螺旋给料机结构示意图;
[0033]
图4为本发明实施例多级破碎干燥模块中的干燥机结构示意图;
[0034]
图5为本发明实施例热裂解反应模块中的关风机结构示意图;
[0035]
图6为本发明实施例热裂解反应模块中的热裂解反应器结构示意图;
[0036]
图7为本发明实施例负反馈控制模块工作流程图;
[0037]
图8为本发明实施例给料及卸料模块中的螺旋卸料机结构示意图。
[0038]
在所有附图中,相同的附图标记用来表示相同的元件或结构,其中:1-渣态固废出口,2-渣态固废入口,3、14-出气口,4、15-出料口,5、13-紧急出料口,6、12-保温层,7-热介质流动通道,8、10-进料口,9-进气口,11-喷入孔,16-热解渣入口,17-热解渣收集桶。
具体实施方式
[0039]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
[0040]
本发明实施例提供的一种用于高含水率渣态固废的多级破碎智能化处理装置,其是针对高含水率(含水率>50%)渣态固废,因其含水率较高,需要多级破碎烘干装置对其完全脱水再送入反应器进行热裂解;本发明的基本原理是利用单一固废在一定温度下热裂解完全时产物中热解气、热解油、热解渣产率固定的特性,当渣态固废热裂解反应进行不彻底时,该装置可通过检测热解油、热解渣产率的变化,改变热裂解过程传热面积,即通过改变破碎机功率改变渣态固废颗粒粒径大小从而智能调控热裂解过程。
[0041]
该多级破碎智能化处理装置包括多级破碎干燥模块、热裂解反应模块、给料及卸料模块和负反馈控制模块,其中:
[0042]
所述多级破碎干燥模块包括依次相连的多级破碎干燥单元,优选为2~3级破碎干燥单元;每级所述破碎干燥单元包括相连的破碎机和干燥机,所述破碎机用于对渣态固废进行破碎造粒,所述干燥机用于对破碎后的渣态固废进行干燥脱水;
[0043]
进一步的,如图2所示,所述破碎机上安装有变频器,用于调整破碎机的工作频率;该破碎机包括但不限于颚式破碎机、反击式破碎机、圆锥破碎机等;
[0044]
进一步的,如图4所示,所述干燥机包括但不限于单螺旋干燥机、双螺旋干燥机等;且干燥机为热介质加热夹层式干燥器,其包括内管和外管,内管与外管间形成的夹层,即为热介质流动通道7,其用于干燥热介质流通,干燥热介质从进气口9进入,出气口3排出;干燥热介质包括但不限于蒸汽,余热蒸汽,烟气等;内管部分用于高含水率的渣态固废流动,内管中安装有螺旋器,用于驱动渣态固废流动,渣态固废从进料口8进入,出料口4排出;所述外管外部包裹有保温层6,其材料包括但不限于岩棉等保温材料;干燥热介质流通夹层处装有多个压力、温度监测器,以保障系统稳定;干燥机上设置有渣态固废紧急出料口5,用于生
产的安全进行。
[0045]
所述热裂解反应模块包括一至多个关风机和热裂解反应器(视固废处理量的变化进行调整),热裂解反应器用于对破碎干燥后的渣态固废进行热裂解反应;如图5所示,关风机安装在最后一级破碎干燥单元的干燥机出口和热裂解反应器之间,用于保证热裂解反应器中的无氧状态;具体的,关风机为间歇性运行,进料时运行,之后关闭,然后再进料再关闭,关风机的作用类似于阀门,进料后关风机关闭,过热蒸汽会驱赶走进入反应器中的极少量氧气,保持反应器的无氧状态,防止氧气与有机物反应焦化;
[0046]
进一步的,如图6所示,所述热裂解反应器采用螺旋推进,渣态固废从进料口10进入,反应后从出料口15排出;热裂解反应器上设置有多个分布均匀的喷入孔11,过热蒸汽通过该喷入孔11进入热裂解反应器与渣态固废直接接触反应,有利于固废均匀彻底的热裂解,然后从出气口14排出;该热裂解反应器内部还安装有含氧量检测器及多个温度监测器和压力监测器,所述含氧量检测器和温度监测器用于检测热裂解反应器内的含氧量和温度,并与进气阀门、排气阀门相关联,可自动控制根据检测到的含氧量和温度对热裂解反应器的进气和排气量进行控制;所述压力监测器用于监测热裂解反应器内压力,以排除热裂解反应器内的堵塞情况,维持系统的稳定;热裂解反应器外设置有保温层12;热裂解反应器上设置有渣态固废紧急出料口13,防止机器故障,保证生产安全。
[0047]
所述给料及卸料模块包括螺旋给料机和螺旋卸料机,其中,螺旋给料机入口与破碎机出口处相连,螺旋给料机出口与干燥机直接相连,采用定量给料,可保证给料系统稳定性,增加整个热解系统安全性;如图8所示,所述螺旋卸料机的热解渣入口16与所述热裂解反应器的出口相连,用于对热裂解反应产生热解渣进行卸料,螺旋卸料机出口处连接有热解渣收集桶17,用于收集热解渣,且与自动称重机相连;该螺旋卸料机包含提升段,即其出口处高度高于入口处;
[0048]
进一步的,给料及卸料模块还包括第一螺旋给料机,如图3所示,该第一螺旋给料机的渣态固废出口1高度高于渣态固废入口2,初始时,渣态固废从渣态固废入口2进入第一螺旋给料机,从渣态固废出口1进入第一级破碎干燥单元的破碎机中。
[0049]
所述负反馈控制模块包括自动称重机、数据采集卡、上位机、控制器,其中,自动采重机用于按预定的采样间隔,对热裂解反应产生的热解油及热解渣的质量进行监测,并将质量变化传递给数据采集卡;数据采集卡用于对自动称重机数据采集储存,并与上位机联用;上位机用于对数据采集卡采集的数字信号进行变换处理,转换为模拟信号,并将该数据与上一个采样间隔时数据进行对比,并负责控制器的执行计算;控制器用于执行上位机的控制命令,调整破碎机工作频率及功率,对渣态固废破碎程度进行控制,进而控制渣态固废热裂解过程;
[0050]
进一步的,负反馈控制模块的控制方式包括但不限于pid控制及mpc控制。
[0051]
上述多级破碎智能化处理装置对高含水率渣态固废进行处理时,如图1所示,包括如下步骤:
[0052]
首先根据不同渣态固废种类,对热解反应器热解温度初步选择(400℃~800℃),确保不同渣态固废可热裂解完全;然后将经过简单脱水处理的渣态固废通过一级破碎机破碎之后经螺旋给料机进入干燥机,初步干燥之后进入下一级破碎机再次破碎,之后再次进入干燥机进行干燥,多次破碎多次干燥后可将高含水率的渣态固废进行深度脱水,且深度
干燥之后的渣态固废再破碎时,可得到粒径较细的渣态固废颗粒物;经过多级破碎干燥之后的渣态固废进入热裂解反应器,在无氧的环境下,渣态固废发生剧烈的无氧热裂解反应,由大分子化合物向小分子化合物转变,经后续的净化降温之后,可回收得到热解气、热解油、热解渣;在干燥及热裂解过程中,处理同种固废时,热介质温度保持恒定;
[0053]
在上述过程中,如图7所示,对热解产物中热解油及热解渣的质量进行定时采样监测,为了方便工业化应用,采样时间间隔大于等于3分钟;根据热解油、热解渣质量变化及采样速率得到热解渣、热解油质量变化率,根据热解渣、热解油质量变化率控制破碎机的工作频率及功率,从而定向调控颗粒粒径破碎程度,即颗粒粒径,进而调整干燥过程及热裂解过程的反应程度,并不断采样修正反馈;这种通过调整颗粒破碎程度,进而调控热裂解反应过程的方法,避免直接调控热裂解反应器带来的材料热应力疲劳及热裂解装置堵塞现象。
[0054]
进一步的,控制破碎机工作频率及功率的变化幅度,使其与热解油质量变化率一致,与热解渣质量变化率相反,可保证热解油含量增加的同时,颗粒破碎化程度不断加深,即颗粒细度不断增加,不断提升热解过程中传热面积,增强渣态固废热裂解过程深度。
[0055]
进一步的,控制破碎机工作频率及功率时,因最后一级破碎机破碎渣态固废含水率最低,破碎难度最低,优先控制最后一级破碎干燥单元中的破碎机。
[0056]
以下为具体实施例:
[0057]
实施例1
[0058]
以处理含水量56%油泥为例,包含两级破碎干燥单元及一个热裂解反应单元,在热解温度为600℃时,在该装置动态控制系统稳定运行下,其热解油产率23%,热解渣产率69%,热解气产率8%。
[0059]
实施例2
[0060]
以处理含水量71%厨余垃圾为例,包含三级破碎干燥单元及一个热裂解反应单元,在热解温度为600℃时,在该装置动态控制系统稳定运行下,其热解油产率16%,热解渣产率71%,热解气产率13%。
[0061]
实施例3
[0062]
以处理含水量60%餐余垃圾为例,包含两级破碎干燥单元及一个热裂解反应单元,在热解温度为600℃时,在该装置动态控制系统稳定运行下,其热解油产率29%,热解渣产率57%,热解气产率14%。
[0063]
实施例4
[0064]
以处理含水量86%污泥为例,包含三级破碎干燥单元及一个热裂解反应单元,在热解温度为600℃时,在该装置动态控制系统稳定运行下,其热解油产率7%,热解渣产率87%,热解气产率6%。
[0065]
本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips