
 商标分类
商标分类  商标转让
商标转让 
一种钢丝无纺布吊紧带用钢丝涂塑系统的制作方法
 2021-02-24 01:02:30|
2021-02-24 01:02:30| 324|
324| 起点商标网
起点商标网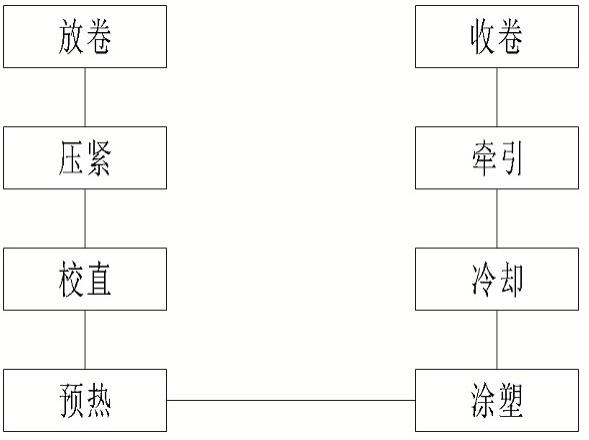
[0001]
本实用新型涉及一种钢丝无纺布吊紧带用钢丝涂塑系统,属于汽车座椅吊紧带加工技术领域。
背景技术:
[0002]
吊紧带是由无纺布和加强条复合而成,是汽车座椅面套固定结构中的主要连接件之一,吊紧带的无纺布部分缝制在座椅面料上,加强条部分则与座椅的骨架连接,从而将面料固定座椅上。
[0003]
钢丝无纺布吊紧带是将钢丝作为加强条,和无纺布带复合在一起而成,专利(201420238708.6)公开了一种将金属丝与无纺布用胶水复合而成吊紧带的加工装置,无纺布与金属丝、无纺布与无纺布之间均靠胶水沾合,在遇到较强拉力的场合存在脱胶失效的风险,此外,胶水还存在环境污染的问题。
[0004]
因此,亟需开发免胶水粘贴的钢丝无纺布吊紧带技术,将钢丝预先涂塑,然后再和无纺布热贴合是比较可行的替代技术之一;而现有的普通钢丝涂塑系统过于复杂,不能满足钢丝无纺布吊紧带用钢丝涂塑的工艺要求。
技术实现要素:
[0005]
本实用新型的目的在于克服上述不足,提供一种能满足钢丝无纺布吊紧带用钢丝涂塑的工艺要求、全自动化生产、高效率、低成本的钢丝无纺布吊紧带用钢丝涂塑系统。
[0006]
本实用新型的目的是这样实现的:
[0007]
一种钢丝无纺布吊紧带用钢丝涂塑系统,所述钢丝无纺布吊紧带用钢丝涂塑系统包含上料架、压紧机构、校直机构、预热装置、涂塑机构、水冷装置、第一牵引机和收卷机构;所述上料架、压紧机构、校直机构、预热装置、涂塑机构、水冷装置、牵引机和收卷机构按顺序依次设置;
[0008]
所述压紧机构包含压紧底座、底座立柱、底座横梁、上压紧块、下压紧块、压紧螺栓、压紧轮、压紧弹簧和引导杆;所述压紧底座上设有底座立柱,底座立柱顶部设有底座横梁;所述上压紧块和下压紧块按上下顺序设置在底座横梁和压紧底座之间,上压紧块和下压紧块通过两端的通孔滑动套置在底座立柱上,上压紧块和下压紧块之间设有压紧弹簧,压紧弹簧内嵌置底座立柱,下压紧块中部安装有压紧轮;所述压紧螺栓设置在底座横梁上的螺纹通孔内,压紧螺栓的底端与;上压紧块的顶面滑动接触;所述引导杆设置在压紧底座左侧;
[0009]
所述校直机构包含上校直板、下校直板、上校直轮、下校直轮、校直弹簧和偏心轮;所述下校直板内部设有通孔槽,所述上校直板滑动嵌置在通孔槽内;所述上校直轮设置在上校直板上;所述下校直轮设置在下校直板上;所述上校直轮和下校直轮的外圆周上设有校直凹槽;所述校直弹簧的两端分别与上校直板和下校直板相连;所述偏心轮的旋转轴安装在上校直板的下部,偏心轮的外圆与下校直板的底面滑动接触;
[0010]
所述预热装置包含预热支架、预热管、环形加热装置和热电偶;所述预热管的一端固定安装在预热支架上;所述环形加热装置安装在预热管的外圆周上;所述热电偶安装在预热管上;
[0011]
所述涂塑机构包含引导管、涂塑模具和挤出机;所述引导管安装在涂塑模具的一端;所述涂塑模具的另一端与所述挤出机的出料口相连;
[0012]
所述水冷装置包含冷却定型装置和冷却水池;所述冷却定型装置设置在冷却水池的左端;所述冷却定型装置两侧设有进水管和出水管;
[0013]
所述钢丝无纺布吊紧带用钢丝涂塑系统的工作步骤为:
[0014]
步骤1、放卷:将钢丝卷安装在上料架上,钢丝卷旋转将钢丝释放出来,钢丝经导向后进入压紧机构;
[0015]
步骤2、压紧:钢丝通过引导杆后进入压紧轮和底座之间,通过调节压紧螺栓的下降来控制上压紧块下降,进而通过压紧弹簧将压力传递到下压紧块,从而使压紧轮压紧钢丝的力度变大;反之,调节压紧螺栓的上升使压紧轮压紧钢丝的力度减小;调节好合适的压紧力度后,钢丝进入校直机构;
[0016]
步骤3、校直:经过压紧的钢丝进入上校直轮和下校直轮的外圆周上的校直凹槽,通过旋转偏心轮可调节校直幅度;顺势针转动偏心轮时,偏心轮的旋转轴带动上校直板向下移动,上校直板进而带动上校直轮向下移动,从而实现校直幅度的增加,反之,逆时针转动偏心轮时,校直弹簧的回复力将上校直板向上移动,从而实现校直幅度的减小;经过竖向校直和水平校直后的钢丝进入预热装置;
[0017]
步骤4、预热:经校直后的钢丝进入预热装置的预热管,加热到工艺设定温度后,钢丝进入涂塑机构;
[0018]
步骤5、涂塑:经加热后的钢丝进入涂塑机构的引导管,钢丝经引导管导入涂塑模具,挤出机将改性pp塑料加热成熔融态并挤入涂塑模具,涂塑模具将熔融态改性pp塑料包裹在钢丝上成为涂塑钢丝;
[0019]
步骤6、冷却:从涂塑模具出来的热态涂塑钢丝进入冷却装置的冷却定型装置冷却定型,随后进入冷却水池水冷;
[0020]
步骤7、牵引:经冷却后的涂塑钢丝进入牵引机牵引;
[0021]
步骤8、收卷:经牵引机牵引后的涂塑钢丝进入收卷机构收卷。
[0022]
与现有技术相比,本实用新型的有益效果是:
[0023]
本实用新型将钢丝涂塑pp改性塑料,生产过程自动化、低成本,生产工艺简单,满足了钢丝无纺布吊紧带用的钢丝涂塑要求。
附图说明
[0024]
图1为本实用新型一种钢丝无纺布吊紧带用钢丝涂塑工艺的工艺流程示意图。
[0025]
图2为本发实用新型一种钢丝无纺布吊紧带用钢丝涂塑系统的压紧机构结构示意图。
[0026]
图3为本实用新型一种钢丝无纺布吊紧带用钢丝涂塑系统的校直机构结构示意图。
[0027]
图4为本实用新型一种钢丝无纺布吊紧带用钢丝涂塑系统的校直机构侧视图。
[0028]
图5为本实用新型一种钢丝无纺布吊紧带用钢丝涂塑系统的预热装置结构示意图。
[0029]
图6为本实用新型一种钢丝无纺布吊紧带用钢丝涂塑系统的涂塑机构俯视结构示意图。
[0030]
图7为本实用新型一种钢丝无纺布吊紧带用钢丝涂塑系统的水冷装置结构示意图。
[0031]
其中:
[0032]
上料架1、压紧机构2、校直机构3、预热装置4、涂塑机构5、水冷装置6、第一牵引机7、收卷机构8;
[0033]
压紧底座2.1、底座立柱2.2、底座横梁2.3、上压紧块2.4、下压紧块2.5、压紧螺栓2.6、压紧轮2.7、压紧弹簧2.8、引导杆2.9;
[0034]
上校直板3.1、下校直板3.2、上校直轮3.3、下校直轮3.4、校直弹簧3.5、偏心轮3.6;
[0035]
预热支架4.1、预热管4.2、环形加热装置4.3、热电偶4.4;
[0036]
引导管5.1、涂塑模具5.2、挤出机5.3;
[0037]
冷却定型装置6.1、冷却水池6.2。
具体实施方式
[0038]
参见图1~7,本实用新型涉及的一种钢丝无纺布吊紧带用钢丝涂塑系统,所述钢丝无纺布吊紧带用钢丝涂塑系统包含上料架1、压紧机构2、校直机构3、预热装置4、涂塑机构5、水冷装置6、第一牵引机7和收卷机构8;所述上料架1、压紧机构2、校直机构3、预热装置4、涂塑机构5、水冷装置6、牵引机7和收卷机构8按顺序依次设置;
[0039]
所述压紧机构2包含压紧底座2.1、底座立柱2.2、底座横梁2.3、上压紧块2.4、下压紧块2.5、压紧螺栓2.6、压紧轮2.7、压紧弹簧2.8和引导杆2.9;所述压紧底座2.1上设有底座立柱2.2,底座立柱2.2顶部设有底座横梁2.3;所述上压紧块2.4和下压紧块2.5按上下顺序设置在底座横梁2.3和压紧底座2.1之间,上压紧块2.4和下压紧块2.5通过两端的通孔滑动套置在底座立柱2.2上,上压紧块2.4和下压紧块2.5之间设有压紧弹簧2.8,压紧弹簧2.8内嵌置底座立柱2.2,下压紧块2.5中部安装有压紧轮2.7;所述压紧螺栓2.6设置在底座横梁2.3上的螺纹通孔内,压紧螺栓2.6的底端与;上压紧块2.4的顶面滑动接触;所述引导杆2.7设置在压紧底座2.1左侧;
[0040]
所述校直机构3包含上校直板3.1、下校直板3.2、上校直轮3.3、下校直轮3.4、校直弹簧3.5和偏心轮3.6;所述下校直板3.2内部设有通孔槽3.7,所述上校直板3.1滑动嵌置在通孔槽3.7内;所述上校直轮3.3设置在上校直板3.3上;所述下校直轮3.4设置在下校直板3.2上;所述上校直轮3.3和下校直轮3.4的外圆周上设有校直凹槽3.7;所述校直弹簧3.5的两端分别与上校直板3.1和下校直板3.2相连;所述偏心轮3.6的旋转轴安装在上校直板3.1的下部,偏心轮3.6的外圆与下校直板3.2的底面滑动接触;
[0041]
所述预热装置4包含预热支架4.1、预热管4.2、环形加热装置4.3和热电偶4.4;所述预热管4.2的一端固定安装在预热支架4.1上;所述环形加热装置4.3安装在预热管4.2的外圆周上;所述热电偶4.4安装在预热管4.2上;
[0042]
所述涂塑机构5包含引导管5.1、涂塑模具5.2和挤出机5.3;所述引导管5.1安装在涂塑模具5.2的一端;所述涂塑模具5.2的另一端与所述挤出机5.3的出料口相连;
[0043]
所述水冷装置6包含冷却定型装置6.1和冷却水池6.2;所述冷却定型装置6.1设置在冷却水池6.2的左端;所述冷却定型装置6.1两侧设有进水管6.3和出水管6.4;
[0044]
所述钢丝无纺布吊紧带用钢丝涂塑系统的工作步骤为:
[0045]
步骤1、放卷:将钢丝卷安装在上料架1上,钢丝卷旋转将钢丝100释放出来,钢丝100经导向后进入压紧机构2;
[0046]
步骤2、压紧:钢丝100通过引导杆2.9后进入压紧轮2.7和底座2.1之间,通过调节压紧螺栓2.6的下降来控制上压紧块2.4下降,进而通过压紧弹簧2.8将压力传递到下压紧块2.5,从而使压紧轮2.7压紧钢丝100的力度变大;反之,调节压紧螺栓2.6的上升使压紧轮2.7压紧钢丝100的力度减小;调节好合适的压紧力度后,钢丝100进入校直机构3;
[0047]
步骤3、校直:经过压紧的钢丝100进入上校直轮3.3和下校直轮3.4的外圆周上的校直凹槽3.7,通过旋转偏心轮3.6可调节校直幅度;顺势针转动偏心轮3.6时,偏心轮3.6的旋转轴带动上校直板3.1向下移动,上校直板3.1进而带动上校直轮3.3向下移动,从而实现校直幅度的增加,反之,逆时针转动偏心轮3.6时,校直弹簧3.5的回复力将上校直板3.1向上移动,从而实现校直幅度的减小;经过竖向校直和水平校直后的钢丝100进入预热装置4;
[0048]
步骤4、预热:经校直后的钢丝100进入预热装置4的预热管4.2,加热到工艺设定温度后,钢丝100进入涂塑机构5;
[0049]
步骤5、涂塑:经加热后的钢丝100进入涂塑机构5的引导管5.1,钢丝100经引导管5.1导入涂塑模具5.2,挤出机5.3将改性pp塑料加热成熔融态并挤入涂塑模具5.2,涂塑模具5.2将熔融态改性pp塑料包裹在钢丝100上成为涂塑钢丝101;
[0050]
步骤6、冷却:从涂塑模具5.2出来的热态涂塑钢丝101进入冷却装置的6冷却定型装置6.1冷却定型,随后进入冷却水池6.2水冷;
[0051]
步骤7、牵引:经冷却后的涂塑钢丝101进入牵引机7牵引;
[0052]
步骤8、收卷:经牵引机7牵引后的涂塑钢丝101进入收卷机构8收卷。
[0053]
另外:需要注意的是,上述具体实施方式仅为本专利的一个优化方案,本领域的技术人员根据上述构思所做的任何改动或改进,均在本专利的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips