
 商标分类
商标分类  商标转让
商标转让 
一种一拖多鱼形口罩快速制造设备的制作方法
 2021-02-23 21:02:38|
2021-02-23 21:02:38| 415|
415| 起点商标网
起点商标网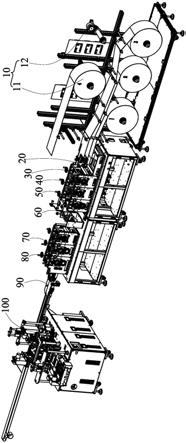
[0001]
本实用新型涉及口罩加工设备技术领域,特别涉及一种一拖多鱼形口罩快速制造设备。
背景技术:
[0002]
在2020年的年初,新冠疫情在全球扩散,口罩成为大家必备的用品,无论是生活,还是工作或学习。同时对于医院等与病人密切接触的医护人员来说,其需要更高级别的口罩,如n95口罩或kn95口罩。而且至少每四小时就需要更换一次,因此这些口罩的需要求量也很大,特别是对于全球市场来说,需求量就更大了。市面上具有一种鱼形口罩,目前的鱼形口罩生产设备功能模块较多,也比较复杂,从而导致成本较高。
技术实现要素:
[0003]
有鉴于此,本实用新型提供了一种可以简化结构的一拖多鱼形口罩快速制造设备,以解决上述问题。
[0004]
一种一拖多鱼形口罩快速制造设备,所述鱼形口罩由多层布料焊接而成并包括一个本体,以及两个分别设置在所述本体两侧的罩体。所述一拖多鱼形口罩快速制造设备包括一个鼻条送料机构,一个设置在所述鼻条送料机构的出料方向上的焊接机构,一个设置在所述焊接机构的出料方向上的外轮廓分切机构,一个设置在所述外轮廓分切机构的出料方向上的折叠机构,一个设置在所述压痕机构的出料方向上的轮廓焊接机构,以及一个设置在所述轮廓焊接机构的出料方向上的罩体分切机构。所述鼻条送料机构用于将特定长度的鼻条送入多层布料之间。所述焊接机构用于对所输入的布料进行焊接以固定所述鼻条的位置并形成与罩体的轮廓。所述焊接机构包括一个第一辊轮,一个设置在所述第一辊轮下面的第一热风装置,以及一个设置在所述第一热风装置与第一辊轮之间的焊接模具。当布料通过所述辊轮与焊接模具之间时以形成所述罩体及鼻条的焊接压痕。所述外轮廓分切机构用于将鱼形口罩的胚料与边料进行分切并包括个第二辊轮,一个设置在所述第二辊轮下面的第二热风装置,以及一个设置在所述第二热风装置与第二辊轮之间的分切模具。所述分切模具具有所述口罩相同的形状。所述折叠机构包括一个支架,一个设置在所述支架上的底板,两个间隔设置的抵压板,两个分别设置在所述抵压板两侧的翻折边,以及两个分别设置在所述底板上的成型板。所述抵压板与所述底板间隔设置并朝向所述翻折边的一侧具有一个缺口。两个所述翻折边的延伸方向之间具有一个锐角且两个翻折边垂直于所述底板。两个所述成型板具有相同的结构并对称设置,每一个所述成型板具有一个斜边,两个斜边相交设置并与所述抵压板间隔设置,两个所述抵压板插入所述成型板与底板之间。所述轮廓焊接机构用于焊接折叠后的口罩的轮廓,所述罩体分切机构用于将连在一起的口罩分切成独立的鱼形口罩。
[0005]
进一步地,所述一拖多鱼形口罩快速制造设备还包括一个送料机构,所述送料机构用于将多层布料送入所述焊接机构中。
[0006]
进一步地,所述送料机构包括一个磁粉控制器,所述磁粉控制器用于控制送出的布料的张力。
[0007]
进一步地,所述底板朝向所述外轮廓分切机构的一侧具有一个导入边。
[0008]
进一步地,所述翻折边与所述成型板沿焊接机构的出料方向排列。
[0009]
进一步地,所述抵压板设置在所述成型板与底板之间,并分别与所述成型板与底板间隔设置。
[0010]
进一步地,所述一拖多鱼形口罩快速制造设备还包括一个压平机构,所述压平机构设置在所述外轮廓分切机构与折叠机构之间,所述压平机构用于将焊接机构焊接后的布料进行压实。
[0011]
进一步地,所述一拖多鱼形口罩快速制造设备还包括一个设置在所述压平机构的出料方向上的翻转机构,所述翻转机构将口罩翻转180度。
[0012]
进一步地,所述一拖多鱼形口罩快速制造设备还包括至少一个设置在所述翻转机构的出料方向上的耳带焊接机构,所述耳带焊接机构用于将耳带焊接在口罩上。
[0013]
与现有技术相比,本实用新型提供的一拖多鱼形口罩快速制造设备设置有鼻条送料机构,焊接机构,外轮廓分切机构,折叠机构,轮廓焊接机构,以及罩体分切机构,而焊接机构中具有针对罩体的焊接模具,而且下面设置有第一热风装置,当第一辊轮通过时便可以在相应位置形成压痕。当完成焊接制程后,进入外轮廓分切机构,其也使用了分切模具与第二热风装置,从而使得整个设备的结构简单。同时对于折叠机构,其使用了底板,两个间隔设置的抵压板,两个分别设置在所述抵压板两侧的翻折边,以及两个分别设置在所述底板上的成型板,在这些功能结构的配合下可以精准地将罩体进行折叠,从而可以提高鱼形口罩的成型速度,进而使整个设置的成型速度加快。
附图说明
[0014]
图1为本实用新型提供的一种一拖多鱼形口罩快速制造设备的结构示意图。
[0015]
图2为图1的一拖多鱼形口罩快速制造设备的所具有的鼻条送料机构、焊接机构、以及外轮廓分切机构的结构示意图。
[0016]
图3为图1图1的一拖多鱼形口罩快速制造设备的所具有的折叠机构的分解结构示意图。
具体实施方式
[0017]
以下对本实用新型的具体实施例进行进一步详细说明。应当理解的是,此处对本实用新型实施例的说明并不用于限定本实用新型的保护范围。
[0018]
如图1至图3所示,其为本实用新型提供的一拖多鱼形口罩快速制造设备的结构示意图。所述一拖多鱼形口罩快速制造设备用于翻转一个口罩,以实现对口罩两侧的加工。所述一拖多鱼形口罩快速制造设备包括一个入料机构10,一个设置在所述入料机构10的出料方向上的鼻条送料机构20,一个设置在所述鼻条送料机构20的出料方向上的焊接机构30,一个设置在所述焊接机构30的出料方向上的外轮廓分切机构40,一个设置在所述外轮廓分切机构40的出料方向上的压平机构50,一个设置在所述压平机构50的出料方向上的折叠机构60,一个设置在所述折叠机构60的出料方向上的廓焊接机构70,一个设置在所述轮廓焊
接机构70的出料方向上的罩体分切机构80,一个设置在所述第二压机构 90的出料方向上的翻转机构90,以及至少一个设置在所述翻转机构100的出料方向上的耳带焊接机构100。可以想到的是,所述一拖多鱼形口罩快速制造设备还包括其他的一些功能模块,如组装组件,安装模块,以及电气连接组件等等,其本领域技术人员所习知的技术,在此不再一一详细说明。
[0019]
需要说明的是,本实用新型用于制作一种鱼形口罩,其为现有技术,在此不再赘述。所述鱼形口罩包括用于罩设在嘴巴上的本体,以及两个分别用于罩设鼻子与下巴的罩体。
[0020]
所述入料机构10包括多个可以转动的布料卷轮11,以及多个分别设置在所述布料卷料11上的磁粉控制器12。所述布料卷轮11用于收纳用于制作所述鱼形口罩的布料,如无纺布等。所述布料卷轮11的数量根据所述鱼形口罩的层数决定,在本实施例中,所述布料卷轮11具有三个。所述磁粉控制器12本身为一种现有技术,在此不再赘述,其通过输入plc或其他控制器的模拟量控制信号,比例输出负载电压和电流,输出成线性的负载电流和输入控制电压,从而来控制布料卷轮11的输出速度,以达到提供张力的目的。所述磁粉控制器12 根据需要为所述布料卷轮11提供张力。
[0021]
所述鼻条送料机构20用于将鼻条送入多层布料之间。所述鼻条送料机构20 本身为现有技术,如专利号201821968672.1,专利名称为全自动一拖二鱼形口罩一体机的专利所公开的鼻梁条上料装置,因此,在此,对其不再详细说明。
[0022]
所述焊接机构30设置在所述鼻条送料机构20的出料方向上,并包括一个第一辊轮31,一个设置在所述第一辊轮31的下面的第一热风装置32,以及一个设置在第一热风装置32与第一辊轮31之间的焊接模具33。所述第一辊轮31 可以电机的驱动的旋转。所述第一热风装置32用于提供热风,其具有电热丝,以及风扇等功能装置。该第一热风装置32将热风吹向所述焊接模具33,使其加热。所述焊接模具33上具有凸起的齿牙,这些齿牙的排列形状根据罩体的形状设置。因此当第一辊轮31抵压在焊接模具33上的齿牙上时,便可以使多层布料在相应的位置上焊接在一起。同时因为齿牙凸起于焊接模具33,从而可以架空其他没有齿牙的位置以避免其被烫伤,也因此当布料通过所述第一辊轮31与焊接模具33之间时就可以形成所述罩体及鼻条的焊接压痕。
[0023]
所述外轮廓分切机构40设置在所述焊接机构30的出料方向上,并包括一个第二辊轮41,一个设置在所述第二辊轮41的下面的第二热风装置42,以及一个设置在第二热风装置42与第二辊轮41之间的分切模具43。所述第二辊轮 41与第一辊轮31相同,也由一个电机驱动而旋转。所述第二热风装置42同第一热风装置32具有相同的结构与功能,在此不再赘述。所述分切模具43具有根据鱼形口罩展开时的形状刀口,并当其被加热后,第二辊轮41碾压在所述分切模具43的刀口上,从而可以将鱼形口罩的外侧的余料分切下来。当然可以想到的是,由于此时还没有折叠,鱼形口罩之间还是相连的,以利于在后续的加工。
[0024]
所述压平机构50设置在所述外轮廓分切机构40与折叠机构60之间。所述压平机构50可以包括两个压辊,其用于将焊接机构30焊接后的布料进行压实压平,以避免有虚焊的情况。
[0025]
所述折叠机构60包括一个支架61,一个设置在所述支架61上的底板62,两个间隔设置的抵压板63,两个分别设置在所述抵压板63两侧的翻折边64,以及两个分别设置在所
述底板62上的成型板65。所述支架61用于架设各个功能结构。所述底板62具有一个导入边,其有利于鱼形口罩的胚料进入该折叠机构60中。两个所述抵压板63间隔设置且与所述底板62间隔设置以利于鱼形口罩的胚料从该抵压板63与底板62之间穿过。所述抵压板63的一段呈l形结构,另一段呈板状结构。两个翻折边64分别设置在两个所述抵压板63的两侧,且两个所述翻折边64的延伸方向之间具有一个锐角,同时两个所述翻折边64皆垂直于所述底板62。可以想到的是,两个所述翻折边64的入口处的宽度应当与未翻折的鱼形口罩胚料的宽度。因此当鱼形口罩的胚料进入所述翻折边64的入口处时,而两个翻折边64的延伸方向成锐角,从而可以折叠该鱼形口罩的胚料的两个罩体部分。同时由于所述抵压板63的抵压,可以避免所述鱼形口罩的罩体不按照罩体的尺寸折叠。所述抵压板63朝向所述翻折边64的一侧具有一个缺口631。该缺口631使得所述抵压板63呈渐变结构,从而用于使所述鱼形口罩的胚料更容易发生变形。所述成型板65设置在所述底板62上,并与所述底板62间隔设置,所述抵压板63的板状结构插入在所述成形板65与底板62之间。两个所述成型板65具有相同的结构并对称设置。每一个所述成型板65具有一个斜边651。两个所述斜边651相交设置并与所述抵压板63间隔设置。两个所述抵压板63插入在所述成型板65与底板62之间。当由所述翻折边64预翻折后的鱼形口罩的胚料进入两个所述成型板65形成的空间后,即完成了该鱼形口罩的胚料的折叠。
[0026]
所述轮廓焊接机构70用于焊接折叠后的鱼形口罩的轮廓。至于所述鱼形口罩的轮廓,其应当为现有技术,在此不再赘述。所述轮廓焊接机构70本身应当为现有技术,其包括两个压辊,其中一个压辊上设置有模压结构,并具有加热模块。因此当折叠后的鱼形口罩的胚料通过两个压辊时,便可以将鱼形口罩的外缘进行焊接,此时,鱼形口罩的罩体已经全部完成了。
[0027]
所述罩体分切机构80用于将连在一起的鱼形口罩的罩体分切成独立的鱼形口罩的罩体。所述罩体分切机构80也为一种现有技术,其也包括两个压辊,其中一个压辊上设置有切刀。因此当两个压辊相接时,便可以将相连的鱼形口罩的罩体分切成一个一个的单独的罩体。
[0028]
所述翻转机构90用于将鱼形口罩的罩体翻转180度。因为经过折叠,鱼形口罩的本体朝向上侧,而耳带设置在所述罩体的相反侧,因此,所述鱼形口罩需要翻转180度。所述翻转机构90本身为现有技术,如专利号201821968672.1,专利名称为全自动一拖二鱼形口罩一体机的专利所公开的翻转装置。
[0029]
所述耳带焊接机构100用于将耳带焊接在鱼形口罩的本体上,其本身为现有技术,如专利事情2018201928672.1所公开的技术方案。
[0030]
与现有技术相比,本实用新型提供的一拖多鱼形口罩快速制造设备设置有鼻条送料机构20,焊接机构30,外轮廓分切机构40,折叠机构60,轮廓焊接机构70,以及罩体分切机构80,而焊接机构30中具有针对罩体的焊接模具33,而且下面设置有第一热风装置32,当第一辊轮31通过时便可以在相应位置形成压痕。当完成焊接制程后,进入外轮廓分切机构40,其也使用了分切模具43与第二热风装置42,从而使得整个设备的结构简单。同时对于折叠机构60,其使用了底板62,两个间隔设置的抵压板63,两个分别设置在所述抵压板63两侧的翻折边64,以及两个分别设置在所述底板61上的成型板65,在这些功能结构的配合下可以精准地将罩体进行折叠,从而可以提高鱼形口罩的成型速度,进而使整个设置的成型速度
加快。
[0031]
以上仅为本实用新型的较佳实施例,并不用于局限本实用新型的保护范围,任何在本实用新型精神内的修改、等同替换或改进等,都涵盖在本实用新型的权利要求范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips