
 商标分类
商标分类  商标转让
商标转让 
一种基于高频振动的聚酯材料摩擦焊接模组的制作方法
 2021-02-24 06:02:20|
2021-02-24 06:02:20| 421|
421| 起点商标网
起点商标网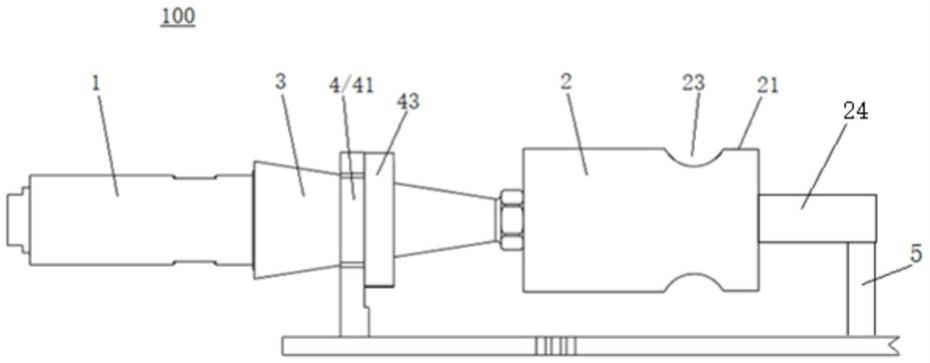
一种基于高频振动的聚酯材料摩擦焊接模组
【技术领域】
[0001]
本实用新型属于新材料焊接技术领域,特别是涉及一种基于高频振动的聚酯材料摩擦焊接模组。
背景技术:
[0002]
pet材料是一种结晶型聚酯材料,分子排列有序,有明显的熔点和再度凝固点;固态的晶体形聚合物是富有弹性的,能吸收部分高频机械振动,因此使用超声波焊接方式时,超声波振动能量不易于将振动能量传至压合面,因此需要不断提高振幅和振动时间才能获得压合面熔接所需要的温度;但是过高的振幅和振动时间会破坏位于超声波和压合面上方的pet材料,破坏自身分子结构,导致强度下降、断裂拉伸率变大,国内用此方式焊接成型的pet土工格栅,普遍存在剥离力低(100n以下),远低于国外同类产品 (150n-200n以下)的质量要求。
[0003]
因此,有必要提供一种新的基于高频振动的聚酯材料摩擦焊接模组来解决上述问题。
技术实现要素:
[0004]
本实用新型的主要目的在于提供一种基于高频振动的聚酯材料摩擦焊接模组,同时解决pet聚酯材料超声波焊接中焊接质量和保持聚酯材料自身强度的问题;在pet土工格栅的焊接过程中,既能提高足够的剥离强度,同时也能减小pet材料本身的强度变化。
[0005]
本实用新型通过如下技术方案实现上述目的:一种基于高频振动的聚酯材料摩擦焊接模组,其包括将50-60赫兹电能转换为15-40千赫兹高频电能的超声波发生器、将所述超声波发生器转换输出的所述高频电能转换为同频率机械运动的超声波换能器、将所述超声波换能器输出的所述机械运动调幅成一高频低振幅振动源的调幅器、将所述高频低振幅振动源进行摩擦焊接的摩擦焊接头,所述摩擦焊接头的上表面外端区域设置有摩擦焊接工作面,所述摩擦焊接工作面表面阵列设置有若干针板结构,所述摩擦焊接头上设置有轴向分布的纵向狭槽、横向分布的应力分散槽。
[0006]
进一步的,所述纵向狭槽平行对称设置有两条且贯通所述摩擦焊接头的上下表面。
[0007]
进一步的,所述摩擦焊接头的前端还固定设置有一水平支撑柱,所述水平支撑柱为吸震材质制作而成的圆柱体结构。
[0008]
进一步的,所述应力分散槽设置在所述摩擦焊接工作面旁。
[0009]
进一步的,所述应力分散槽横向贯通所述摩擦焊接头的左右两侧面。
[0010]
进一步的,所述应力分散槽设置有两个,分别位于所述摩擦焊接头的上下表面,且上下位置对应分布。
[0011]
进一步的,所述应力分散槽为内凹式弧形槽。
[0012]
进一步的,所述调幅器固定设置在一固定夹具上,所述固定夹具在所述调幅器的
零振幅位置对所述调幅器进行固定支撑。
[0013]
进一步的,所述固定夹具包括开设有安装孔的固定立板,所述调幅器的零振幅位置设置有一环形凸板,所述调节器通过一压紧垫块压紧所述环形凸板锁紧在所述固定立板上,且所述环形凸板与所述固定立板之间还设置有一套设于所述调幅器外周的绝缘硅胶垫。
[0014]
进一步的,所述摩擦焊接头为钢制立体块状结构。
[0015]
与现有技术相比,本实用新型一种基于高频振动的聚酯材料摩擦焊接模组的有益效果在于:使用超声波发生器将50-60赫兹电能转换为15-40千赫兹高频电能,换能器将高频电能通过压电陶瓷片组转换为同等频率的机械运动,随后机械运动通过可改变振幅的调幅器装置传递到摩擦焊接头;摩擦焊机头采用钢制,加工两个轴向狭槽,确保最大振幅位于纵向,同时焊接头摩擦面旁设置内凹式应力分散槽,放大位于摩擦焊接工作面区域的振幅,产生1-3微米的振幅,减少摩擦焊接头外端面的振幅,提高摩擦焊接的有效功率。
【附图说明】
[0016]
图1为本实用新型实施例的结构示意图;
[0017]
图2为本实用新型实施例中摩擦焊接头的俯视结构示意图;
[0018]
图3为本实用新型实施例中固定夹具与调幅器的连接结构示意图;
[0019]
图中数字表示:
[0020]
100基于高频振动的聚酯材料摩擦焊接模组;
[0021]
1超声波换能器;2摩擦焊接头,21摩擦焊接工作面,22纵向狭槽,23 应力分散槽,24水平支撑柱;3调幅器,31环形凸板;4固定夹具,41固定立板,42安装孔,43压紧垫块,44绝缘硅胶垫;5支撑立板。
【具体实施方式】
[0022]
实施例:
[0023]
请参照图1-图3,本实施例一种基于高频振动的聚酯材料摩擦焊接模组 100,其包括将50-60赫兹电能转换为15-40千赫兹高频电能的超声波发生器 (图中未标示)、将所述超声波发生器转换输出的高频电能转换为同频率机械运动的超声波换能器1、将超声波换能器1输出的机械运动经过调幅后传递至一摩擦焊接头2的调幅器3,摩擦焊接头2的上表面外端区域设置有摩擦焊接工作面21,摩擦焊接工作面21表面阵列设置有若干针板结构;摩擦焊接头2上设置有对称轴向分布的纵向狭槽22、横向分布的应力分散槽23。
[0024]
摩擦焊接头2为一立体块状结构。纵向狭槽22贯通摩擦焊接头2的上下表面。本实施例中纵向狭槽22设置有两条。纵向狭槽22的一端纵向延伸至摩擦焊接工作面21区域。应力分散槽23设置在摩擦焊接工作面21旁。
[0025]
应力分散槽23横向贯通摩擦焊接头2的左右两侧面。应力分散槽23设置有两个,分别位于摩擦焊接头2的上下表面,上下对称分布。应力分散槽23 为内凹式弧形槽。
[0026]
调幅器3固定设置在一固定夹具4上。固定夹具4包括开设有安装孔42的固定立板41,调幅器3的零振幅位置设置有一环形凸板31,调节器3通过一压紧垫块43压紧环形凸板31锁紧在固定立板41上,且环形凸板31与固定立板41之间还设置有一套设于调幅器3外周
的绝缘硅胶垫44。固定夹具4在调幅器3的零振幅位置实现对调幅器3的固定支撑。
[0027]
本实施例中摩擦焊接头2为钢制结构,通过两个轴向分布的纵向狭槽22,确保最大振幅位于纵向,同时焊接头摩擦面旁设置内凹式应力分散槽23,放大位于摩擦焊接工作面21区域的振幅,减少摩擦焊接头2外端面的振幅,提高摩擦焊接的有效功率。
[0028]
摩擦焊接头2的前端还固定设置有一水平支撑柱24。水平支撑柱24为圆柱体结构。水平支撑柱24为吸震材质板,可以有效的吸收摩擦焊接头2端面的振动能量,减小摩擦焊接头2外端面的振幅,提高摩擦焊接的有效功率。
[0029]
本实施例还包括支撑水平支撑柱24的支撑立板5。
[0030]
由于在焊接时,摩擦焊接头2会受到下压力,因此,本实施例在摩擦焊接头2的前后两端均设置了支撑结构,即固定夹具4与支撑立板5,通过两个支撑点,加强了摩擦焊接头2的焊接位置稳定性。且水平支撑柱24采用高分子阻尼材料,阻尼材料将焊接头传递的机械震动能转换成热能而耗散,降低并减少高频振动的传递;支撑立板5采用耐高温阻尼材料,用于支撑水平支撑柱24且吸收振动能量。
[0031]
本实施例中,超声波换能器1、调幅器3以及固定夹具4的上表面均低于摩擦焊接头2的摩擦焊接工作面21,即摩擦焊接工作面21为摩擦焊接模组的最高表面,使得本实施例摩擦焊接模组能够应用于连续生产,格栅经向方向料带筋条可以水平输送,不会发生变形,保证焊机后的平整度。
[0032]
本实施例还提供了一种利用基于高频振动的聚酯材料摩擦焊接模组焊接而成的土工格栅。具体的,将一根pet条与多根pet条相互垂直放置,且使得各个垂直交汇点位于对应的摩擦焊接工作面21上,再施加设定数值的下压力至焊接点区域,然后启动摩擦焊接模组对焊接点进行焊接,完成一行pet条的焊接,再将多根pet条同步向前拉出设定距离至下一pet条焊接位置,然后径向输入下一根pet条,重复上述焊接步骤,完成所有pet条的焊接,最终获得土工格栅。
[0033]
本实施例对焊接后的土工格栅进行了性能分析,纵横向2%伸长率时,规格30-30拉伸强度,测得本实施例的土工格栅的拉伸强度≥49.9kn/m,远大于行业标准要求的10kn/m;纵横向5%伸长率时,规格30-30拉伸强度,测得本实施例的土工格栅的拉伸强度≥74.7kn/m,远大于行业标准要求的 10kn/m;测得的焊点极限剥离力≥147n,大于行业标准要求的100n。因此,通过本实施例焊接而成的土工格栅的各种力学性能都远优于行业标准。
[0034]
本实施例一种基于高频振动的聚酯材料摩擦焊接模组100,利用高频的超声波作为振动源形成高频振动波,再将其转换呈同频的机械运动,再经过调幅和调整后转移至摩擦焊接工作面上,大大提高了振动频率,形成了满足工艺条件的振动幅度,提供了足够大的振动能量,从而缩短了所需的振动时间,从而可以有效促使pet材料从熔融状态快速的进入到再度凝固状态,避免pet材料的分子结构处于不稳定状态而发生变化导致强度降低,提高了焊接效果和焊接强度,且不会改变pet材料自身的强度。
[0035]
以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips