
 商标分类
商标分类  商标转让
商标转让 
联动阀针封胶射咀的制作方法
 2021-02-24 01:02:25|
2021-02-24 01:02:25| 433|
433| 起点商标网
起点商标网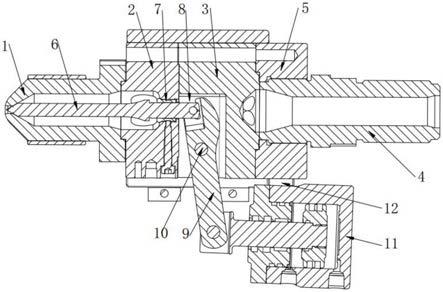
[0001]
本实用新型涉及一种注塑机射咀,尤其涉及一种联动阀针封胶射咀。
背景技术:
[0002]
目前注塑制品在汽车,电子,连接器等行业应用非常广泛,而这些行业内使用最多的就是高温工程塑料如pa,pps,pbt,lcp等,往往这些高温工程塑料在生产过程中都极易产生溢胶或拉丝,给制品的外观、重量、尺寸造成极其不良的影响。
[0003]
通常行业内会在射咀上增加一个截流的装置来阻止与截断料管内带有一定内压塑料向外流动,此类射咀早已为业界所熟知,有在射咀内部增加一个弹簧与封胶阀针组合的内弹簧封胶射咀,也有在射咀外部设置弹簧,推动内部的封胶阀针组合的外弹簧射咀。但采用弹簧推动封胶阀针的结构设计都存在一个很严重的问题,如若注射压力损失较大,弹簧在高温下容易疲劳,产生阀针卡死等现象,导致长时间停机修复,人工成本较高。
[0004]
此外,实用新型人在已公开专利cn109318446a中设计了一种内孔带阀针封胶封胶的射咀,其通过外置气缸或油缸来驱动阀针实现封胶的目的,但因其内阀针的后退完全是靠流动的塑料作用力在带有压力差的阀针上迫使往后退的,在生产特殊产品或专用注塑机上会有偶尔阀针不后退或退不到位的情况,所以一旦阀针阀套遇到工作疲劳或塑料碳化的情况下就会产生后退不到位或不后退的现象。
[0005]
综上,也可以说是目前没有一款防拉丝射咀能达到零压力损失,当生产精密成型的产品时,压力是最为关键的成型条件,如果压力不稳或有压力损失,产品将会时而打不满,时而起披锋,造成生产工艺极其不稳定的缺陷。
技术实现要素:
[0006]
本实用新型为解决现有技术中的上述问题,提出一种注射时无任何压力损失的联动阀针封胶射咀,彻底释放注塑机注射时的压力损失,降低产品不良率,使得封胶与生产更加稳定。
[0007]
为实现上述目的,本实用新型采用以下技术方案:
[0008]
本实用新型提供一种联动阀针封胶射咀,包括一射咀、一射咀中座、一射咀中体和一阀针,所述射咀中体的远端端面沿其径向开设一装配槽,所述装配槽内通过固定销铰接设置一驱动杠杆;
[0009]
所述驱动杠杆的顶端铰接连接所述阀针的近端,底端铰接连接一布置于所述射咀中体外侧的驱动机构的伸缩杆;
[0010]
其中,所述驱动杠杆在所述驱动机构的驱动下同步推动所述阀针的远端沿其轴向移动,以封闭或打开所述射咀的注胶口。
[0011]
进一步地,在所述的联动阀针封胶射咀上,所述驱动杠杆呈扳手状,其顶部开口与所述阀针近端的销子咬合连接。
[0012]
进一步地,在所述的联动阀针封胶射咀上,所述射咀中座的轴内孔由容纳腔和密
进料流道,16-第一加热圈,17-第二加热圈,18-限位块。
具体实施方式
[0032]
下面通过具体实施例对本实用新型进行详细和具体的介绍,以使更好的理解本实用新型,但是下述实施例并不限制本实用新型范围。
[0033]
请继续参阅图1和图2所示,图1为联动阀针封胶射咀处于即将完全关闭状态时的剖视结构示意图,阀芯处于关闭状态时,此时注塑机可进行溶胶、开模、顶出等其他动作;而图2为联动阀针封胶射咀处于打开状态时的剖视结构示意图,此时注塑机可进行注射,回抽动作。本实施例提供的联动阀针封胶射咀安装在注塑成型机料管的前端与模具接触,其该联动阀针封胶射咀可快速更换,维修拆卸个别部件也简单方便,维修保养费用极低,对操作人员的技术要求不高,可用于高温工程塑料热塑性塑料也可用于eva发泡成型的注塑成型机上。
[0034]
请参阅图1所示,本实施例提供一种联动阀针封胶射咀,包括一射咀1、一射咀中座2、一射咀中体3、一料管连接体4和一阀针6,所述阀针6活动设置在所述射咀1和所述射咀中座2的轴内孔中,且所述阀针6的锥形远端与所述射咀1的注胶口相配合。在本实施例的联动阀针封胶射咀中以靠近注塑模具的一端为远端,以远离注塑模具的一端的近端。从整体结构上来看,该联动阀针封胶射咀采用分体式模块化结构,射咀中座由传统的一体式设计成了由射咀中座2和射咀中体3组成的分体式设计,加工方便,且轴内孔和安装槽的抛光更加直观,无死角台阶。
[0035]
该联动阀针封胶射咀,将驱动杠杆9和阀针6联动设置,彻底释放了注塑机注射时的压力损失,相对比传统的内弹簧与外弹簧封胶射嘴及一般内置阀针外部驱动的封胶射咀优势在于彻底释放注塑机注射时的压力损失,降低产品不良率,封胶与生产更加稳定。该联动阀针封胶射咀不仅可以在普通生产工况下如pp,pe,abs,pc,ps,eva发泡等长期生产,更可以在复杂工况条件下pa,pps,pek,ppsu,pbt,lcp等稳定生产,且还可用于热固性塑料生产,比如硅胶。
[0036]
请继续参阅图1和图2所示,本实施例提供的联动阀针封胶射咀,为解决现有生产精密成型的产品时存在的压力不稳或压力损失,产品将会时而打不满,时而起披锋,造成的生产极其不稳定的缺陷。其主要技术方案是在所述射咀中体3的远端端面沿其径向开设一装配槽8,所述装配槽8内通过固定销10铰接设置一驱动杠杆9;所述驱动杠杆9的顶端铰接连接所述阀针6的近端,底端铰接连接一布置于所述射咀中体3外侧的驱动机构11的伸缩杆。所述驱动杠杆9在所述驱动机构11的驱动下同步推动所述阀针6的远端沿其轴向移动,以封闭或打开所述射咀1的注胶口。即利用外设的驱动机构11通过驱动杠杆9驱动阀针6主动前进或后退,克服了现有在生产特殊产品或专用注塑机上存在的阀针不后退或退不到位的缺陷。
[0037]
在本实施例中,请继续参阅图1和图2所示,所述驱动杠杆9呈扳手状,其顶部开口与所述阀针6近端的销子咬合连接。在装配该联动阀针封胶射咀时,将所述驱动杠杆9插入装配槽8内,使所述驱动杠杆9顶部的开口咬合住所述阀针6近端的销子,再在射咀中体3上插入所述固定销10,所述固定销10位于所述装配槽8的中部位置,以将所述驱动杠杆9固定在装配槽8内,且不影响驱动杠杆9的活动范围。
[0038]
在本实施例中,请继续参阅图1和图2所示,所述射咀中座2的轴内孔由容纳腔和密封腔构成,图中未标注出,所述容纳腔的直径大于所述密封腔的直径,且所述密封腔内设置有阀套7,所述阀套7通过嵌设在所述射咀中座2上的定位螺丝13锁紧固定,所述阀套7套设在所述阀针6上,所述阀套7与所述阀针6精密配合,所述阀针6与阀套7之间的配合公差极为精密,并在阀针6的外表面并附有耐高温、耐腐及耐磨的涂层,保证了所述阀针6在前进或后退过程中与阀套7之间优异的密封性能。
[0039]
在本实施例中,请继续参阅图1和图2所示,在所述容纳腔的周向内壁上间隔开设有若干出料流道14,以及所述射咀中体3上沿其轴向开设有若干与若干所述出料流道14一一连通的进料流道15。此外,该联动阀针封胶射咀还包括:一通过固定法兰5连接所述射咀中体3近端的料管连接体4,且所述料管连接体4的轴内孔与所述射咀中体3上的进料流道15连通。所述射咀中体3的近端连接料管连接体4,溶胶经所述料管连接体4的内孔通过进料流道15、出料流道14进入容纳腔内,然后从射咀1的注胶口注入模具。
[0040]
在本实施例中,请继续参阅图4所示,在所述阀针6近端的外周壁上设置有限位块18,所述限位块18位于所述容纳腔内,并可与所述阀套7的远端端面抵触连接,所述限位块18在所述阀针6后退过程中起到限位作用。
[0041]
在本实施例中,请继续参阅图3所示,所述驱动机构11通过支撑架12可拆卸固定于所述料管连接体4上。根据实际生产需要,所述驱动机构6可采用气动、液压或电动的形式,如可采用伸缩气缸、伸缩式油缸或电动推杆。优选地,为保证该径向阀针封胶射咀运行的稳定性,所述驱动机构13采用伸缩式油缸,且油缸内采用耐高温耐磨密封圈组合,并在缸体上设计了冷却水路,可有效延长油缸及密封件使用寿命。在该联动阀针封胶射咀中,根据需要,所采用的伸缩气缸的缸内径为38mm-160mm,所采用的伸缩式油缸的缸内为由25mm-150mm。
[0042]
在本实施例中,请继续参阅图1和图2所示,所述射咀1的外周壁上套设有第一加热圈16;所述射咀中座2和射咀中体3的外周壁上套设有第二加热圈17。所述第一加热圈16和第二加热圈17均采用陶瓷加热圈。通过在射咀1上装配第一加热圈16,在射咀中座2和射咀中体3上装配第二加热圈17,并在射咀和射咀中座2上配设两根感温探头,保证整套封胶射咀的温度更加均匀与稳定。
[0043]
在本实施例中,所述射咀1与针阀6可根据不同吨位的注塑成型机的前模板中孔的尺寸来设计长度及大小,具体地,所述射咀1的长度为30-300mm,外径为35-200mm,注胶口孔径为5-50mm;优选地,所述射咀1的长度为100-300mm,外径为80-200mm,注胶口孔径为15-50mm;更为优选地,所述射咀1的长度为200-300mm,外径为150-200mm,注胶口孔径为35-50mm。所述阀针6的长度为60-600mm;所述射咀中体3的长度为65-300mm;优选地,所述阀针6的长度为200-600mm;所述射咀中体3的长度为100-300mm;更为优选地,所述阀针6的长度为400-600mm;所述射咀中体3的长度为250-300mm。不仅可以在卧式注塑成型机上使用,也可在立式注塑成型机上使用,特别适合大吨位大直径螺杆的机器,适用机型广。
[0044]
请继续参阅图1和图2所示,本实施例提供的联动阀针封胶射咀,其工作原理为:当塑化好的塑料从料管连接体4经射咀中体3流至射咀中座2容纳腔,射咀中体3和射嘴中座2的轴线位置开设有多个进料流道15和出料流道14;当驱动机构11驱动伸缩杆向前运动后,注射的压力会将阀针6往后逼退,塑料从射咀1中间的注胶口内流入模具;当注射完成后,驱
动机构11驱动伸缩杆向后运动,推动驱动杠杆9围绕固定销钉10转动,驱动杠杆9将推动阀针6沿轴向向前运动,当阀针6与射咀1注胶口内壁的斜面完全接触并压紧后,表示封胶完成;当注射前油缸活塞向前运动,杠杆连着阀针,将阀针同时往后带动,即阀针打开,达到了零压力损失。
[0045]
此外,已公开专利cn109318446a披露的气动封胶射咀之所以不能与阀针直接相连,主要存在一些几个问题:其一,气动封胶射咀的体积较小,阀针小,杠杆也小,因受力不够及外形尺寸的影响直接决定了其无法设计成销子联动结构;其二,阀针如果设计太大,就会容易产生阀针与阀套卡死的现象;其三,射咀中体的结构决定了如果设计成联动结构,其一体式的中体结构又造成无法安装或拆卸杠杆与阀针中体。而本申请实用新型人针对利cn109318446a所存在的缺陷,创造性地采用分体式中体结构设计,并配合特定设计的驱动机构,从而实现了联动功能。
[0046]
以上对本实用新型的具体实施例进行了详细描述,但其只是作为范例,本实用新型并不限制于以上描述的具体实施例。对于本领域技术人员而言,任何对本实用新型进行的等同修改和替代也都在本实用新型的范畴之中。因此,在不脱离本实用新型的精神和范围下所作的均等变换和修改,都应涵盖在本实用新型的范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips