
 商标分类
商标分类  商标转让
商标转让 
纤维增强塑料的制作方法
 2021-02-23 21:02:30|
2021-02-23 21:02:30| 309|
309| 起点商标网
起点商标网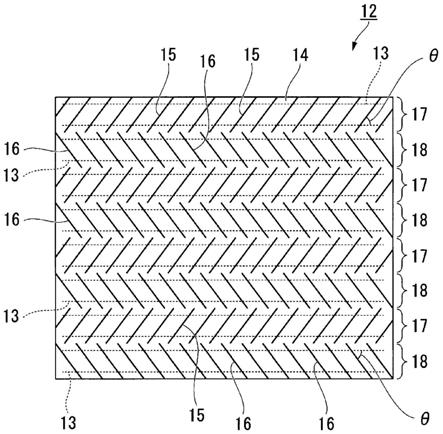
纤维增强塑料
[0001]
本发明是申请号为201680045406.9(国际申请号为pct/jp2016/072981)、申请日为2016年8月4日、发明名称为“纤维增强塑料及其制造方法”的发明申请的分案申请。
技术领域
[0002]
本发明涉及纤维增强塑料及其制造方法。
[0003]
本申请基于2015年8月11日在日本提出的日本特愿2015-159082号、2015年8月11日在日本提出的日本特愿2015-159081号、2015年8月11日在日本提出的日本特愿2015-158699号、2015年8月4日在日本提出的日本特愿2015-154209号、和2015年8月6日在日本提出的日本特愿2015-156292号为主张优先权,并将其内容引用于此。
背景技术:
[0004]
在飞机构件、汽车构件、风力发电用风车构件、体育用具等各种各样的领域中,广泛使用通过冲压成型将片状的纤维增强塑料赋形而得的结构材。上述纤维增强塑料例如通过将多张使热塑性树脂含浸于增强纤维而得的预浸料基材层叠并进行一体化而形成。
[0005]
作为预浸料基材,例如,可以举出在将连续的纤维长度长的增强纤维沿一个方向对齐后含浸热塑性树脂而制成片状的基材。对于由这样的使用了连续的长增强纤维的预浸料基材形成的纤维增强塑料而言,能够制造具有优异的机械物性的结构材。但是,上述纤维增强塑料中,由于为连续的增强纤维,因此赋形时的流动性低,难以赋形为三维形状等复杂的形状。因此,在使用上述纤维增强塑料的情况下,所制造的结构材主要限于近平面形状。
[0006]
作为提高赋形时的流动性的方法,例如,提出了方法(i):使热塑性树脂含浸于沿一个方向对齐的增强纤维,进一步将形成了与纤维轴交叉的切口的多张预浸料基材层叠,并使它们一体化而制成纤维增强塑料(专利文献1~5)。上述方法(i)中所得的纤维增强塑料由于对预浸料基材形成切口而将增强纤维分割,因此赋形时可获得良好的流动性。此外,为了不使增强纤维的纤维轴方向偏向特定的方向,例如通过以俯视时纤维轴方向每隔45
°
偏移的方式将多张预浸料基材层叠,从而能够获得机械物性的各向同性良好且波动少的纤维增强塑料。此外通过将纤维轴方向沿任意的方向对齐后层叠,也能够控制各向异性。
[0007]
但是,上述方法(i)中,在制造并卷绕长尺寸的纤维增强塑料时,会产生起伏、翘曲而导致卷绕直径变大,因此有时产生操作性降低等问题。
[0008]
此外,上述方法(i)从制造的简便性、成本方面出发仍不充分。尤其在纤维增强塑料、结构材(成型品)的工业生产中,能够更加简便且低成本地进行制造是重要的。此外,为了获得更加复杂的形状的结构材,进一步提高纤维增强塑料的赋形时的流动性是重要的。
[0009]
此外,作为提高赋形时的流动性的方法,有使不连续的增强纤维无规地配置的方法。例如,公开了方法(ii):使以一定长度从宽度窄的带状的预浸料基材切出的多个预浸料片在平面上分散,且通过加压成型使它们一体化,从而制成片状的纤维增强塑料(专利文献6)。
[0010]
但是,上述方法(ii)中,利用空气使预浸料片飞翔,或者在液态流体中使预浸料片
扩散后堆积,从而使上述预浸料片分散,因此以增强纤维的纤维轴方向完全朝向无规方向的方式使预浸料片均匀地分散是极其困难的。因此,即使在同一片内,也会形成强度等机械物性因部位、方向而不同的纤维增强塑料。对于结构材而言,大多要求强度等机械物性的波动少、且机械物性为各向同性或者其各向异性被控制。但是,上述方法(ii)中,难以获得机械物性的各向同性良好或各向异性被控制、进而机械物性的波动少的纤维增强塑料。
[0011]
除此之外,对纤维增强塑料也要求良好的耐热性。一般而言,纤维增强塑料的耐热性受到纤维增强塑料中所使用的基体树脂的耐热性的影响较大。通常,树脂单体的机械物性在该树脂的玻璃化转变温度以上的温度存在降低的倾向。对于纤维增强塑料而言也同样,在基体树脂的玻璃化转变温度以上的温度,存在机械物性降低的倾向。为了将该机械物性的降低抑制为最小限,纤维增强塑料中有必要使增强纤维在基体树脂中均匀地分散。但是,上述方法(ii)中,在将堆积的预浸料片加热并一体化的工序中,仅在堆积的预浸料片的间隙中流入熔融的基体树脂。因此,在所得的纤维增强塑料中,会局部地产生树脂富余的部分。由于该树脂富余部分的影响,上述方法(ii)中所得的纤维增强塑料存在耐热性差的问题。
[0012]
此外,上述方法(i)中所得的纤维增强塑料在沿切口形状的方向产生了应力的情况下,存在该切口部分成为破坏的起点而机械物性降低的问题。此外,由于在该切口部分实质上仅存在树脂,因此在基体树脂的玻璃化转变温度以上的温度,与上述专利文献6中公开的方法(ii)同样,存在耐热性差的问题。
[0013]
此外,上述方法(i)中,在连续地制造机械物性的各向同性良好的带状纤维增强塑料的情况下,有必要分别制造俯视时增强纤维的纤维轴方向形成不同方向(例如相对于长度方向为0
°
、45
°
、90
°
、-45
°
)的带状预浸料基材并将它们层叠。因此,制造工序繁杂,控制也变难,成本变高。此外,在制造单张的纤维增强塑料的情况下,也有必要以俯视时增强纤维的纤维轴方向不偏移的方式一边使各预浸料基材随时以预定的旋转角度(0
°
、45
°
、90
°
、-45
°
等)旋转一边进行层叠。因此,该情况下也是层叠作业繁杂也难以控制、成本变高。
[0014]
专利文献7中,公开了通过抄纸使增强纤维分散,从而制造纤维增强塑料的方法(iii)。上述方法(iii)中获得的纤维增强塑料中,由于增强纤维基本均匀地分散,因此机械物性的各向同性优异,且波动少,此外耐热性也良好。
[0015]
但是,在上述方法(iii)中获得的纤维增强塑料中,由于增强纤维三维地缠结,因此赋形时的流动性差。此外制造工序也极其繁杂,成本上差。除此之外,想要通过上述方法(iii)制造增强纤维的含有率高的纤维增强塑料的情况下,有必要以增强纤维更密的状态进行抄纸。但是,如果想要使基体树脂含浸于如此高密度地抄纸的增强纤维,则三维缠结的增强纤维中,尤其在厚度方向(含浸方向)上取向的增强纤维会承受含浸时的加压力的应力,因此不会将压力传递至树脂,含浸变得极为困难。此外,在增强纤维的纤维长度长的情况下,由于三维缠结变得牢固,因此也同样地,含浸变得困难。
[0016]
此外,以往的无规地配置有不连续纤维的纤维增强塑料的机械特性并不一定充分,期望提高弹性模量。
[0017]
在将纤维增强塑料赋形为三维形状等复杂形状而制造结构材的情况下,为了确保赋形时的流动性,一般使用纤维长度为100mm以下的较短的增强纤维。但是,如果增强纤维的纤维长度变短,则赋形后的结构材的机械物性容易降低。
[0018]
作为虽然使用不连续的增强纤维但可获得机械物性高的结构材的纤维增强塑料,提出了以下的纤维增强塑料。
[0019]
(1)一种纤维增强塑料,其由纤维长度5~100mm的增强纤维和热塑性树脂构成,上述热塑性树脂的熔点
±
25℃的范围的tanδ
’
的平均值满足0.01≤tanδ
’
(平均值)≤0.2(专利文献8)。tanδ
’
通过以下的两个式来定义。
[0020]
tanδ=g”/g
’
[0021]
tanδ
’
=vf
×
tanδ/(100-vf)
[0022]
(其中,vf为纤维增强塑料中的增强纤维的体积分率(%),g
’
为纤维增强塑料的储能模量(pa),g”为纤维增强塑料的损耗模量(pa)。)
[0023]
(1)的纤维增强塑料由于tanδ
’
(平均值)被控制在特定的范围,因此机械物性变得良好。
[0024]
但是,(1)的纤维增强塑料中,如实施例1、2所示,即使在加热至作为热塑性树脂的尼龙树脂(熔点:225℃)的熔点的状态下,tanδ
’
也几乎不发生变化。由于vf/(100-vf)一定,因此tanδ
’
几乎不发生变化意味着tanδ的值本身几乎不发生变化,但如果在熔点以上的温度区域中,tanδ的值小,作为弹性体的性质大,则在赋形时进行加热时增强纤维和热塑性树脂的流动性不会充分提高,赋形时增强纤维被切断而变得更短,因此赋形后的结构材的机械物性可能会不充分。
[0025]
现有技术文献
[0026]
专利文献
[0027]
专利文献1:日本特开昭63-247012号公报
[0028]
专利文献2:日本特开昭63-267523号公报
[0029]
专利文献3:日本特开2008-207544号公报
[0030]
专利文献4:日本特开2008-207545号公报
[0031]
专利文献5:日本特开2009-286817号公报
[0032]
专利文献6:日本特开平07-164439号公报
[0033]
专利文献7:国际公开第2010/013645号
[0034]
专利文献8:国际公开第2012/140793号
技术实现要素:
[0035]
发明所要解决的课题
[0036]
本发明的第一课题在于,提供纤维增强塑料的制造方法及抑制了起伏、翘曲的发生的纤维增强塑料,该纤维增强塑料的制造方法能够简便地制造纤维增强塑料,该纤维增强塑料的赋形时的流动性优异,确保优异的机械特性及其各向同性,并且不易发生起伏、翘曲。
[0037]
本发明的第二课题在于,提供能够兼顾赋形时的优异的流动性和赋形后所得的结构材的优异的机械物性的纤维增强塑料。
[0038]
本发明的第三课题在于,提供能够确保优异的机械特性及其各向同性、以及更加良好的赋形时的流动性,并且能够简便且低成本地制造纤维增强塑料的纤维增强塑料及其制造方法。
[0039]
本发明的第四课题在于,提供纤维增强塑料的制造方法,该纤维增强塑料的制造方法能够简便且低成本地制造纤维增强塑料,该纤维增强塑料的机械特性优异,而且机械物性的各向同性、各向异性受到控制,波动少,耐热性也优异,而且赋形时的流动性良好。
[0040]
本发明的第5课题在于,提供赋形性良好、且弹性模量优异的纤维增强塑料及其制造方法。
[0041]
用于解决课题的方法
[0042]
本发明具有以下的构成。
[0043]
[1]一种纤维增强塑料的制造方法,具备下述工序(i)~(iii)。
[0044]
(i)获得包含下述预浸料基材的材料(a)的工序。
[0045]
(ii)使用在与上述材料(a)的行进方向正交的方向上大体均匀地加压的加压装置,在如下的状态下进行加压的工序:以所有增强纤维的纤维轴方向与上述正交的方向所成的角度为-20
°
~20
°
的方式使上述材料(a)沿一个方向行进,并且加热至基体树脂的熔点以上的温度t、或没有熔点时加热至玻璃化转变温度以上的温度t。
[0046]
(iii)将利用上述加压装置加压后的上述材料(a)冷却而获得纤维增强塑料的工序。
[0047]
(预浸料基材)
[0048]
该预浸料基材是将基体树脂含浸于沿一个方向对齐的增强纤维、并且以与上述增强纤维的纤维轴交叉的方式形成有切口的预浸料基材,
[0049]
在与上述增强纤维的纤维轴正交的方向上交替地形成有以下区域,即:将俯视时相对于上述增强纤维的纤维轴逆时针旋转设为正时,在上述增强纤维的纤维轴方向上形成有上述增强纤维的纤维轴与切口所成的角度θ为0
°
<θ<90
°
的多个切口的区域;以及在上述增强纤维的纤维轴方向上形成有上述角度θ为-90
°
<θ<0
°
的多个切口的区域。
[0050]
[2]如[1]所述的纤维增强塑料的制造方法,将上述预浸料基材在厚度方向上切断后的截面中的孔隙率为5~75%。
[0051]
[3]如[1]或[2]所述的纤维增强塑料的制造方法,上述工序(i)中,获得包含丝束预浸料基材作为上述预浸料基材的材料(a1),该丝束预浸料基材中,基体树脂含浸于增强纤维丝束,并且形成有与上述增强纤维丝束的纤维轴交叉的切口,该增强纤维丝束中,多根丝束沿一个方向对齐,该丝束由20,000~200,000根单纤维集束而成。
[0052]
[4]如[1]~[3]中任一项所述的纤维增强塑料的制造方法,上述工序(i)中,分别形成预浸料基材(x1)和预浸料基材(y1)作为上述预浸料基材,该预浸料基材(x1)中上述增强纤维为拉伸弹性模量350gpa以上的碳纤维(x),该预浸料基材(y1)中上述增强纤维为拉伸弹性模量200gpa以上且小于350gpa的碳纤维(y),
[0053]
上述预浸料基材(x1)与上述预浸料基材(y1)相比位于厚度方向的外侧,形成层叠体中的上述碳纤维(x)和上述碳纤维(y)的纤维轴的方向大体相同的层叠体,将上述层叠体设为材料(a2)。
[0054]
[5]一种纤维增强塑料的制造方法,具有:
[0055]
(i)获得包含预浸料基材的材料(a)的工序,该预浸料基材中,基体树脂含浸于沿一个方向对齐的碳纤维,且以与碳纤维的纤维轴交叉的方式形成切口,并且在与上述增强纤维的纤维轴正交的方向上交替地形成有以下区域,即:将俯视时相对于上述增强纤维的
纤维轴逆时针旋转设为正时,在上述增强纤维的纤维轴方向上形成有上述增强纤维的纤维轴与切口所成的角度θ为0
°
<θ<90
°
的多个切口的区域;以及在上述增强纤维的纤维轴方向上形成有上述角度θ为-90
°
<θ<0
°
的多个切口的区域;
[0056]
(ii)使用在与上述材料(a)的行进方向正交的方向上大体均匀加压的加压装置,在如下的状态下进行加压的工序:以所有增强纤维的纤维轴方向与上述正交的方向所成的角度为-20
°
~20
°
的方式使上述材料(a)沿一个方向行进,并且加热至基体树脂的熔点以上的温度t、或者没有熔点时加热至玻璃化转变温度以上的温度t;以及
[0057]
(iii)将利用上述加压装置加压后的上述材料(a)冷却而获得纤维增强塑料的工序,
[0058]
将上述材料(a)设为包含预浸料基材(x1)的材料(a-x),进行上述工序(i)~(iii)而形成纤维增强塑料(x2),上述预浸料基材(x1)中上述碳纤维为拉伸弹性模量350gpa以上的碳纤维(x),
[0059]
将上述材料(a)设为包含预浸料基材(y1)的材料(a-y),进行上述工序(i)~(iii)而形成纤维增强塑料(y2),上述预浸料基材(y1)中上述碳纤维为拉伸弹性模量200gpa以上且小于350gpa的碳纤维(y),
[0060]
将所得的纤维增强塑料(x2)和纤维增强塑料(y2)以最外侧的纤维增强塑料成为纤维增强塑料(x2)的方式进行一体化。
[0061]
[6]一种纤维增强塑料,其是含有平均纤维长度为1~100mm的增强纤维和基体树脂的纤维增强塑料,以卷绕转矩40n
·
m在直径0.091m的芯材上卷绕10m长度时的卷绕直径d(m)满足下式(a1)的条件。
[0062]
[数1]
[0063][0064]
其中,上述式(a1)中的记号表示以下的含义。
[0065]
d:芯材的直径(m)、
[0066]
w:增强纤维塑料的单位面积重量(g/m2)、
[0067]
ρ:增强纤维塑料的真密度(g/m3)、
[0068]
l:增强纤维塑料的卷绕长度(m)。
[0069]
[7]一种纤维增强塑料,其是含有增强纤维和基体树脂的纤维增强塑料,
[0070]
上述增强纤维的平均纤维长度为1~100mm,
[0071]
将纤维增强塑料在t-30(℃)~t-10(℃)的温度范围(其中,t为上述基体树脂的熔点、或者在没有熔点时为玻璃化转变温度。)内由下式(b1)所表示的粘弹性特性tanδ的平均值设为tanδ(ave)、将t-10(℃)~t+10(℃)的温度范围内的上述粘弹性特性tanδ的最大值设为tanδ(max)时,tanδ(ave)为0.01~0.25,tanδ(max)-tanδ(ave)为0.15以上。
[0072]
tanδ=g”/g
’
···
(b1)
[0073]
其中,上述式(b1)中的记号表示以下的含义。
[0074]
g”:损耗模量、
[0075]
g
’
:储能模量。
[0076]
[8]一种纤维增强塑料,其是含有增强纤维和基体树脂的纤维增强塑料,
[0077]
含有上述增强纤维和上述基体树脂这两者的含纤维树脂层、与不含上述增强纤维但含有上述基体树脂的不含纤维树脂层在厚度方向上形成层结构,
[0078]
上述含纤维树脂层的孔隙率小于4%,上述不含纤维树脂层的孔隙率为4%以上且小于40%。
[0079]
[9]一种纤维增强塑料,其是含有增强纤维和基体树脂的纤维增强塑料,
[0080]
纤维增强塑料的纤维体积含有率vf(a)及空洞率vv(a)、与纤维将增强塑料在厚度方向上切断后的截面中的纤维体积含有率vf(b)及空洞率vv(b)满足下式(c1)及下式(c2)。
[0081]
vf(a)-3(%)<vf(b)<vf(a)<70(%)
···
(c1)
[0082]
2(%)<vv(b)-3(%)<vv(a)<vv(b)
···
(c2)
[0083]
[10]如[6]~[9]中任一项所述的纤维增强塑料,作为上述增强纤维,无规地配置有平均纤维长度5~100mm的碳纤维,
[0084]
上述碳纤维包含拉伸弹性模量为350gpa以上的碳纤维(x)、和拉伸弹性模量为200gpa以上且小于350gpa的碳纤维(y),
[0085]
上述碳纤维(x)偏集于表层。
[0086]
[11]如[10]所述的纤维增强塑料,其包含仅含有上述碳纤维(x)的层、和含有上述碳纤维(x)及上述碳纤维(y)的层。
[0087]
[12]如[11]所述的纤维增强塑料,进一步包含仅含有上述碳纤维(b)的层。
[0088]
[13]如[6]~[12]中任一项所述的纤维增强塑料,朝着与厚度方向垂直的方向的上述增强纤维的取向度pf为0.001~0.8。
[0089]
[14]如[6]~[13]中任一项所述的纤维增强塑料,与厚度方向垂直的面上的上述增强纤维的取向分布的椭圆背离系数ec为1
×
10-5
~9
×
10-5
。
[0090]
[15]如[6]~[14]中任一项所述的纤维增强塑料,在厚度方向的截面中,上述增强纤维的分散参数dp为100~80。
[0091]
[16]如[6]~[15]中任一项所述的纤维增强塑料,上述基体树脂为热塑性树脂。
[0092]
[17]如[6]~[16]中任一项所述的纤维增强塑料,上述增强纤维的纤维体积含有率为5~70体积%。
[0093]
[18]如[6]~[17]中任一项所述的纤维增强塑料,上述增强纤维的平均纤维长度为10~50mm。
[0094]
本发明的其他方式具有以下的构成。
[0095]
[a1]一种纤维增强塑料,其是包含增强纤维和基体树脂的纤维增强塑料,上述增强纤维的平均纤维长度为1~100mm,将纤维增强塑料在t-30(℃)~t-10(℃)的温度范围(其中,t为上述基体树脂的熔点、或者在没有熔点时为玻璃化转变温度。)内由下式(b1)所表示的粘弹性特性tanδ的平均值设为tanδ(ave)、将t-10(℃)~t+10(℃)的温度范围内的上述粘弹性特性tanδ的最大值设为tanδ(max)时,tanδ(ave)为0.01~0.25,tanδ(max)-tanδ(ave)为0.15以上。
[0096]
tanδ=g”/g
’
···
(b1)
[0097]
(其中,g”为损耗模量,g
’
为储能模量。)
[0098]
[a2]如[a1]所述的纤维增强塑料,朝着与厚度方向正交的方向的增强纤维的取向
度pf为0.001~0.8,与厚度方向正交的面上的增强纤维的取向分布的椭圆背离系数ec为1
×
10-5
~9
×
10-5
。
[0099]
[a3]如[a1]或[a2]所述的纤维增强塑料,在厚度方向的截面中,增强纤维的分散参数dp为100~80。
[0100]
[a4]如[a1]~[a3]中任一项所述的纤维增强塑料,上述基体树脂为热塑性树脂。
[0101]
[a5]如[a1]~[a4]中任一项所述的纤维增强塑料,上述增强纤维的纤维体积含有率为5~70体积%。
[0102]
[a6]如[a1]~[a5]中任一项所述的纤维增强塑料,上述增强纤维的纤维长度为10~50mm。
[0103]
本发明的其他方式具有以下的构成。
[0104]
[b1]一种纤维增强塑料的制造方法,具有下述工序(i)~(iii)。
[0105]
(i)获得包含下述预浸料基材的材料(a)的工序。
[0106]
(ii)使用在与上述材料(a)的行进方向正交的方向上大体均匀地加压的加压装置,在如下的状态下进行加压的工序:以上述预浸料基材中的增强纤维的纤维轴方向与上述行进方向交叉的方式使上述材料(a)沿一个方向行进,并且加热至基体树脂的熔点以上的温度t、或者没有熔点时加热至玻璃化转变温度以上的温度t。
[0107]
(iii)将利用上述加压装置加压后的上述材料(a)冷却而获得纤维增强塑料的工序。
[0108]
(预浸料基材)
[0109]
该预浸料基材是基体树脂含浸于沿一个方向对齐的增强纤维、且以与上述增强纤维的纤维轴交叉的方式形成有切口的预浸料基材,
[0110]
在厚度方向上切断的截面中的孔隙率为5~75%。
[0111]
[b2]如[b1]所述的纤维增强塑料的制造方法,上述预浸料基材的理论厚度为0.2~2.0mm。
[0112]
[b3]如[b1]或[b2]所述的纤维增强塑料的制造方法,在上述工序(ii)中,上述增强纤维的纤维轴的方向与相对于上述材料(a)的行进方向正交的方向所成的角度θ为-20
°
~20
°
。
[0113]
[b4]一种纤维增强塑料,其是包含增强纤维和基体树脂的纤维增强塑料,上述增强纤维的平均纤维长度为1~100mm,包含上述增强纤维和上述基体树脂两者的含纤维树脂层、与不含上述增强纤维但包含上述基体树脂的不含纤维树脂层在厚度方向上形成层结构,在厚度方向上切断的截面中,上述含纤维树脂层的孔隙率小于4%,上述不含纤维树脂层的孔隙率为4~40%。
[0114]
[b5]一种结构材的制造方法,具有下述工序(i)~(iv)。
[0115]
(i)获得包含下述预浸料基材的材料(a)的工序。
[0116]
(ii)使用在与上述材料(a)的行进方向正交的方向上大体均匀地加压的加压装置,在如下的状态下进行加压的工序:以上述预浸料基材中的增强纤维的纤维轴方向与上述行进方向交叉的方式使上述材料(a)沿一个方向行进,并且加热至基体树脂的熔点以上的温度t、或没有熔点时加热至玻璃化转变温度以上的温度t。
[0117]
(iii)将利用上述加压装置加压后的上述材料(a)冷却而获得纤维增强塑料的工
序。
[0118]
(iv)将上述纤维增强塑料冲压成型而获得结构材的工序。
[0119]
(预浸料基材)
[0120]
该预浸料基材是基体树脂含浸于沿一个方向对齐的增强纤维、且以与上述增强纤维的纤维轴交叉的方式形成有切口的预浸料基材,
[0121]
在厚度方向上切断的截面中的孔隙率为5~75%。
[0122]
本发明的其他方式具有以下的构成。
[0123]
[c1]一种纤维增强塑料的制造方法,具有下述工序(i)~(iii)。
[0124]
(i)获得包含丝束预浸料基材的材料(a)的工序,该丝束预浸料基材中,基体树脂含浸于增强纤维丝束,且形成有与上述增强纤维丝束的纤维轴交叉的切口,该增强纤维丝束中,多根丝束沿一个方向对齐,该丝束由20,000~200,000根单纤维集束而成。
[0125]
(ii)使用在与上述材料(a)的行进方向正交的方向上大体均匀地加压的加压装置,在如下的状态下进行加压的工序:以上述增强纤维丝束的纤维轴的方向与上述行进方向交叉的方式使上述材料(a)沿一个方向行进,且加热至上述基体树脂的熔点以上的温度t、或没有熔点时加热至玻璃化转变温度以上的温度t。
[0126]
(iii)将利用上述加压装置加压后的上述材料(a)冷却而获得纤维增强塑料的工序。
[0127]
[c2]如[c1]所述的纤维增强塑料的制造方法,在上述工序(ii)中,上述增强纤维丝束的纤维轴的方向与相对于上述材料(a)的行进方向正交的方向所成的角度θ为-20
°
~20
°
。
[0128]
本发明的其他方式具有以下的构成。
[0129]
[d1]一种纤维增强塑料,其是包含无规地配置的平均纤维长度5~100mm的碳纤维、和基体树脂的纤维增强塑料,
[0130]
上述碳纤维包含拉伸弹性模量为350gpa以上的碳纤维(x)、和拉伸弹性模量为200gpa以上且小于350gpa的碳纤维(y),
[0131]
碳纤维(x)偏集于表层。
[0132]
[d2]如[d1]所述的纤维增强塑料,朝着与厚度方向正交的方向的碳纤维的取向度pf为0.001~0.8,与厚度方向正交的面上的碳纤维的取向分布的椭圆背离系数ec为1
×
10-5
~9
×
10-5
。
[0133]
[d3]如[d1]或[d2]所述的纤维增强塑料,在厚度方向的截面中,碳纤维的分散参数dp为100~80。
[0134]
[d4]如[d1]~[d3]中任一项所述的纤维增强塑料,表示md方向与td方向的弯曲强度比的σ
m
/σ
t
小于3.0。
[0135]
[d5]如[d1]~[d4]中任一项所述的纤维增强塑料,具有仅包含碳纤维(x)作为碳纤维的层、和包含碳纤维(x)和碳纤维(y)的层。
[0136]
[d6]如[d5]所述的纤维增强塑料,进一步具有仅包含碳纤维(y)作为碳纤维的层。
[0137]
[d7]如[d1]~[d6]中任一项所述的纤维增强塑料,上述碳纤维(x)为沥青系碳纤维。
[0138]
[d8]如[d1]~[d6]中任一项所述的纤维增强塑料,上述碳纤维(y)为聚丙烯腈系
碳纤维。
[0139]
[d9]如[d1]~[d6]中任一项所述的纤维增强塑料,上述碳纤维(x)为沥青系碳纤维,且上述碳纤维(y)为聚丙烯腈系碳纤维。
[0140]
[d10]如[d1]~[d9]中任一项所述的纤维增强塑料,上述基体树脂为热塑性树脂。
[0141]
[d11]如[d1]~[d10]中任一项所述的纤维增强塑料,上述碳纤维的纤维体积含有率为5~70体积%。
[0142]
[d12]如[d1]~[d11]中任一项所述的纤维增强塑料,上述碳纤维的平均纤维长度为10~50mm。
[0143]
[d13]一种纤维增强塑料的制造方法,具有:
[0144]
(i)获得包含预浸料基材的材料(a)的工序,该预浸料基材中,基体树脂含浸于沿一个方向对齐的碳纤维、且以与碳纤维的纤维轴交叉的方式形成有切口;
[0145]
(ii)使用在与上述材料(a)的行进方向正交的方向上大体均匀地加压的加压装置,在如下的状态下进行加压的工序:以相对于上述正交方向、上述预浸料基材中的碳纤维的纤维轴的方向与上述行进方向交叉的方式使上述材料(a)沿一个方向行进,且加热至上述基体树脂的熔点以上的温度t、或没有熔点时加热至玻璃化转变温度以上的温度t;以及
[0146]
(iii)将利用上述加压装置加压后的上述材料(a)冷却而获得纤维增强塑料的工序,
[0147]
在上述工序(i)中,分别形成预浸料基材(x1)和预浸料基材(y1),该预浸料基材(x1)中上述碳纤维为拉伸弹性模量350gpa以上的碳纤维(x),该预浸料基材(y1)中上述碳纤维为拉伸弹性模量200gpa以上且小于350gpa的碳纤维(y),
[0148]
进一步,形成如下层叠体,并将上述层叠体设为上述材料(a),该层叠体是包含所得的预浸料基材(x1)和预浸料基材(y1)的层叠体,最外侧的预浸料基材为预浸料基材(x1),层叠体中的碳纤维(x)和碳纤维(y)的纤维轴的方向大体相同。
[0149]
[d14]一种纤维增强塑料的制造方法,具有:
[0150]
(i)获得包含预浸料基材的材料(a)的工序,该预浸料基材中,基体树脂含浸于沿一个方向对齐的碳纤维、且以与碳纤维的纤维轴交叉的方式形成有切口,
[0151]
(ii)使用在与上述材料(a)的行进方向正交的方向上大体均匀地加压的加压装置,在如下的状态下进行加压的工序:以相对于上述正交方向、上述预浸料基材中的碳纤维的纤维轴的方向与上述行进方向交叉的方式使上述材料(a)沿一个方向行进,且加热至上述基体树脂的熔点以上的温度t、或没有熔点时加热至玻璃化转变温度以上的温度t,
[0152]
(iii)将利用上述加压装置加压后的上述材料(a)冷却而获得纤维增强塑料的工序,
[0153]
将上述材料(a)设为包含预浸料基材(x1)的材料(a-x),进行上述工序(i)~(iii)而形成纤维增强塑料(x2),上述预浸料基材(x1)中上述碳纤维为拉伸弹性模量350gpa以上的碳纤维(x),
[0154]
将上述材料(a)设为包含预浸料基材(y1)的材料(a-y),进行上述工序(i)~(iii)而形成纤维增强塑料(y2),上述预浸料基材(y1)中上述碳纤维为拉伸弹性模量200gpa以上且小于350gpa的碳纤维(y),
[0155]
将所得的纤维增强塑料(x2)和纤维增强塑料(y2)以最外侧的纤维增强塑料为纤
维增强塑料(x2)的方式一体化。
[0156]
[d15]如[d14]或[d15]所述的纤维增强塑料的制造方法,在上述工序(ii)中,上述碳纤维的纤维轴的方向与相对于上述材料(a)的行进方向正交的方向所成的角度θ为-20
°
~20
°
。
[0157]
发明效果
[0158]
根据本发明的纤维增强塑料的制造方法,能够简便地制造赋形时的流动性优异、确保优异的机械特性及其各向同性、且不易发生起伏、翘曲的纤维增强塑料。
[0159]
[6]的纤维增强塑料抑制了起伏、翘曲的发生。
[0160]
如果使用[7]的纤维增强塑料,则能够兼顾赋形时的优异的流动性和赋形后所得的结构材的优异的机械物性。
[0161]
[8]和[9]的纤维增强塑料能够确保优异的机械特性及其各向同性、以及更加良好的赋形时的流动性,并且能够简便且低成本地制造。
[0162]
根据[2]的纤维增强塑料的制造方法,能够确保纤维增强塑料的优异的机械特性及其各向同性、以及赋形时的流动性,并且能够简便且低成本地制造纤维增强塑料。
[0163]
根据[3]的纤维增强塑料的制造方法,能够简便且低成本地制造机械特性优异、而且机械物性的各向同性、各向异性被控制、波动少、耐热性也优异、此外赋形时的流动性良好的纤维增强塑料。
[0164]
[10]的纤维增强塑料的赋形性良好,并且弹性模量优异。
[0165]
根据[4]和[5]的纤维增强塑料的制造方法,能够制造赋形性良好、且弹性模量也优异的纤维增强塑料。
附图说明
[0166]
[图1]是示出用于本发明的纤维增强塑料的制造方法的预浸料基材的一例的俯视图。
[0167]
[图2]是示出用于本发明的纤维增强塑料的制造方法的预浸料基材的其他例的俯视图。
[0168]
[图3]是示出利用一对压辊对材料(a)进行加压的情况的立体图。
[0169]
[图4]是示出双带式加热加压机的一例的示意图。
[0170]
[图5]是示出取向度pf的测定方法的一工序的示意图。
[0171]
[图6]是说明分散参数dp的算出时利用图像处理软件的处理的示意图。
[0172]
[图7]是示出本发明的纤维增强塑料的一例的截面图。
[0173]
符号说明
[0174]
11双带式加热加压机;12、12a预浸料基材;13增强纤维;14基体树脂;15切口(b);16切口(c);17、17a区域(b);18、18a区域(c);110压辊;112带;114ir加热器;116温水辊;118卷绕辊;120驱动辊;122从动辊;124导辊;1100材料(a);1110增强纤维;1120纤维增强塑料;x与材料(a)的行进方向正交的方向;y增强纤维的纤维轴方向。
具体实施方式
[0175]
<第一发明>
[0176]
[纤维增强塑料的制造方法]
[0177]
解决第一课题的第一发明的纤维增强塑料的制造方法具有下述工序(i)~(iii)。
[0178]
(i)获得包含后述的预浸料基材的材料(a)的工序。
[0179]
(ii)使用在与上述材料(a)的行进方向正交的方向上大体均匀地加压的加压装置,在如下的状态下进行加压的工序:以所有增强纤维的纤维轴方向与上述正交的方向所成的角度为-20
°
~20
°
的方式使上述材料(a)沿一个方向行进,并且加热至基体树脂的熔点以上的温度t、或没有熔点时加热至玻璃化转变温度以上的温度t。
[0180]
(iii)将利用上述加压装置加压后的上述材料(a)冷却而获得纤维增强塑料的工序。
[0181]
(工序(i))
[0182]
材料(a)可以为仅由1张预浸料基材形成的单层的材料,也可以为将2张以上的预浸料基材层叠而成的预浸料层叠体。
[0183]
工序(i)中所使用的预浸料基材中,基体树脂含浸于沿一个方向对齐的增强纤维。
[0184]
作为增强纤维,没有特别限定,例如,可以使用无机纤维、有机纤维、金属纤维、或将它们组合而成的混合构成的增强纤维。增强纤维可以单独使用一种,也可以并用两种以上。
[0185]
作为无机纤维,可以举出碳纤维、石墨纤维、碳化硅纤维、氧化铝纤维、碳化钨纤维、硼纤维、玻璃纤维等。作为有机纤维,可以举出芳纶纤维、高密度聚乙烯纤维、其他一般的尼龙纤维、聚酯纤维等。作为金属纤维,可以举出不锈钢、铁等的纤维,此外也可以为被覆了金属的碳纤维。其中,考虑到作为最终成型物的结构材的强度等机械物性,优选为碳纤维。
[0186]
作为碳纤维,没有特别限定,可以举出聚丙烯腈(pan)系碳纤维、pitch系碳纤维等。
[0187]
优选的碳纤维是基于jis r7601(1986)测定的丝束拉伸强度为1.0gpa以上9.0gpa以下、且丝束拉伸弹性模量为150gpa以上1000gpa以下的碳纤维。
[0188]
更优选的碳纤维是基于jis r7601(1986)测定的丝束拉伸强度为1.5gpa以上9.0gpa以下、且丝束拉伸弹性模量为200gpa以上1000gpa以下的碳纤维。
[0189]
预浸料基材中的增强纤维的平均纤维长度优选为1~100mm,更优选为3~70mm,进一步优选为5~50mm,特别优选为10~50mm,最优选为10~35mm。
[0190]
一般而言,增强纤维越长,越可获得机械物性优异的结构材,但尤其在冲压成型时,由于流动性降低,因此不易获得复杂的三维形状的结构材。如果增强纤维的平均纤维长度为上限值以下,则赋形时可获得优异的流动性,增强纤维和基体树脂容易流动。因此,容易获得凸缘、凸起等复杂的三维形状的结构材。此外,如果增强纤维的平均纤维长度为下限值以上,则能够制造机械物性优异的结构材。
[0191]
增强纤维的平均纤维直径优选为1~50μm,更优选为5~20μm。
[0192]
作为基体树脂,可以为热塑性树脂,也可以为热固性树脂。基体树脂可以单独使用一种,也可以并用两种以上。
[0193]
作为基体树脂,优选为热塑性树脂。热塑性树脂通常比热固性树脂的韧性值高,因此通过使用热塑性树脂作为基体树脂,容易获得强度、尤其耐冲击性优异的结构材。此外,
热塑性树脂在不伴有化学反应的情况下通过冷却固化来固定形状。因此,使用热塑性树脂时能够进行短时间成型,纤维增强塑料、结构材的生产率优异。
[0194]
作为热塑性树脂,没有特别限定,可以举出聚酰胺树脂(尼龙6(熔点:220℃)、尼龙66(熔点:260℃)、尼龙12(熔点:175℃)、尼龙mxd6(熔点:237℃)等)、聚烯烃树脂(低密度聚乙烯(熔点:95~130℃)、高密度聚乙烯(熔点:120~140℃)、聚丙烯(熔点:165℃)等)、改性聚烯烃树脂(改性聚丙烯树脂(熔点:160~165℃)等)、聚酯树脂(聚对苯二甲酸乙二醇酯、聚对苯二甲酸丁二醇酯等)、聚碳酸酯树脂(玻璃化转变温度:145℃)、聚酰胺酰亚胺树脂、聚苯醚树脂、聚砜树脂、聚醚砜树脂、聚醚醚酮树脂、聚醚酰亚胺树脂、聚苯乙烯树脂、abs树脂、聚苯硫醚树脂、液晶聚酯树脂、丙烯腈与苯乙烯的共聚物、尼龙6与尼龙66的共聚物等。
[0195]
作为改性聚烯烃树脂,例如,可以举出利用马来酸等酸将聚烯烃树脂改性所得的树脂等。
[0196]
热塑性树脂可以单独使用一种,也可以并用两种以上,还可以将两种以上制成聚合物合金来使用。
[0197]
作为热塑性树脂,从与增强纤维的粘接性、对增强纤维的含浸性及热塑性树脂的原料成本的各自的平衡方面出发,优选包含选自由聚烯烃树脂、改性聚丙烯树脂、聚酰胺树脂和聚碳酸酯树脂组成的组中的至少一种。
[0198]
作为热固性树脂,没有特别限定,可以举出环氧树脂、酚醛树脂、不饱和聚酯树脂、聚氨酯系树脂、脲性树脂、三聚氰胺树脂、酰亚胺系树脂等。
[0199]
热固性树脂可以单独使用一种,也可以并用两种以上。
[0200]
作为热固性树脂,从使热固性树脂固化后的纤维增强塑料的机械物性的表现性的观点考虑,优选环氧树脂、酚醛树脂、不饱和聚酯树脂、酰亚胺系树脂,从预浸料基材的制造容易性的观点考虑,更优选环氧树脂、不饱和聚酯树脂。
[0201]
预浸料基材中,根据目标结构材的要求特性,可以配合添加剂。
[0202]
作为添加剂,例如,可以举出阻燃剂、耐候性改良剂、抗氧化剂、热稳定剂、紫外线吸收剂、增塑剂、润滑剂、着色剂、相容剂、非纤维状填料、导电性填料、脱模剂、表面活性剂等,此外也可以将热塑性树脂用作添加剂。
[0203]
在工序(i)中所使用的预浸料基材上,形成有增强纤维的纤维轴与切口所成的角度θ为0
°
<θ<90
°
的切口(以下,也称为切口(b)。)、和上述角度θ为-90
°
<θ<0
°
的切口(以下,也称为切口(c)。)。予以说明的是,就角度θ而言,将俯视时相对于增强纤维的纤维轴逆时针旋转设为正。
[0204]
此外,在工序(i)中所使用的预浸料基材中,在与增强纤维的纤维轴正交的方向上交替地形成有:在增强纤维的纤维轴方向上形成有多个切口(b)的区域(以下,也称为区域(b)。);和在增强纤维的纤维轴方向上形成有多个切口(c)的区域(以下,也称为区域(c)。)。如此,对于工序(i)中所使用的预浸料基材而言,在按照沿一个方向对齐的增强纤维的纤维轴方向成为横向的方式配置的状态的俯视图中,在与增强纤维的纤维轴正交的方向上交替地形成有:形成了左下的直线状的多个切口(b)的区域(b);和形成了右下的直线状的多个切口(c)的区域(c)。
[0205]
通过在预浸料基材上在与增强纤维的纤维轴正交的方向上交替地形成有区域(b)和区域(c),从而在工序(ii)中使基材整体更均匀地发生增强纤维的纤维轴方向的无规化,
增强纤维的纤维轴方向的偏移变小。因此,纤维增强塑料不易发生起伏、翘曲,卷绕时的卷绕直径变小。此外,可获得机械特性优异、其各向同性也优异的纤维增强塑料。
[0206]
予以说明的是,第一发明中,在与增强纤维的纤维轴正交的方向上交替地形成有区域(b)和区域(c)的方式并不限定于交替地形成由一排切口(b)构成的区域(b)、和由一排切口(c)构成的区域(c)的方式。也可以为如下方式:交替地形成由二排切口(b)构成的区域(b)、和由二排切口(c)构成的区域(c)的方式;交替地形成由三排切口(b)构成的区域(b)、和由三排切口(c)构成的区域(c)的方式。
[0207]
区域(b)中的各切口(b)的角度θ优选为10
°
~89
°
,更优选为25
°
~89
°
。如果区域(b)中的各切口(b)的角度θ处于上述范围内,则容易更均匀地发生增强纤维的纤维轴方向的无规化。
[0208]
区域(b)中的各个切口(b)的角度θ可以相同,也可以不同。从容易更均匀地发生增强纤维的纤维轴方向的无规化方面出发,区域(b)中的各个切口(b)的角度θ优选为相同。
[0209]
切口(b)的长度没有特别限定,可以适宜设定。各个切口(b)的长度优选为相同。予以说明的是,各个切口(b)的长度也可以各自不同。
[0210]
区域(b)中的增强纤维的纤维轴方向的切口(b)的个数没有特别限定,可以按照被切口分割的增强纤维的长度成为期望的长度的方式适宜决定。
[0211]
区域(b)中的切口(b)的排数可以为1排,也可以为2排以上。
[0212]
区域(c)中的各切口(c)的角度θ优选为-89
°
~-10
°
,更优选为-89
°
~-20
°
。如果区域(c)中的各切口(c)的角度θ处于上述范围内,则容易更均匀地发生增强纤维的纤维轴方向的无规化。
[0213]
区域(c)中的各个切口(c)的角度θ可以相同,也可以不同。从容易更均匀地发生增强纤维的纤维轴方向的无规化方面出发,区域(c)中的各个切口(c)的角度θ优选为相同。
[0214]
从容易进一步均匀地发生增强纤维的纤维轴方向的无规化方面出发,区域(b)中的各切口(b)的角度θ的绝对值、和区域(c)中的各切口(c)的角度θ的绝对值更优选为相同。予以说明的是,区域(b)中的各切口(b)的角度θ的绝对值、和区域(c)中的各切口(c)的角度θ的绝对值也可以不同,但它们的绝对值之差优选尽量小。
[0215]
切口(c)的长度没有特别限定,可以适宜设定。各个切口(c)的长度优选为相同。予以说明的是,各个切口(c)的长度可以各自不同。
[0216]
切口(c)的长度优选与切口(b)的长度相同。予以说明的是,切口(c)的长度和切口(b)的长度也可以不同。
[0217]
区域(c)中的增强纤维的纤维轴方向的切口(c)的个数没有特别限定,可以按照被切口分割的增强纤维的长度成为期望的长度的方式适宜决定。
[0218]
区域(c)中的切口(c)的排数可以为1排,也可以为2排以上。区域(c)中的切口(c)的排数优选与区域(b)中的切口(b)的排数相同。
[0219]
预浸料基材上的区域(b)和区域(c)的关系优选为如下关系:使区域(b)按照相对于与增强纤维的纤维轴正交的方向彼此呈线对称的方式翻转时成为与区域(c)相同的形态。由此,容易更均匀地发生增强纤维的纤维轴方向的无规化。
[0220]
此外,区域(b)中的最靠近区域(c)的切口(b)的端部、和区域(c)中的最靠近区域(b)的切口(c)的端部优选在增强纤维的纤维轴方向上彼此不同。由此,容易更均匀地发生
增强纤维的纤维轴方向的无规化。
[0221]
区域(b)中在与增强纤维的纤维轴正交的方向上的长度、和区域(c)中在与增强纤维的纤维轴正交的方向上的长度优选为相同。
[0222]
作为预浸料基材的具体例,例如,可以举出图1中例示的预浸料基材12。
[0223]
预浸料基材12中,基体树脂14含浸于沿一个方向对齐的增强纤维13、并且以与增强纤维13的纤维轴交叉的方式形成有切口(b)15和切口(c)16。切口(b)15是与增强纤维13的纤维轴所成的角度θ为0
°
<θ<90
°
的切口。切口(c)16是与增强纤维13的纤维轴所成的角度θ为-90
°
<θ<0
°
的切口。
[0224]
在预浸料基材12上,在与增强纤维13的纤维轴正交的方向上交替地形成有以下区域:形成于增强纤维13的纤维轴方向上的由一排的多个切口(b)15构成的区域(b)17;和形成于增强纤维13的纤维轴方向上的由一排的多个切口(c)16构成的区域(c)18。即,在预浸料基材12上,在与增强纤维13的纤维轴正交的方向上交替地形成有由切口(b)15构成的排、和由切口(c)16构成的排。
[0225]
此外,预浸料基材可以为图2中例示的预浸料基材12a。
[0226]
预浸料基材12a中,具备区域(b)17a来代替区域(b)17,具备区域(c)18a来代替区域(c)18,除此以外,与预浸料基材12相同。区域(b)17a在增强纤维13的纤维轴方向上形成有二排切口(b)15,除此以外,与区域(b)17相同。区域(c)18a在增强纤维13的纤维轴方向上形成有二排切口(c)16,除此以外,与区域(c)18相同。在预浸料基材12a上,在与增强纤维13的纤维轴正交的方向上每2排交替地形成有由切口(b)15构成的排、和由切口(c)16构成的排。
[0227]
预浸料基材中的纤维体积含有率(vf)优选为5~70体积%,更优选为10~60体积%,进一步优选为15~50体积%。如果vf为下限值以上,则容易获得具有充分的机械物性的结构材。如果vf为上限值以下,则赋形时容易获得良好的流动性。
[0228]
予以说明的是,预浸料基材的vf值的意思是,增强纤维的体积相对于预浸料基材中的增强纤维、基体树脂、和除了孔隙(气体)以外的添加剂等其他成分的合计体积的比例。基于jis k 7075测定的vf值是根据预浸料基材中的孔隙的存在量而变动的值,因此本发明中采用不依赖于孔隙的存在量的纤维体积含有率。
[0229]
预浸料基材的厚度优选为0.2~2mm,更优选为50~500μm。如果预浸料基材的厚度为下限值以上,则预浸料基材的操作变得容易。此外在将2张以上的预浸料基材层叠而获得期望厚度的材料(a)的情况下,能够抑制预浸料基材的层叠张数过多,因此生产率提高。如果预浸料基材的厚度为上限值以下,则能够抑制预浸料基材制造时所产生的预浸料基材内部的孔隙(空孔),因此容易获得具有充分的机械物性的纤维增强塑料。
[0230]
第一发明中,预浸料基材的厚度对最终获得的结构材的强度造成的影响小。
[0231]
预浸料基材的制造方法没有特别限定,可以采用公知的方法。作为预浸料基材,可以使用市售的预浸料基材。
[0232]
作为预浸料基材上的切口的形成方法,例如,可以举出使用激光打标机、切绘机、切模等的方法。从即使为曲线状、曲折线状等复杂形状的切口也能够高速加工的方面出发,优选使用激光打标机的方法。从即使为2m以上的大张的预浸料基材也容易加工的方面出发,优选使用切绘机的方法。从能够高速加工的方面出发,优选使用切模的方法。
[0233]
在将材料(a)设为预浸料层叠体的情况下,优选在上述预浸料层叠体中,在层叠的预浸料基材之间层叠树脂片而形成树脂层。由此,在工序(ii)中流动性提高,容易获得机械物性的各向同性优异、并且机械物性的波动少的纤维增强塑料。
[0234]
作为用于上述树脂层的树脂,没有特别限定,例如,可以举出与用于预浸料基材的基体树脂相同的树脂。用于上述树脂层的树脂优选为与用于预浸料基材的基体树脂相同的树脂。予以说明的是,用于上述树脂层的树脂也可以为与用于预浸料基材的基体树脂不同的树脂。
[0235]
在将材料(a)设为预浸料层叠体的情况下,在工序(i)中将多个预浸料基材层叠的方式只要为如下方式即可:在工序(ii)中所有的预浸料基材中的增强纤维的纤维轴方向与材料(a)的行进方向交叉,相对于上述行进方向正交的方向与上述纤维轴方向所成的角度为-20
°
~20
°
。
[0236]
作为预浸料层叠体的方式的具体例,例如,可以举出将2张以上的预浸料基材以各预浸料基材的增强纤维的纤维轴成为同一个方向的方式对齐而层叠的方式。上述方式中,各预浸料基材的增强纤维的纤维轴方向对齐,因此在工序(ii)中,对于各预浸料基材,容易按照增强纤维的纤维轴方向与材料(a)的行进方向交叉的方式控制它们的角度关系。
[0237]
此外,也可以设为在形成预浸料层叠体的各预浸料基材之间增强纤维的纤维轴方向偏移的方式。换言之,在将多个预浸料基材层叠时,并非必须以各预浸料基材的增强纤维的纤维轴方向完全对齐的方式严格控制各预浸料基材的角度。
[0238]
此外,在层叠的各预浸料基材之间增强纤维的纤维轴方向存在偏移的情况下,预浸料层叠体中的各预浸料基材间的增强纤维的纤维轴方向的偏移优选为40
°
以下,更优选为10
°
以下。各预浸料基材间的增强纤维的纤维轴方向的偏移越小,在工序(ii)中越容易控制相对于材料(a)的行进方向正交的方向与各预浸料基材的增强纤维的纤维轴方向的角度关系。
[0239]
预浸料层叠体中的预浸料基材的层叠数优选为2~16,更优选为4~12。如果预浸料基材的层叠数为下限值以上,则容易获得具有充分的机械物性的纤维增强塑料。如果预浸料基材的层叠数为上限值以下,则层叠作业变得容易,生产率优异。
[0240]
材料(a)的厚度优选为0.25~6.0mm,更优选为0.4~6.0mm,进一步优选为0.5~4.0mm。如果材料(a)的厚度为下限值以上,则容易获得具有充分的机械物性的纤维增强塑料。如果材料(a)的厚度为上限值以下,则通过后述的工序(ii)中的加压,材料(a)中的增强纤维的纤维轴方向更容易无规化,容易获得机械物性的各向同性优异、并且机械物性的波动少的纤维增强塑料。
[0241]
(工序(ii))
[0242]
工序(ii)中,使用能够以在与材料(a)的行进方向正交的方向上加压呈大体均匀的方式对材料(a)在厚度方向上加压的加压装置,在如下的状态下进行加压:使材料(a)沿一个方向行进,并且加热至基体树脂的熔点以上的温度t、或者没有熔点时加热至玻璃化转变温度以上的温度t。
[0243]
工序(ii)中,在利用上述加压装置进行加压时,材料(a)中的增强纤维的纤维轴方向与材料(a)的行进方向交叉。并且,所有增强纤维的纤维轴方向与相对于材料(a)的行进方向正交的方向所成的角度为-20
°
~20
°
。由此,基体树脂以及被切口切断的增强纤维流
动,增强纤维的纤维轴方向变化为各种方向。其结果,材料(a)中的增强纤维的纤维轴方向无规化。
[0244]
工序(ii)中,相对于材料(a)的行进方向正交的方向与材料(a)中的增强纤维的纤维轴方向所成的角度为-20
°
~20
°
,优选为-5~5
°
。如果上述角度处于上述范围内,则增强纤维的纤维轴方向更容易无规化。
[0245]
相对于材料(a)的行进方向正交的方向与增强纤维的纤维轴方向所成的角度是指,工序(ii)中一边使该材料(a)行进一边加压时,相对于材料(a)的行进方向正交的方向与该材料(a)中的预浸料基材中的增强纤维的纤维轴方向所成的角度。就角度而言,将从上方观察材料(a)的俯视时的逆时针旋转设为正,将顺时针旋转设为负。
[0246]
在使用具备辊的轴线方向与相对于材料(a)的行进方向正交的方向一致的至少一对压辊的加压装置作为工序(ii)的加压装置的情况下,角度和上述压辊的轴线方向与材料(a)中的预浸料基材中的增强纤维的纤维轴方向所成的角度一致。
[0247]
温度t是含浸于预浸料基材的基体树脂的熔点以上的温度、或上述基体树脂没有熔点时上述基体树脂的玻璃化转变温度以上的温度。在材料(a)包含两种以上的基体树脂的情况下,温度t以这些基体树脂的熔点或玻璃化转变温度中的最高温度为基准。
[0248]
温度t根据基体树脂的种类的不同而不同,但在基体树脂熔融的范围内优选为150~450℃,更优选为200~400℃。如果温度t为上述范围,则容易使基体树脂以及增强纤维流动,容易获得机械物性的各向同性优异、并且机械物性的波动少的纤维增强塑料。
[0249]
工序(ii)中,在将材料(a)加热至温度t之前,可以对材料(a)预热。在进行预热的情况下,预热温度优选为150~400℃,更优选为200~380℃。在预热阶段,材料(a)的基体树脂可以熔融,也可以不熔融。
[0250]
作为将材料(a)预热的方法,没有特别限定,例如,可以举出使用ir加热器、循环式热风炉等的方法。
[0251]
将材料(a)加压时的线压优选为3~200n/m,更优选为5~150n/m,进一步优选为10~100n/m,更进一步优选为15~50n/m。如果线压处于上述范围内,则容易获得机械物性的各向同性优异、并且机械物性的波动少的纤维增强塑料。
[0252]
将材料(a)加压的时间优选为0.05~30分钟,更优选为0.1~10分钟。加压时间可以根据材料(a)的行进速度、如后述那样使用具备压辊的加压装置时所使用的压辊的组数等来调节。
[0253]
如果控制工序(ii)中的材料(a)的加压时的线压、加压时间、温度t,则能够使所得的纤维增强塑料的机械物性的各向同性优异。
[0254]
工序(ii)中的材料(a)的行进速度优选为0.1~25m/分钟,更优选为0.2~20m/分钟,进一步优选为0.5~15m/分钟。如果材料(a)的行进速度为下限值以上,则生产率提高。如果材料(a)的行进速度为上限值以下,则容易获得机械物性的各向同性优异、并且机械物性的波动少的纤维增强塑料。
[0255]
作为工序(ii),优选为工序(ii-1),即:利用具备辊的轴线方向与材料(a)的行进方向呈正交方向的至少一对压辊的加压装置,在使材料(a)沿一个方向行进且加热至温度t的状态下进行加压。
[0256]
工序(ii-1)中,如图3所示,一对压辊110的轴线方向与相对于材料(a)的行进方向
正交的方向x一致。利用一对压辊110,在使材料(a)1100沿一个方向行进且加热至温度t的状态下进行加压。此时,以材料(a)1100中的增强纤维1110的纤维轴方向y与材料(a)1100的行进方向交叉的方式进行材料(a)1100的加压。
[0257]
就一对压辊而言,上下压辊的轴线方向一致。
[0258]
作为工序(ii-1)中将材料(a)加热至温度t的方法,优选将加热辊用作压辊,一边将材料(a)加热一边进行加压的方法。
[0259]
仅在对材料(a)加压前进行加热,利用压辊进行加压时能够确保材料(a)被加热至温度t的状态的情况下,可以使用没有加热功能的压辊。此外,仅利用作为压辊使用的加热辊而能够将材料(a)加热至温度t的情况下,可以不进行预热。
[0260]
工序(ii-1)中,可以仅使用1组一对压辊,也可以使用2组以上。工序(ii-1)中设置2组以上的上下成对的压辊的情况下,使所有压辊的轴线方向与相对于材料(a)的行进方向正交的方向x一致。
[0261]
工序(ii-1)中,优选使用双带式加热加压机,该双带式加热加压机使材料(a)以用至少一对带夹持且通过至少一对压辊间的方式一边行进一边加热,并且利用上述至少一对压辊对上述材料(a)进行加压。该情况下,优选在材料(a)与带之间配置脱模纸或脱模膜、或者预先对带表面实施脱模处理。作为带的材质,没有特别限定,从耐热性和耐久性方面出发,优选为金属制。
[0262]
予以说明的是,工序(ii-1)并不限定于使用上述双带式加热加压机进行的方式。例如,也可以设为在不用一对带夹持的情况下一边使带状的材料(a)行进一边对上述材料(a)用一对压辊进行加压的方式。
[0263]
工序(ii)并不限定于使用具备至少一对压辊的加压装置的方式。例如,也可以为利用以下加压装置进行加压的方式:用平面和压辊进行压制的加压装置、利用平面和以平面进行压制的压盘的加压装置、具备多个球状压具的加压装置。
[0264]
(工序(iii))
[0265]
工序(iii)中,将工序(ii)中利用加压装置加压后的材料(a)冷却,获得纤维增强塑料。在基体树脂为热塑性树脂的情况下,使材料(a)的温度降低至小于基体树脂的熔点、或没有熔点时降低至玻璃化转变温度而固化,获得纤维增强塑料。
[0266]
在使用预浸料层叠体作为材料(a)的情况下,所得的纤维增强塑料成为各预浸料基材彼此被粘接而一体化的片状。因此,在使用预浸料层叠体的情况下,所得的纤维增强塑料也容易操作。
[0267]
将材料(a)冷却的方法没有特别限定,例如,可以举出使用温水辊的方法等。也可以采用将材料(a)放置冷却从而进行冷却的方法。
[0268]
冷却时间优选为0.5~30分钟。
[0269]
(实施方式的一例)
[0270]
以下,作为实施工序(ii-1)及工序(iii)的方式的一例,对于使用图4中例示的双带式加热加压机11(以下,仅称为加热加压机11。)的例子进行说明。予以说明的是,实施工序(ii)及工序(iii)的方式并不限定于使用加热加压机11的方式。
[0271]
加热加压机11具有:在从上下夹持带状的材料(a)1100的状态下使其沿一个方向行进的一对带112;将材料(a)1100预热的一对ir加热器114;3组将经预热的材料(a)1100从
上下夹入而进行加压的一对压辊110;3组将被压辊110加压后的材料(a)1100从上下夹入而进行冷却的一对温水辊116;以及将经冷却固化的纤维增强塑料1120卷绕的卷绕辊118。
[0272]
一对压辊110朝着将通过其间的材料(a)1100向下游侧送出的方向转动,并且对材料(a)1100进行加压。对于加热加压机11而言,一对压辊110的轴线方向与相对于所供给的材料(a)1100的行进方向正交的方向一致。一对温水辊朝着将通过其间的材料(a)1100向下游侧送出的方向转动,并且对材料(a)1100进行冷却。
[0273]
一对带112分别被缠绕于与ir加热器114相比在上游侧所具备的驱动辊120、和与温水辊116相比在下游侧所具备的从动辊122而被安装,且借助驱动辊120来转动。通过使一对带112以夹持材料(a)1100的状态转动,从而使材料(a)1100行进。
[0274]
使用该加热加压机11的方式中,作为工序(ii-1),按照材料(a)1100中的增强纤维的纤维轴方向与材料(a)1100的行进方向交叉的方式,将带状的材料(a)1100连续地供给于加热加压机11。具体而言,将增强纤维的纤维轴方向与长度方向交叉的带状的材料(a)1100沿长度方向连续地供给于加热加压机11。相对于材料(a)1100的行进方向正交的方向、与材料(a)1100中的增强纤维的纤维轴方向所成的角度为-20
°
~20
°
。
[0275]
在加热加压机11内,使材料(a)1100一边按照在被一对带112夹持的状态下通过一对压辊110间的方式行进,一边利用ir加热器114进行预热,且借助压辊110在将材料(a)1100加热至温度t的状态下进行加压。由此,材料(a)1100中基体树脂和增强纤维流动,增强纤维的纤维轴方向无规化。
[0276]
在该例中,优选使用加热辊作为压辊110,并在将材料(a)1100加热至温度t的同时进行加压。予以说明的是,仅通过利用ir加热器114的预热就能够在将材料(a)1100加热至温度t的状态下通过压辊110进行加压的情况下,对于压辊110而言,也可以不加热材料(a)1100而仅进行加压。
[0277]
接着,作为工序(iii),使被压辊110加压的材料(a)1100以在被一对带112夹持的状态下通过一对温水辊116间的方式行进,并利用温水辊116使其冷却,从而获得带状的纤维增强塑料1120。
[0278]
将所得的纤维增强塑料1120在从动辊122的下游侧从一对带112剥离后经由导辊124被卷绕于卷绕辊118。
[0279]
加热加压机11那样的双带式加热加压机在能够简便地进行材料(a)的加热、加压至冷却的一系列工序方面是有利的。
[0280]
(作用效果)
[0281]
如以上说明的那样,第一发明的制造方法中,使用含有预浸料基材的材料(a),该预浸料基材在与增强纤维的纤维轴正交的方向上交替地形成有区域(b)和区域(c)。并且,在按照增强纤维的纤维轴方向与相对于材料(a)的行进方向正交的方向以特定的角度交叉的方式使材料(a)行进的同时,将材料(a)在整个上述正交方向上大体均匀地加压。由此,增强纤维的纤维轴方向在材料(a)的整体中均匀地无规化,因此可获得强度等机械物性优异、且其各向同性优异、基于部位、方向的波动少、不易发生起伏、翘曲的纤维增强塑料。此外,所得的纤维增强塑料中,由于增强纤维和基体树脂的流动,使得增强纤维在基体树脂中被均匀地分散,而且切口也消失,因此耐热性也优异。
[0282]
第一发明中,作为增强纤维的纤维轴方向良好地无规化的因素,如下认为。对于俯
视图中由左下的切口(b)形成的区域(b)、和由右下的切口(c)形成的区域(c)而言,工序(ii)中增强纤维容易流动的方向为逆方向。因此认为,通过在与增强纤维的纤维轴正交的方向上交替地形成有区域(b)和区域(c),从而在材料(a)整体中,工序(ii)中的增强纤维的流动变得更加复杂且不规则。由此,认为可获得增强纤维的纤维轴方向更无规的纤维增强塑料。
[0283]
此外,第一发明的方法中,即使使用预浸料基材中的增强纤维的纤维轴方向偏向特定范围的材料(a),也能够制造机械物性优异、而且其各向同性也优异的纤维增强塑料。因此,在连续地制造长尺寸的纤维增强塑料的情况下,无需分别制造增强纤维的纤维轴方向不同的预浸料基材,制造简便,在成本方面也有利。此外,在制造单张的纤维增强塑料的情况下,也无需按照增强纤维的纤维轴方向不偏向的方式一边使各预浸料基材随时以预定的旋转角度旋转一边进行层叠。因此,即使在使用预浸料层叠体的情况下,预浸料基材的层叠作业也简便且容易控制,在成本方面也有利。
[0284]
此外,通过第一发明的制造方法获得的纤维增强塑料中,由于增强纤维被形成于预浸料基材的切口切断,因此赋形时的流动性高,能够合适地用于制造三维形状等复杂的形状结构材。
[0285]
如果对第一发明的制造方法中获得的纤维增强塑料赋形,则能够获得机械物性优异、而且其各向同性也优异、波动少、并且耐热性也优异的结构材。
[0286]
予以说明的是,第一发明的制造方法并不限定于上述使用加热加压机11的方法。例如,也可以设为将单张的材料(a)供给于双带式加热加压机而制造单张的纤维增强塑料的方法。此外,也可以设为如下方法:将多个单张的材料(a)连续地供给于双带式加热加压机,使这些材料(a)在行进方向上衔接而制造长尺寸的增强纤维塑料。
[0287]
此外,可以设为在工序(ii-1)中不进行材料(a)的预热的方法。此外,也可以设为使用具备两对以上的带的双带式加热加压机的方法。此外,在连续地制造带状的纤维增强塑料的情况等,可以设为在不用带夹持的情况下一边使带状的材料(a)直接行进一边进行工序(ii-1)及工序(iii)的方法。此外,还可以设为分别使用预热专用装置、加压专用装置、冷却专用装置的方法。
[0288]
[纤维增强塑料]
[0289]
第一发明的纤维增强塑料含有增强纤维和基体树脂,以卷绕转矩40n
·
m在直径0.091m的芯材上卷绕10m长度时的卷绕直径d(m)满足下式(a1)的条件。
[0290]
第一发明的纤维增强塑料可以通过前述的第一发明的纤维增强塑料的制造方法来制造。
[0291]
[数2]
[0292][0293]
其中,上述式(a1)中的记号表示以下的含义。
[0294]
d:芯材的直径(m)、
[0295]
w:增强纤维塑料的单位面积重量(g/m2)、
[0296]
ρ:增强纤维塑料的真密度(g/m3)、
[0297]
l:增强纤维塑料的卷绕长度(m)。
[0298]
卷绕直径d(mm)的意思是,将纤维增强塑料卷绕于芯材而得的卷绕物的外径,是芯材的直径和上述卷绕物中的卷有纤维增强塑料的部分的厚度的合计。
[0299]
以下,将{(4lw/πρ)+d2}
1/2
记为k。
[0300]
第一发明的增强纤维塑料的卷绕直径d为1.0<d/k<1.5,优选为1.0<d/k≤1.35,更优选为1.0<d/k≤1.2。卷绕直径d在上述范围内越小,越是起伏、翘曲小的纤维增强塑料。
[0301]
增强纤维的平均纤维长度为1~100mm,优选为3~70mm,更优选为5~50mm,进一步优选为10~50mm,特别优选为10~35mm。如果增强纤维的平均纤维长度为下限值以上,则容易获得必要的机械特性。如果增强纤维的平均纤维长度为上限值以下,则赋形时容易获得必要的流动性。
[0302]
(平均纤维长度的测定方法)
[0303]
将纤维增强塑料中的树脂烧掉,仅取出增强纤维,用卡尺等测定上述增强纤维的纤维长度。测定对任意选择的100根增强纤维进行,平均纤维长度作为它们的质量平均来算出。
[0304]
构成第一发明的纤维增强塑料的增强纤维、基体树脂遵照在上述的纤维增强塑料的制造方法中进行的说明。
[0305]
纤维增强塑料中的增强纤维的纤维体积含有率(vf)优选为5~70体积%,更优选为10~60体积%,进一步优选为15~50体积%。如果增强纤维的vf为上限值以下,则不易发生由韧性降低导致的界面强度降低,此外赋形时的流动性也不易降低。如果增强纤维的vf为下限值以上,则容易获得作为纤维增强塑料所必须的机械特性。
[0306]
予以说明的是,纤维增强塑料的vf值的意思是,相对于纤维增强塑料中的增强纤维、基体树脂、和除了孔隙(气体)以外的添加剂等气体成分的合计体积的增强纤维的比例。基于jis k7075测定的vf值是根据纤维增强塑料中的孔隙的存在量而变动的值,因此本发明中采用不依赖于孔隙的存在量的纤维体积含有率。
[0307]
第一发明的纤维增强塑料中,在不损害第一发明的目的的范围内,可以配合非纤维状填料、阻燃剂、颜料、脱模剂、增塑剂、表面活性剂等添加剂。
[0308]
第一发明的纤维增强塑料的厚度优选为0.25~6.0mm,更优选为0.4~6.0mm,进一步优选为0.5~4.0mm。如果厚度为上限值以下,则在上述工序(ii)中的加压时基体树脂不易渗出,容易控制厚度。如果厚度为下限值以上,则在上述工序(ii)中的加压时容易施加剪切应力,增强纤维的无规化更加容易。
[0309]
关于第一发明的纤维增强塑料的取向度pf、椭圆背离系数ec及分散参数dp的优选方式与后述的第二发明的那些优选方式相同。
[0310]
<第二发明>
[0311]
解决第二课题的第二发明的纤维增强塑料是含有平均纤维长度为1~100mm的增强纤维、和基体树脂的纤维增强塑料。
[0312]
作为用于第二发明的增强纤维,没有特别限定,例如,可以举出第一发明中例举的增强纤维,优选的方式也相同。
[0313]
增强纤维的平均纤维长度为1~100mm,优选为3~70mm,更优选为5~50mm,进一步
优选为10~50mm,特别优选为10~35mm。
[0314]
增强纤维的平均纤维直径优选为1~50μm,更优选为5~20μm。
[0315]
作为基体树脂,可以为热塑性树脂,也可以为热固性树脂。基体树脂可以单独使用一种,也可以并用两种以上。
[0316]
作为基体树脂,基于与第一发明相同的理由,优选为热塑性树脂。
[0317]
作为热塑性树脂,没有特别限定,例如,可以举出第一发明中例举的热塑性树脂,优选的方式也相同。热塑性树脂可以单独使用一种,也可以并用两种以上,还可以将两种以上制成聚合物合金来使用。
[0318]
作为热固性树脂,没有特别限定,例如,可以举出第一发明中例举的热固性树脂,优选的方式也相同。热固性树脂可以单独使用一种,也可以并用两种以上。
[0319]
第二发明的纤维增强塑料中,根据目标结构材的要求特性,可以配合与第一发明中例举的添加剂同样的添加剂。
[0320]
(粘弹性特性tanδ)
[0321]
第二发明的纤维增强塑料的tanδ(ave)为0.01~0.25,tanδ(max)-tanδ(ave)为0.15以上。通过使tanδ(ave)和tanδ(max)-tanδ(ave)分别满足上述范围,能够兼顾赋形时的优异流动性和赋形后所得的结构材的优异机械物性。
[0322]“tanδ(ave)”是指t-30(℃)~t-10(℃)的温度范围(其中,t为基体树脂的熔点、或没有熔点时为玻璃化转变温度。)内的纤维增强塑料的粘弹性特性tanδ的平均值。
[0323]“tanδ(max)”是指t-10(℃)~t+10(℃)的温度范围内的粘弹性特性tanδ的最大值。
[0324]
粘弹性特性tanδ由下式(b1)表示。
[0325]
tanδ=g”/g
’
···
(b1)
[0326]
(其中,g”为损耗模量(pa),g
’
为储能模量(pa)。)
[0327]
第二发明的纤维增强塑料的tanδ(ave)为0.01~0.25,优选为0.02~0.20,更优选为0.03~0.15。tanδ(ave)极低(接近于零)时意味着接近于完全弹性体,其性质与塑料材料相差甚远,无法期待作为塑料材料的机械特性、流动性。但是,如果tanδ(ave)为下限值以上,则可获得机械特性和流动特性的平衡佳的纤维增强塑料。如果tanδ(ave)为上限值以下,则能够制造具有优异的机械物性的结构材。
[0328]
第二发明的纤维增强塑料的tanδ(max)-tanδ(ave)为0.15以上,优选为0.25以上,更优选为0.35以上。如果tanδ(max)-tanδ(ave)为下限值以上,则赋形时可获得优异的流动性,因此能够抑制赋形时增强纤维被切断而导致结构材的机械物性降低。
[0329]
当tanδ(max)-tanδ(ave)极大、换言之tanδ(max)极大时,赋形时仅基体树脂流动,增强纤维不追随基体树脂的流动。从该观点考虑,第二发明的纤维增强塑料的tanδ(max)-tanδ(ave)优选为1.5以下,更优选为0.9以下。
[0330]
增强纤维的分散性越高,纤维增强塑料的tanδ越小。纤维增强塑料的tanδ例如可以通过调节后述的纤维增强塑料的制造方法中的加压时带间的间隙来进行调节。存在越使上述间隙变窄,则纤维增强塑料中的增强纤维的分散性越高,tanδ越小的倾向。此外,通过调节例如纤维增强塑料中的增强纤维的纤维体积含有率(vf),能够调节tanδ(max)-tanδ(ave)的值。存在纤维增强塑料的vf越高,tanδ(max)越小的倾向。
[0331]
除此之外,纤维增强塑料中的增强纤维彼此的缠结、增强纤维彼此的摩擦也会对tanδ(max)产生影响,存在这些缠结、摩擦越大,tanδ(max)越小的倾向。
[0332]
第二发明的纤维增强塑料中的增强纤维的纤维体积含有率(vf)优选为5~70体积%,更优选为10~60体积%,进一步优选为15~50体积%。如果增强纤维的vf为上限值以下,则不易发生由韧性降低导致的界面强度降低,此外赋形时的流动性也不易降低。如果增强纤维的vf为下限值以上,则容易获得作为纤维增强塑料所必须的机械物性。
[0333]
(取向度pf)
[0334]
第二发明的纤维增强塑料中的朝着与厚度方向正交的方向的增强纤维的取向度pf优选为0.001~0.8。pf是表示纤维增强塑料中的朝着与厚度方向正交的方向的增强纤维的取向状态的指标。pf为“0”意味着在与纤维增强塑料的厚度方向正交的方向上增强纤维以理想的状态进行了取向。pf的值越大,则表示增强纤维朝着与厚度方向正交的面的外方向散乱的程度越高。
[0335]
虽然也与增强纤维的纤维长度有关,但随着pf的值增大,由于增强纤维彼此的缠结、增强纤维彼此的摩擦,使得不易获得赋形时的流动性。即,增强纤维越朝着与厚度方向正交的面的外方向散乱,越容易发生增强纤维彼此的缠结、增强纤维彼此的摩擦,越不易获得赋形时的流动性。在增强纤维的平均纤维长度为1mm~100mm的情况下,如果pf为0.8以下,则赋形时容易获得优异的流动性,容易获得优异的机械物性的结构材。pf的下限值从纤维增强塑料的物性方面考虑没有特别限制。但是,使pf成为0是困难的,0.001以上才是现实的值。pf的上限值优选为0.5,更优选为0.3,进一步优选为0.15。
[0336]
(pf的测定方法)
[0337]
如图5所示,从厚度2mm的纤维增强塑料2200切出宽度2mm的测定试样2210,如下实施测定。
[0338]
将测定试样2210的宽度方向设为x方向、厚度方向设为y方向、长度方向设为z方向。
[0339]
<x方向的实测积分值>
[0340]
对于测定试样2210沿x方向照射x射线,获得来源于石墨的002面的衍射的一维取向分布。来源于石墨的002面的衍射的一维取向分布通过使用二维检测器获取图像后,使用解析软件对002衍射部分在周向上获得分布的方法来获得。此外,如果是一维检测器,则通过在002衍射的地方固定检测器,使试样360
°
旋转,也能够获得来源于石墨的002面的衍射的一维取向分布。
[0341]
接着,从所得的一维取向分布,通过下式(b2)算出x方向的实测积分值sx。
[0342]
[数3]
[0343][0344]
其中,式(b2)中,i(δ)是一维取向分布中的、yz平面上以z方向为基准的方位角δ时的强度。
[0345]
当增强纤维在x方向上完全取向时sx取最大的值。通过使增强纤维带有偏离x方向的倾斜,从而sx的值变小。作为sx变小的因素,有增强纤维相对于x方向倾斜时的厚度方向的成分、和与厚度方向正交的平面内的成分。即,增强纤维相对于x方向倾斜时的yz平面内
的成分、和xz平面内的成分这两者成为sx变小的因素。对于pf而言,为了评价增强纤维朝着与厚度方向正交的面的外方向散乱的程度而去除增强纤维倾斜时的xz平面内的成分的影响,进行以下的操作。
[0346]
<x方向的预测积分值>
[0347]
对于测定试样2210沿y方向照射x射线,获得来源于石墨的002面的衍射的一维取向分布。接着,通过下式(b3)将i(ψ)标准化而算出方位角ψ时的纤维比例g(ψ)。
[0348]
[数4]
[0349][0350]
其中,式(b3)中,i(ψ)是上述一维取向分布中的、xz平面中以z方向为基准的方位角ψ时的强度。
[0351]
接着,通过下式(b4),算出x方向的预测积分值f。
[0352]
[数5]
[0353][0354]
其中,va是测定试样2210中的增强纤维的纤维体积含有率(vf)。vb是后述的修正用标准试样中的增强纤维的纤维体积含有率(vf)。a(ψ)为强度修正系数。
[0355]
强度修正系数a(ψ)如下求出。
[0356]
作为修正用标准试样,制作以在z方向上完全取向的方式使增强纤维沿一个方向对齐的厚度2mm的ud材,并将其设为0
°
材。用于标准试样的增强纤维和基体树脂与测定试样2210为同一种。作为测定试样2210中的增强纤维的纤维体积含有率(vf)的va、和作为修正用标准试样中的增强纤维的纤维体积含有率(vf)的vb可以相同也可以不同。
[0357]
接着,作为进一步的标准试样,以在方位角ψ为15
°
的方向上完全取向的方式使增强纤维在一个方向上对齐,除此以外,与0
°
材同样地操作而制作15
°
材。同样,制作以在方位角ψ分别为30
°
、45
°
、60
°
、75
°
、90
°
的方向上完全取向的方式使增强纤维沿一个方向对齐的30
°
材、45
°
材、60
°
材、75
°
材、90
°
材。
[0358]
接着,从各标准试样与测定试样2210同样地切出宽度2mm的标准测定试样。对于标准测定试样沿x方向入射x射线,获得来源于石墨的002面的衍射的一维取向分布。来源于90
°
材的标准测定试样的一维取向分布中,强度基本上成为一定值。从各标准测定试样的一维取向分布,通过下式(b5)算出方位角ψ的材料的强度i(ψ、δ)的积分值s(ψ)。
[0359]
[数6]
[0360][0361]
其中,i(ψ,δ)是针对方位角ψ的标准测定试样的方位角δ时的强度。
[0362]
积分值s(ψ)中,存在s(ψ)=s(π-ψ)的关系。横轴取ψ、纵轴取s(ψ)而绘制,将在ψ为0
°
~180
°
的范围内进行正态分布近似而得的值设为方位角ψ时的强度修正系数a(ψ)。
[0363]
<x方向的修正的预测积分强度>
[0364]
x方向的预测积分值f与实测积分值sx不一定一致。因此,使用标准试样算出积分值修正系数b(sx)。
[0365]
与强度修正系数a(ψ)的算出同样地操作,从各标准试样切出标准测定试样。关于各标准测定试样,通过上述的x方向的实测积分值的算出方法算出实测积分值sx(α)。予以说明的是,α为0
°
、15
°
、30
°
、45
°
、60
°
、75
°
、90
°
。此外,关于各标准测定试样,通过上述的x方向的预测积分值的算出方法,求出x方向的预测积分值f(α)。如果横轴取sx(α)、纵轴取sx(α)/f(α)而绘制,则存在高度相关,将进行线性近似而得的值设为积分修正系数b(sx)。
[0366]
将上述积分修正系数b(sx)与x方向的预测积分值f相乘,作为x方向的修正的预测积分强度f
’
。
[0367]
<pf的算出>
[0368]
通过下式(b6),算出pf。
[0369]
[数7]
[0370][0371]
(椭圆背离系数ec)
[0372]
第二发明的纤维增强塑料中的与厚度方向正交的面的增强纤维的取向分布的椭圆背离系数ec优选为1
×
10-5
~9
×
10-5
。ec是表示第二发明的纤维增强塑料中的与厚度方向正交的面中的增强纤维的二维取向的分散性的指标。ec是上述取向分布与其近似椭圆相比的背离系数。
[0373]
增强纤维无规地取向的纤维增强塑料中,ec越大,意味着机械物性的波动越大。如果ec为9
×
10-5
以下,则容易抑制机械物性的波动。本发明的纤维增强塑料的ec优选为8.5
×
10-5
以下,更优选为8
×
10-5
以下。
[0374]
ec优选的下限值从纤维增强塑料的机械物性方面考虑没有特别限制。但是,例如,随着增强纤维的纤维长度变长,ec值小的纤维增强塑料的制造难度上升。如果使增强纤维的纤维长度变长,则机械物性提高,但与其相伴的ec值有增大的倾向,机械物性的波动增加。如果考虑机械物性与其波动的平衡,则从制造上的观点考虑,现实的、与增强纤维的平均纤维长度对应的ec的优选下限值如下。当增强纤维的平均纤维长度为1~3mm时,ec优选为1
×
10-5
以上。当增强纤维的平均纤维长度超过3mm且为10mm以下时,ec优选为1.5
×
10-5
以上。当增强纤维的平均纤维长度超过10mm且为35mm以下时,ec优选为2
×
10-5
以上。当增强纤维的平均纤维长度超过35mm且为70mm以下时,ec优选为3
×
10-5
以上。当增强纤维的平均纤维长度超过70mm且为100mm以下时,ec优选为4
×
10-5
以上。
[0375]
(ec的测定方法)
[0376]
对于在pf的测定中求出x方向的预测积分值时测定的、方位角ψ时的强度i(ψ)的分布,用下式(b7)所表示的椭圆ia(ψ)进行近似。
[0377]
[数8]
[0378]
ia(ψ)={a2cos2(ψ-β)+b2sin2(ψ-β)}
1/2
...(b7)
[0379]
其中,式(b7)中,a是椭圆的长径。b是椭圆的短径。β是旋转角。
[0380]
关于ia(ψ)最接近于i(ψ)时的a、b、β,只要以与下式(b8)所表示的椭圆相比的背离
度r成为最小的方式进行数值计算即可。并且,将此时的背离度r的最小值设为ec。
[0381]
[数9]
[0382][0383]
(分散参数dp)
[0384]
第二发明的纤维增强塑料的厚度方向的截面中的、增强纤维的分散参数dp优选为100~80。dp是表示纤维增强塑料中的增强纤维的三维分散的指标。如果dp为“100”,则意味着增强纤维以理想的状态分散在基体树脂中。dp的值越小,意味着增强纤维局部凝聚的比例越高,树脂富余部分的比例越高。
[0385]
dp的值越小、增强纤维的分散性越差,则耐热性越差。如果dp为80以上,则容易获得良好的耐热性。第二发明的纤维增强塑料的dp优选为84以上,进一步优选为88以上。第二发明的纤维增强塑料的dp的上限值理论上为100。从制造上的观点考虑,现实的优选的dp的上限值为98。
[0386]
纤维增强塑料的赋形时的流动性通过赋形时的树脂的流动或树脂层的滑动而产生。因此,纤维增强塑料中的树脂可流动的路径越宽,赋形时越可获得更高的流动性。即,dp越小,赋形时的流动性越高。第二发明的纤维增强塑料中,通过将pf控制在上述范围内,从而即使dp的值高也表现高流动性。
[0387]
(dp的测定方法)
[0388]
dp可以通过使用图像编辑软件对从纤维增强塑料切出的试片的厚度方向的截面照片进行处理来测定。
[0389]
具体而言,例如,从纤维增强塑料切出试片,拍摄上述试片的截面照片。在截面照片的拍摄中,例如,可以使用光学显微镜。从基于dp的评价的精度变得更高的方面出发,拍摄时的分辨率的点距优选为增强纤维的直径的十分之一以下,更优选为二十分之一以下。
[0390]
接着,使用图像编辑软件将切断照片如下进行处理。
[0391]
在切断照片中,将相当于试片的截面中的厚度方向为2mm、与厚度方向正交的方向为1.5mm的矩形范围的部分作为处理对象图像。通过图像编辑软件,在处理对象图像中,在增强纤维部分、以及树脂部分和孔隙部分进行二值化。例如,在增强纤维部分为白色、树脂部分为灰色、孔隙部分为黑色的处理对象图像中,将增强纤维部分设为黑色、将树脂部分和孔隙部分设为绿色进行二值化。
[0392]
在增强纤维的半径为r(μm)、纤维体积含有率为vf(体积%)的纤维增强塑料的切断面中,如图6所示增强纤维c完全理论分散时的单位正六边形h的一边的长度la由下式(b9)求出。
[0393]
[数10]
[0394][0395]
在二值化后的处理对象图像的增强纤维部分中,假定如图6所示那样增强纤维完全理论分散。并且,如图6所示,以将增强纤维的半径仅仅延长下式(b10)所表示的长度le而
使上述增强纤维的半径成为la的方式,通过图像编辑软件使二值化后的增强纤维部分膨胀。予以说明的是,le是增强纤维理想分散的状态下的、相邻的增强纤维的外壁面间的距离变为最远时的距离的一半距离。在二值化后的增强纤维部分中,如果在实际上增强纤维理想分散时进行上述膨胀处理,则增强纤维部分占据处理对象图像的全部面积。
[0396]
利用上述图像编辑软件的膨胀处理后,通过下式(b11)算出dp。
[0397]
[数11]
[0398][0399]
dp=(s1/s2)
×
100...(b11)
[0400]
其中,式(b11)中,s1是处理对象图像中的上述膨胀处理后的增强纤维部分的面积。s2是处理对象图像的整体面积。
[0401]
本发明的纤维增强塑料的厚度优选为0.1~10.0mm,更优选为0.25~6.0mm,进一步优选为0.4~4.0mm。如果厚度为上限值以下,则在纤维增强塑料的制造中的加压时基体树脂不易渗出,容易控制厚度。如果厚度为下限值以上,则在纤维增强塑料的制造中的加压时容易施加剪切应力,容易使增强纤维无规化而控制机械物性的各向同性、各向异性。
[0402]
(纤维增强塑料的制造方法)
[0403]
作为第二发明的纤维增强塑料的制造方法,从容易将tanδ(ave)和tanδ(max)-tanδ(ave)控制在上述范围内的方面考虑,优选具有下述工序(i)~(iii)的方法。
[0404]
(i)获得包含预浸料基材的材料(a
’
)的工序,该预浸料基材中,基体树脂含浸于沿一个方向对齐的增强纤维,并且以与纤维轴交叉的方式形成有切口。
[0405]
(ii)使用在与上述材料(a
’
)的行进方向正交的方向上大体均匀地加压的加压装置,在如下的状态下进行加压的工序:以上述增强纤维的纤维轴的方向与上述行进方向交叉的方式使上述材料(a
’
)沿一个方向行进,并且加热至上述基体树脂的熔点以上的温度t、或者没有熔点时加热至玻璃化转变温度以上的温度t。
[0406]
(iii)将利用上述加压装置加压后的上述材料(a
’
)冷却而获得纤维增强塑料的工序。
[0407]
{工序(i)}
[0408]
第二发明的工序(i)中,获得包含预浸料基材的材料(a
’
)。材料(a
’
)可以为仅由1张预浸料基材构成的单层的材料,也可以为将2张以上的预浸料基材层叠而得的预浸料层叠体。
[0409]
工序(i)中所使用的预浸料基材中,基体树脂含浸于沿一个方向对齐的增强纤维。预浸料基材中,根据目标结构材的要求特性可以配合添加剂。
[0410]
在工序(i)中所使用的预浸料基材上,以与纤维轴交叉的方式形成有切口。由此,在上述预浸料基材中,沿一个方向对齐的纤维长度长的增强纤维被切口分割,纤维长度成为1~100mm。
[0411]
一般而言,如果通过使被称为无规材的、从预浸料基材切出的预浸料片分散并一体化来形成片状的纤维增强塑料,则机械物性会发生波动,因此部件设计困难。与此相对,
对于利用工序(i)~(iii)的方法而言,由于使用带切口的预浸料基材来获得纤维增强塑料,因此与使用无规材的情况相比,机械物性良好,其波动也能够变小。
[0412]
用于第二发明的预浸料基材上所形成的切口的形状没有特别限定,例如,可以为直线状,也可以为曲线状,还可以为折线状。
[0413]
用于第二发明的预浸料基材上所形成的切口相对于增强纤维的纤维轴的角度也没有特别限定。
[0414]
用于第二发明的预浸料基材中的、被切口切断的增强纤维的长度的优选范围与上述纤维增强塑料中的增强纤维的纤维长度的优选范围相同。
[0415]
用于第二发明的预浸料基材中的纤维体积含有率(vf)优选为5~70体积%,更优选为10~60体积%,进一步优选为15~50体积%。如果vf为下限值以上,则容易获得具有充分的机械物性的结构材。如果vf为上限值以下,则赋形时容易获得良好的流动性。
[0416]
基于与第一发明同样的理由,用于第二发明的预浸料基材的厚度优选为50~500μm。
[0417]
第二发明中,预浸料基材的厚度对于最终所获得的结构材的强度造成的影响小。
[0418]
用于第二发明的预浸料基材的制造方法没有特别限定,可以采用公知的方法。作为预浸料基材,可以使用市售的预浸料基材。作为预浸料基材上的切口的形成方法,例如,可以举出与第一发明中例举的形成方法相同的形成方法,优选的方式也相同。
[0419]
在将材料(a
’
)设为预浸料层叠体的情况下,与第一发明同样,优选在上述预浸料层叠体中,在所层叠的预浸料基材之间层叠树脂片而形成树脂层。
[0420]
在将材料(a
’
)设为预浸料层叠体的情况下,在工序(i)中将多个预浸料基材层叠的方式只要为如下方式即可:工序(ii)中那些预浸料基材中的增强纤维的纤维轴方向与材料(a
’
)的行进方向交叉的方式。
[0421]
作为材料(a
’
)的预浸料层叠体的层叠方式的具体例,例如,可以举出与第一说明中例举的预浸料层叠体的层叠方式同样的层叠方式。
[0422]
基于与第一发明同样的理由,材料(a
’
)的预浸料层叠体中的预浸料基材的层叠数优选为2~16,更优选为4~12。
[0423]
材料(a
’
)的厚度优选为0.25~6.0mm,更优选为0.4~6.0mm,进一步优选为0.5~4.0mm。如果材料(a
’
)的厚度为下限值以上,则容易获得具有充分的机械物性的纤维增强塑料。如果材料(a
’
)的厚度为上限值以下,则通过工序(ii)中的加压,材料(a
’
)中的增强纤维的纤维轴的方向更容易无规化,容易获得机械物性的各向同性、各向异性被控制、且机械物性的波动少的纤维增强塑料。
[0424]
作为材料(a
’
),优选为第一发明中说明的材料(a)。
[0425]
{工序(ii)}
[0426]
工序(ii)中,使用能够以在与材料(a
’
)的行进方向正交的方向上加压呈大体均匀的方式对材料(a
’
)在厚度方向上加压的加压装置,在如下的状态下进行加压:使材料(a
’
)沿一个方向行进,并且加热至基体树脂的熔点以上的温度t、或者没有熔点时加热至玻璃化转变温度以上的温度t。
[0427]
工序(ii)中,在利用上述加压装置进行加压时,材料(a
’
)中的增强纤维的纤维轴的方向与材料(a
’
)的行进方向交叉。由此,基体树脂以及被切口切断的增强纤维流动,增强
纤维的纤维轴的方向变化为各种方向。其结果,材料(a
’
)中的增强纤维的纤维轴的方向无规化。此外,由于增强纤维的分散性提高,因此能够获得将tanδ控制得较低而处于上述范围内的纤维增强塑料。
[0428]
工序(ii)中,相对于材料(a
’
)的行进方向正交的方向与材料(a
’
)中的增强纤维的纤维轴的方向所成的角度优选为-20
°
~20
°
,更优选为-5~5
°
。由此,增强纤维的纤维轴的方向更容易无规化,增强纤维的分散性更加提高。第二发明中的工序(ii)中,与第一发明的工序(ii)同样,优选使所有的增强纤维的纤维轴方向与相对于材料(a
’
)的行进方向正交的方向所成的角度为-20
°
~20
°
。
[0429]
予以说明的是,关于上述角度的条件,在使用预浸料层叠体作为材料(a
’
)的情况下,可以使相对于上述预浸料层叠体的层叠张数为66%以上的预浸料基材中的增强纤维满足。
[0430]
第二发明中的工序(ii)的温度t的优选范围与第一发明的优选范围同样。
[0431]
第二发明中的工序(ii)中,与第一发明同样,在将材料(a
’
)加热至温度t之前,可以对材料(a
’
)进行预热。在进行预热的情况下,预热温度的优选范围及预热方法与第一发明中说明的范围及方法相同。
[0432]
利用一对压辊进行加压的位置的辊正下方的压制时的间隙相对于材料(a
’
)的厚度,优选为30~80%,更优选为40~70%。如果压制时的间隙为下限值以上,则容易抑制材料(a
’
)被过度挤压而大幅变形,容易获得目标形状的纤维增强塑料。如果压制时的间隙为上限值以下,则增强纤维的分散性提高,容易获得tanδ的值小且机械物性优异的纤维增强塑料。予以说明的是,压制时的间隙的意思是,加压时与材料(a
’
)接触的压制面彼此的距离。例如,在使用双带式加热加压机的情况下,压制时的间隙成为带间的距离。用一对压辊直接对材料(a
’
)进行加压时,压制时的间隙成为辊外周面彼此的距离。
[0433]
作为通过使利用一对压辊进行加压的位置的压制时的间隙变小而提高增强纤维的分散性的因素,认为如下。在利用一对压辊进行加压的位置,在被压辊夹持的部分材料(a
’
)的厚度暂时变薄。此时,在材料(a
’
)的厚度方向上的压辊附近,增强纤维和基体树脂的流速与材料(a
’
)的速度变为同程度。另一方面,材料(a
’
)的厚度方向上的中央部的增强纤维和基体树脂的流速在压辊正前方因加压而被压回从而变慢,在压辊正后方因加压而被压出从而变快。可认为:借助在该材料(a
’
)中的厚度方向上的因流速不同而形成的剪切力,增强纤维的分散性提高。
[0434]
基于与第一发明同样的理由,对材料(a
’
)进行加压的时间优选为0.1~30分钟,更优选为0.5~10分钟。
[0435]
基于与第一发明同样的理由,工序(ii)中的材料(a
’
)的行进速度优选为0.1~25m/分钟,更优选为0.2~20m/分钟,进一步优选为0.5~15m/分钟。
[0436]
如果控制工序(ii)中的材料(a
’
)的加压时的间隙、加压时间、温度t,则不仅能够使所得的纤维增强塑料的机械物性的各向同性优异,而且能够按照期望来控制机械物性的各向异性。
[0437]
作为第二发明中的工序(ii),优选工序(ii-1),即:利用与第一发明同样的、具备辊的轴线方向与材料(a
’
)的行进方向呈正交方向的至少一对压辊的加压装置,在使材料(a
’
)沿一个方向行进且加热至温度t的状态下进行加压。
[0438]
{工序(iii)}
[0439]
工序(iii)可与第一发明的工序(iii)同样地进行。
[0440]
以上说明的第二发明的纤维增强塑料中,tanδ(ave)和tanδ(max)-tanδ(ave)被控制在特定范围内,因此能够兼顾赋形时的优异的流动性和赋形后所得的结构材的优异的机械物性。
[0441]
<第三发明>
[0442]
[纤维增强塑料的制造方法]
[0443]
解决第三课题的第三发明的纤维增强塑料的制造方法具有下述工序(i)~(iii)。第三发明的纤维增强塑料的制造方法除了在工序(i)中获得材料(a0)作为材料(a)以外,与第一发明的纤维增强塑料的制造方法相同。
[0444]
(i)获得后述的包含预浸料基材的材料(a0)的工序。
[0445]
(ii)使用在与上述材料(a0)的行进方向正交的方向上大体均匀地加压的加压装置,在如下的状态下进行加压的工序:以所有的增强纤维的纤维轴方向与上述正交方向所成的角度为-20
°
~20
°
的方式使上述材料(a0)沿一个方向行进,且加热至基体树脂的熔点以上的温度t、或没有熔点时加热至玻璃化转变温度以上的温度t。
[0446]
(iii)将利用上述加压装置加压后的上述材料(a0)冷却而获得纤维增强塑料的工序。
[0447]
(工序(i))
[0448]
材料(a0)可以为仅由1张预浸料基材形成的单层的材料,也可以为将2张以上的预浸料基材层叠而成的预浸料层叠体。
[0449]
工序(i)中所使用的预浸料基材通过以后述的孔隙率成为5~75%的方式使基体树脂含浸于沿一个方向对齐的增强纤维而形成。如此,第三发明中所使用的预浸料基材中,基体树脂的一部份含浸于增强纤维而使孔隙率为上述范围。
[0450]
作为材料(a0)中所含的预浸料基材,优选为具有第一发明的材料(a)所含的预浸料基材的特征、且孔隙率为5~75%的预浸料基材。即,作为材料(a0)中所含的预浸料基材,优选为在与增强纤维的纤维轴正交的方向上交替地形成有上述区域(b)和上述区域(c)、且孔隙率为5~75%的预浸料基材。由此,能够解决第一课题和第三课题这两者。
[0451]
作为用于第三发明的增强纤维,没有特别限定,例如,可以举出第一发明中例举的增强纤维,优选的方式也相同。
[0452]
增强纤维的平均纤维直径优选为1~50μm,更优选为5~20μm。
[0453]
作为用于第三发明的基体树脂,可以为热塑性树脂,也可以为热固性树脂。基体树脂可以单独使用一种,也可以并用两种以上。
[0454]
作为用于第三发明的基体树脂,基于与第一发明相同的理由,优选为热塑性树脂。
[0455]
作为热塑性树脂,没有特别限定,例如,可以举出与第一发明中例举的热塑性树脂相同的热塑性树脂,优选的方式也相同。热塑性树脂可以单独使用一种,也可以并用两种以上,还可以将两种以上制成聚合物合金来使用。
[0456]
作为热固性树脂,没有特别限定,例如,可以举出与第一发明中例举的热固性树脂相同的热固性树脂,优选的方式也相同。热固性树脂可以单独使用一种,也可以并用两种以上。
[0457]
用于第三发明的预浸料基材中,根据目标结构材的要求特性,可以配合添加剂。作为添加剂,例如,可以举出与第一发明中例示的添加剂相同的添加剂。
[0458]
在工序(i)中所使用的预浸料基材上,以与纤维轴交叉的方式形成有切口。由此,在上述预浸料基材中,沿一个方向对齐的纤维长度长的增强纤维被切口分割而变短。
[0459]
形成于预浸料基材的切口的形状没有特别限定,例如,可以为直线状,也可以为曲线状,还可以为折线状。
[0460]
形成于预浸料基材的切口相对于增强纤维的纤维轴的角度也没有特别限定。
[0461]
基于与第一发明同样的理由,预浸料基材中的、被切口切断的增强纤维的平均纤维长度优选为1~100mm,更优选为3~70mm,进一步优选为5~50mm,特别优选为10~50mm,最优选为10~35mm。
[0462]
第三发明的工序(i)中所使用的预浸料基材的在厚度方向上切断的截面中的孔隙率为5~75%,优选为8~55%,更优选为10~40%。如果孔隙率为下限值以上,则在工序(ii)中基体树脂和增强纤维的流动性变高,获得机械物性的各向同性优异的纤维增强塑料。此外,由于在预浸料基材的制造时基体树脂的含浸操作变得简便,因此在成本方面有利。如果孔隙率为上限值以下,则在工序(ii)中孔隙被充分减少,可获得机械物性优异的纤维增强塑料。此外,预浸料基材的操作性优异。
[0463]
予以说明的是,预浸料基材的孔隙率通过以下方法来测定。将预浸料基材在厚度方向上切断,利用光学显微镜观察其切断面,将孔隙所占的面积相对于该切断面的截面积的比例作为孔隙率而算出。此外,预浸料基材的孔隙率取5次测定的平均值。
[0464]
基于与第一发明同样的理由,用于第三发明的预浸料基材中的纤维体积含有率(vf)优选为5~70体积%,更优选为10~60体积%,进一步优选为15~50体积%。
[0465]
用于第三发明的预浸料基材的理论厚度优选为0.2~2.0mm,更优选为0.2~1.0mm。如果预浸料基材的理论厚度为下限值以上,则在成本方面有利,此外预浸料基材的操作变得容易。此外在将2张以上的预浸料基材层叠而获得期望厚度的材料(a0)的情况下,能够抑制预浸料基材的层叠张数过多,生产率提高。如果预浸料基材的理论厚度为上限值以下,则能够抑制在预浸料基材制造时所产生的预浸料基材内部的孔隙(空孔)过度,容易获得具有充分的机械物性的纤维增强塑料。
[0466]
第三发明中,预浸料基材的理论厚度对最终获得的结构材(成型品)的强度造成的影响小。
[0467]
予以说明的是,预浸料基材的理论厚度的意思是,假定预浸料基材中完全不存在孔隙,从增强纤维的单位面积重量和基体树脂的单位面积重量算出的厚度。例如,在预浸料基材由增强纤维和基体树脂这两个成分构成的情况下,理论厚度t
th
通过下式(c1)算出。
[0468]
t
th
=p
×
[(wf/ρf)+(wr/ρr)]
···
(c1)
[0469]
其中,式(1)中的简称表示以下的含义。
[0470]
p:预浸料基材的单位面积重量(每单位面积的质量)、
[0471]
wf:预浸料基材中的增强纤维的质量分率、
[0472]
wr:预浸料基材中的基体树脂的质量分率、
[0473]
ρf:增强纤维的比重、
[0474]
ρr:基体树脂的比重。
[0475]
此外,在预浸料基材除了增强纤维和基体树脂以外还包含第三成分的情况下,通过下式(c2)算出。
[0476]
t
th
=p
×
[(wf/ρf)+(wr/ρr)+(w3/ρ3)]
···
(c2)
[0477]
其中,式(c2)中,w3为预浸料基材中的第三成分的质量分率,ρ3为第三成分的比重。
[0478]
当预浸料基材中含有第四成分、或其以上的成分时也同样。
[0479]
预浸料基材的制造方法没有特别限定,可以采用公知的方法。预浸料基材的孔隙率可以通过调节使基体树脂含浸于增强纤维时的压制次数、压力来调节。
[0480]
作为预浸料基材上的切口的形成方法,例如,可以举出与第一发明中例举的形成方法相同的形成方法,优选的方式也相同。
[0481]
在将材料(a0)设为预浸料层叠体的情况下,与第一发明同样,优选在上述预浸料层叠体中,在所层叠的预浸料基材之间层叠树脂片而形成树脂层。
[0482]
在将材料(a0)设为预浸料层叠体的情况下,在工序(i)中将多个预浸料基材层叠的方式只要为如下方式即可:在工序(ii)中那些预浸料基材中的增强纤维的纤维轴方向与材料(a0)的行进方向交叉的方式。
[0483]
作为预浸料层叠体的层叠方式的具体例,例如,可以举出第一发明中例举的层叠方式。
[0484]
基于与第一发明同样的理由,预浸料层叠体中的预浸料基材的层叠数优选为2~16,更优选为4~12。
[0485]
基于与第一发明同样的理由,材料(a0)的厚度优选为0.25~6.0mm,更优选为0.4~6.0mm,进一步优选为0.5~4.0mm。
[0486]
(工序(ii)和工序(iii))
[0487]
工序(ii)和工序(iii)中,使用材料(a0)作为材料(a),除此以外,与第一发明的工序(ii)和工序(iii)同样地进行。
[0488]
工序(ii)中,基体树脂以及被切口切断的增强纤维流动,增强纤维的纤维轴方向无规化。此外,工序(ii)中,伴随基体树脂、增强纤维的流动,材料(a)中的孔隙流动而到达表面,从而孔隙减少。
[0489]
(作用效果)
[0490]
如以上说明的那样,第三发明的纤维增强塑料的制造方法中,使用包含孔隙率被控制在特定范围内的预浸料基材的材料(a0)。由于在基体树脂没有完全含浸于增强纤维的情况下孔隙率被控制在特定范围内,因此各预浸料基材中存在孔隙、树脂积存。并且,在以增强纤维的纤维轴方向与材料(a0)的行进方向交叉的方式使材料(a0)行进的同时,在上述正交方向上对材料(a0)大体均匀地加压。通过在预浸料基材中适度地存在孔隙、树脂积存,从而工序(ii)中的基体树脂和增强纤维的流动性提高。因此,纤维轴方向良好地无规化,可获得强度等机械物性优异、而且其各向同性优异、基于部位、方向的波动少的纤维增强塑料。
[0491]
此外,第三发明中,在制造预浸料基材时,无需以不产生孔隙的方式使全部基体树脂含浸于增强纤维,能够简便地制造理论厚度更厚的预浸料基材。因此,能够简便且低成本地制造纤维增强塑料。
[0492]
此外,第三发明的纤维增强塑料的制造方法中,即使使用预浸料基材中的增强纤维的纤维轴方向偏向特定范围的材料(a0),也能够制造机械物性优异、而且其各向同性也优异的纤维增强塑料。因此,在连续地制造长尺寸的纤维增强塑料的情况下,无需分别制造增强纤维的纤维轴方向不同的预浸料基材,制造简便,在成本方面也有利。此外,在制造单张的纤维增强塑料的情况下,也无需按照增强纤维的纤维轴方向不偏向的方式一边使各预浸料基材随时以预定的旋转角度旋转一边进行层叠。因此,即使在使用预浸料层叠体的情况下,预浸料基材的层叠作业也简便且容易控制,在成本方面也有利。
[0493]
此外,通过第三发明的制造方法获得的纤维增强塑料中,由于增强纤维被形成于预浸料基材的切口切断,而且孔隙、树脂积存以一定程度残存,因此赋形时的流动性特别优异。因此,能够合适地用于制造三维形状等复杂形状的结构材(成型品)。
[0494]
如果对第三发明的制造方法中获得的纤维增强塑料赋形,则能够获得机械物性优异、而且其各向同性也优异、波动少的结构材。
[0495]
予以说明的是,第三发明的纤维增强塑料的制造方法并不限定于上述的方法。作为第三发明的纤维增强塑料的制造方法的其他方式,例如,可以举出第一发明中例举的其他方式。
[0496]
[纤维增强塑料]
[0497]
第三发明的纤维增强塑料含有平均纤维长度为1~100mm的增强纤维和基体树脂。第三发明的纤维增强塑料例如可以通过前述的第三发明的纤维增强塑料的制造方法来制造。
[0498]
第三发明的纤维增强塑料中,含有增强纤维和基体树脂这两者的含纤维树脂层、与不含增强纤维但含有基体树脂的不含纤维树脂层在厚度方向上形成层结构。予以说明的是,第三发明中,在将纤维增强塑料在厚度方向上切断后的截面中,将在厚度方向上相邻的增强纤维间的距离、或增强纤维至纤维增强塑料表面的距离为0.015mm(15μm)以上的、实质上不存在增强纤维的层设为不含纤维树脂层。
[0499]
在通过第三发明的制造方法获得的纤维增强塑料中,由于在工序(ii)中伴随基体树脂、增强纤维的流动,孔隙流动而到达表面,因此孔隙减少。因此,纤维增强塑料的孔隙率低于用于其制造的预浸料基材的孔隙率。
[0500]
将第三发明的纤维增强塑料在厚度方向上切断后的截面中的、含纤维树脂层的孔隙率小于4%,优选小于2%,更优选小于1%。如果含纤维树脂层的孔隙率小于4%,则可获得机械物性优异的结构材。
[0501]
将第三发明的纤维增强塑料在厚度方向上切断后的截面中的、不含纤维树脂层的孔隙率为4%以上且小于40%,优选为4~30%,更优选为4~20%。如果不含纤维树脂层的孔隙率为下限值以上,则冲压成型时增强纤维、基体树脂的流动性优异,因此能够容易地制造三维形状等复杂形状的结构材。如果不含纤维树脂层的孔隙率为上限值以下,则可获得机械物性优异的结构材。
[0502]
予以说明的是,纤维增强塑料中的各层的孔隙率通过以下的方法来测定。将纤维增强塑料在厚度方向上切断,利用光学显微镜观察其切断面,将相对于该切断面中的含纤维树脂层或不含纤维树脂层的截面积的、该层中的孔隙所占的面积的比例作为孔隙率而算出。此外,含纤维树脂层或不含纤维树脂层的孔隙率取5次测定的平均值。
[0503]
基于与第一发明同样的理由,增强纤维的平均纤维长度为1~100mm,优选为3~70mm,更优选为5~50mm,进一步优选为10~50mm,特别优选为10~35mm。
[0504]
构成第三发明的纤维增强塑料的增强纤维、基体树脂遵照上述的纤维增强塑料的制造方法中的说明。
[0505]
基于与第一发明同样的理由,纤维增强塑料中的增强纤维的纤维体积含有率(vf)优选为5~70体积%,更优选为10~60体积%,进一步优选为15~50体积%。
[0506]
第三发明的纤维增强塑料中,在不损害本发明目的的范围内,可以配合与第一发明中例举的添加剂同样的添加剂。
[0507]
基于与第一发明同样的理由,第三发明的纤维增强塑料的厚度优选为0.25~6.0mm,更优选为0.4~6.0mm,进一步优选为0.5~4.0mm。
[0508]
将第三发明的纤维增强塑料的一例示于图7。
[0509]
本实施方式的纤维增强塑料3120包含平均纤维长度为1~100mm的增强纤维3110和基体树脂3122。在纤维增强塑料3120中,含有增强纤维3110和基体树脂3122这两者的含纤维树脂层3124、与不含增强纤维3110但含有基体树脂3122的不含纤维树脂层3126在厚度方向上形成层结构。在该例中,3层的含纤维树脂层3124与2层的不含纤维树脂层3126在厚度方向上交替地配置。
[0510]
在纤维增强塑料3120厚度方向上切断后的截面中,含纤维树脂层3124的孔隙率小于4%,不含纤维树脂层3126的孔隙率为4%以上且小于40%。
[0511]
第三发明的纤维增强塑料中,含纤维树脂层的个数并不限定于3层,可以为2层以下,也可以为4层以上。此外,不含纤维树脂层的个数并不限定于2层,可以为1层,也可以为3层以上。
[0512]
此外,第三发明的纤维增强塑料并不限定于含纤维树脂层为最表层的方式,也可以是不含纤维树脂层为最表层的方式。
[0513]
关于第三发明的纤维增强塑料的取向度pf、椭圆背离系数ec和分散参数dp的优选方式与上述的第二发明的那些优选方式相同。
[0514]
以上说明的第三发明的纤维增强塑料的机械特性优异、而且其各向同性也优异,能够简便且低成本地制造。
[0515]
此外,以往的增强纤维塑料中,通常孔隙多数存在于增强纤维所存在的部分。但是,第三发明的纤维增强塑料中,孔隙多数存在于作为树脂积存的不含纤维树脂层。由此,通过孔隙多数位于不含纤维树脂层,从而冲压成型时的基体树脂、增强纤维的流动性变得更加优异。因此,第三发明的纤维增强塑料能够合适地用于制造三维形状等复杂形状的结构材。
[0516]
[结构材(成型品)的制造方法]
[0517]
以下,对于利用第三发明的纤维增强塑料的制造方法的结构材的制造方法进行说明。本实施方式的结构材的制造方法具有下述工序(i)~(iv)。
[0518]
(i)获得包含预浸料基材的材料(a0)的工序。
[0519]
(ii)使用在与上述材料(a0)的行进方向正交的方向上大体均匀地加压的加压装置,在如下的状态下进行加压的工序:以所有的增强纤维的纤维轴方向与上述正交方向所成的角度为-20
°
~20
°
的方式使上述材料(a0)沿一个方向行进,且加热至基体树脂的熔点
以上的温度t、或没有熔点时加热至玻璃化转变温度以上的温度t。
[0520]
(iii)将利用上述加压装置加压后的上述材料(a0)冷却而获得纤维增强塑料的工序。
[0521]
(iv)将上述纤维增强塑料冲压成型而获得结构材的工序。
[0522]
本实施方式的结构材的制造方法中的工序(i)~(iii)与第三发明的纤维增强塑料的制造方法中的工序(i)~(iii)相同。换言之,本实施方式的结构材的制造方法是将第三发明的纤维增强塑料的制造方法中获得的纤维增强塑料进行冲压成型而获得结构材的方法。
[0523]
作为工序(iv)中的冲压成型,除了使用工序(iii)中所得的纤维增强塑料以外,可以采用公知的方法。
[0524]
根据以上说明的本实施方式的结构材的制造方法,纤维增强塑料的赋形时的流动性优异,即使为复杂形状的结构材,也能够容易地制造,此外能够简便且低成本地制造机械特性优异、而且其各向同性也优异的结构材。
[0525]
[第四发明]
[0526]
解决第三课题的第四发明的纤维增强塑料含有增强纤维和基体树脂。第四发明的纤维增强塑料的纤维体积含有率vf(a)及空洞率vv(a)、与将纤维增强塑料在厚度方向上切断后的截面中的纤维体积含有率vf(b)及空洞率vv(b)满足下式(c1)及下式(c2)。通过满足式(c1)及式(c2)的条件,能够确保优异的机械特性及其各向同性、以及赋形时的流动性,并且能够简便且低成本地制造。
[0527]
vf(a)-3(%)<vf(b)<vf(a)<70(%)
···
(c1)
[0528]
2(%)<vv(b)-3(%)<vv(a)<vv(b)
···
(c2)
[0529]
vf(a)小于70%,优选小于60%,更优选小于50%。
[0530]
vv(b)-3(%)大于2%,优选大于3%,更优选大于5%。
[0531]
vf(a)及vv(a)可以通过以下的方法来测定。
[0532]
从纤维增强塑料切出试片a,根据iso 1183的“浸渍法(immersion method)”测定试片a的密度ρ
a
。
[0533]
将试片a的质量测定至0.1mg单位且设为w
a
。用镍铬耐热合金线捆绑试片a,将试片a和镍铬耐热合金线的合计质量测定至0.1mg单位且设为w
b
。将本生灯点燃,将火焰的高度调节至15~20cm后,缓慢通入空气将还原焰(蓝焰)的高度调节成约2cm。接着,将捆绑试片a的镍铬耐热合金线用镊子夹住,使试片a整体以不与本生灯的还原焰接触的方式水平地进入还原焰的稍上部分的火焰中。将试片a的下表面加热至红热后,使试片a翻转,进一步加热直至另一表面红热且不从试片a发出红色火焰。加热时间为3分钟以内。将试片a从火焰中取出,立即置于金属板上并放置冷却至室温后,保管在干燥器中。接着,将燃烧后的试片a和镍铬耐热合金线的合计质量测定至0.1mg单位且设为w
c
。通过下式(c3)算出纤维质量含有率wf(a)(%)。
[0534]
wf(a)=(w
a-w
b
+w
c
)/w
a
×
100
···
(c3)
[0535]
接着,通过下式(c4)算出纤维体积含有率vf(a)(%),进一步通过下式(c5)算出空洞率vv(a)(%)。
[0536]
vf(a)=wf(a)
×
ρ
a
/ρf
a
···
(c4)
[0537]
vv(a)=100-(wf(a)+vr(a))
···
(c5)
[0538]
其中,式(c4)及式(c5)中的各记号表示以下的含义。
[0539]
ρf
a
:试片a中所使用的碳纤维的密度(g/cm3)、
[0540]
vr(a):试片的树脂体积含有率(%)。
[0541]
vf(b)及vv(b)通过以下的方法来测定。
[0542]
从纤维增强塑料切出3cm见方的试片b,包埋于kulzer公司制technovit 4000。technovit 4000固化后,以露出试片b的截面的方式进行研磨而进行镜面处理。接着,按照以下的条件拍摄试片b的截面照片。
[0543]
(拍摄条件)
[0544]
装置:奥林巴斯公司制工业用光学显微镜bx51m、
[0545]
透镜倍率:500倍、
[0546]
拍摄点距:0.17μm。
[0547]
在所得的试片b的截面照片中,将相当于0.5mm(厚度方向)
×
0.5mm(厚度方向的正交方向)的范围的部分作为处理对象图像。作为图像编辑软件,使用软件win-roof,对处理对象图像进行图像处理,分别测定纤维部分的面积sf、树脂部分的面积sr、孔隙部分的面积sv,通过下式(c6)及(c7)算出纤维体积含有率vf(b)及空洞率vv(b)。
[0548]
vf(b)=sf/(sf+sr+sv)
···
(c6)
[0549]
vv(b)=sv/(sf+sr+sv)
···
(c7)
[0550]
作为构成纤维增强塑料的增强纤维、基体树脂,例如,可以举出与第一说明中例举的物质相同的物质,优选的方式也相同。第四发明的纤维增强塑料中,在不损害本发明目的的范围内,可以配合与第一发明中例举的添加剂同样的添加剂。
[0551]
此外,增强纤维的平均纤维长度及纤维增强塑料中的增强纤维的纤维体积含有率(vf)的优选方式与第一发明的优选范围相同。
[0552]
基于与第一发明同样的理由,第四发明的纤维增强塑料的厚度优选为0.25~6.0mm,更优选为0.4~6.0mm,进一步优选为0.5~4.0mm。
[0553]
关于第四发明的纤维增强塑料的取向度pf、椭圆背离系数ec及分散参数dp的优选方式与上述第二发明的那些优选方式相同。
[0554]
第四发明的纤维增强塑料例如可以通过前述的第三发明的纤维增强塑料的制造方法来制造。
[0555]
<第五发明>
[0556]
在第五发明中,相对于材料(a1)的行进方向正交的方向与增强纤维丝束的纤维轴的方向所成的角度是指,在工序(ii)中一边使该材料(a1)行进一边加压时,相对于材料(a1)的行进方向正交的方向与该材料(a1)中的丝束预浸料基材中的增强纤维丝束的纤维轴的方向所成的角度。就角度而言,将从上方观察材料(a1)时的逆时针旋转设为正、顺时针旋转设为负。
[0557]
作为工序(ii)的加压装置,在使用具备辊的轴线方向与相对于材料(a1)的行进方向正交的方向一致的至少一对压辊的加压装置的情况下,角度和该压辊的轴线方向与材料(a1)中的丝束预浸料基材中的增强纤维丝束的纤维轴方向所成的角度一致。
[0558]
[纤维增强塑料的制造方法]
[0559]
解决第四课题的第五发明的纤维增强塑料的制造方法是具有下述工序(i)~(iii)的方法。第五发明的纤维增强塑料的制造方法除了在工序(i)中获得材料(a1)作为材料(a)以外,与第一发明的纤维增强塑料的制造方法相同。
[0560]
(i)获得包含丝束预浸料基材的材料(a1)的工序,该丝束预浸料基材中,基体树脂含浸于增强纤维丝束,且形成有与上述增强纤维丝束的纤维轴交叉的切口,该增强纤维丝束中,多根丝束沿一个方向对齐,该丝束由20,000~200,000根单纤维集束而成。
[0561]
(ii)使用在与上述材料(a1)的行进方向正交的方向上大体均匀地加压的加压装置,在如下的状态下进行加压的工序:以所有的增强纤维的纤维轴方向与上述正交方向所成的角度为-20
°
~20
°
的方式使上述材料(a1)沿一个方向行进,且加热至上述基体树脂的熔点以上的温度t、或没有熔点时加热至玻璃化转变温度以上的温度t。
[0562]
(iii)将利用上述加压装置加压后的上述材料(a1)冷却而获得纤维增强塑料的工序。
[0563]
予以说明的是,上述角度和相对于材料(a1)的行进方向正交的方向与增强纤维丝束的纤维轴方向所成的角度一致。
[0564]
(工序(i))
[0565]
工序(i)中,获得包含丝束预浸料基材的材料(a1)。材料(a1)可以为仅由1张丝束预浸料基材形成的单层的材料,也可以为将2张以上的丝束预浸料基材层叠而成的预浸料层叠体。
[0566]
(丝束预浸料基材)
[0567]
工序(i)中所使用的丝束预浸料基材通过将基体树脂含浸于多根丝束沿一个方向对齐的增强纤维丝束而形成。
[0568]
丝束由20,000~200,000根单纤维集束而形成。如果构成丝束的单纤维的根数为上述范围内,则在工序(ii)中增强纤维丝束的纤维轴方向容易无规化,可获得机械物性的各向同性、各向异性被控制且机械物性的波动少的纤维增强塑料。
[0569]
构成丝束的单纤维的根数优选为25,000~150,000根,更优选为30,000~100,000根,进一步优选为35,000~75,000根。
[0570]
作为丝束的单位面积重量(每单位长度的质量),优选为1.6~10g/m,更优选为2.0~7.0g/m,进一步优选为2.3~5.0g/m。
[0571]
作为材料(a1)中所含的丝束预浸料基材,优选为具有第一发明的材料(a)中所含的预浸料基材的特征的丝束预浸料基材。即,作为材料(a1)所含的预浸料基材,优选为在与增强纤维丝束的纤维轴正交的方向上交替地形成有上述区域(b)和上述区域(c)的丝束预浸料基材。由此,能够解决第一课题和第四课题这两者。
[0572]
通过将材料(a1)所含的丝束预浸料基材设为同时具有第一发明的材料(a)所含的预浸料基材的特征、和第三发明的材料(a0)所含的预浸料基材的特征的丝束预浸料,能够将第一课题、第三课题和第四课题全部解决。
[0573]
作为形成丝束的单纤维,没有特别限定,例如,可以使用无机纤维、有机纤维、金属纤维、或将它们组合而得的混合构成的增强纤维。作为各纤维的具体例,例如,可以举出与第一发明中例举的纤维相同的纤维,优选的方式也相同。
[0574]
作为将碳纤维集束而得的丝束,优选为根据jis r7601(1986)测定的丝束拉伸强
度为1.0gpa以上9.0gpa以下、且丝束拉伸弹性模量为150gpa以上1000gpa以下的丝束。
[0575]
作为将碳纤维集束而得的丝束,更优选为根据jis r7601(1986)测定的丝束拉伸强度为1.5gpa以上9.0gpa以下、且丝束拉伸弹性模量为200gpa以上1000gpa以下的丝束。
[0576]
形成丝束的单纤维的平均纤维直径优选为1~50μm,更优选为5~20μm。
[0577]
作为构成丝束的单纤维的真圆度,没有特别限定,优选为0.70以上0.94以下。如果真圆度为0.70以上,则能够抑制由单纤维内的局部应力集中导致的纤维增强塑料的机械物性降低。如果真圆度为0.94以下,则增强纤维丝束的纤维轴方向容易无规化,容易获得机械物性的各向同性、各向异性被控制且机械物性的波动少的纤维增强塑料。更优选的真圆度为0.75~0.90。
[0578]
予以说明的是,真圆度是通过下述式(d1)求得的值,s及ld是将与单纤维的纤维轴垂直的截面通过sem观察进行图像解析而得到的、单纤维的截面积及周长。
[0579]
真圆度=4πs/ld2···
(d1)
[0580]
作为用于第五发明的基体树脂,可以为热塑性树脂,也可以为热固性树脂。基体树脂可以单独使用一种,也可以并用两种以上。
[0581]
作为用于第五发明的基体树脂,基于与第一发明相同的理由,优选为热塑性树脂。
[0582]
作为热塑性树脂,没有特别限定,例如,可以举出与第一发明中例举的热塑性树脂相同的热塑性树脂,优选的方式也相同。热塑性树脂可以单独使用一种,也可以并用两种以上,还可以将两种以上制成聚合物合金来使用。
[0583]
作为热固性树脂,没有特别限定,例如,可以举出与第一发明中例举的热固性树脂相同的热固性树脂,优选的方式也相同。热固性树脂可以单独使用一种,也可以并用两种以上。
[0584]
丝束预浸料基材中,根据目标结构材的要求特性,可以配合与第一发明中例举的添加剂相同的添加剂。
[0585]
此外,在工序(i)中所使用的丝束预浸料基材上,以与纤维轴交叉的方式形成有切口。由此,在上述丝束预浸料基材中,形成沿一个方向对齐的纤维长度长的丝束被切口分割的状态。
[0586]
一般而言,增强纤维越长,越可获得机械物性优异的结构材,但在尤其是冲压成型时,由于流动性降低,因此不易获得复杂的三维形状的结构材。第五发明中,通过使丝束预浸料基材带有切口,从而丝束被切断而变短,因此即使在冲压成型时丝束和基体树脂也容易流动。因此,也容易获得凸缘、凸起等复杂的三维形状的结构材。
[0587]
此外,第三发明中,由于使用带有切口的丝束预浸料基材来获得纤维增强塑料,因此与使用无规材的情况相比,机械物性良好,其波动也能够变小。
[0588]
形成于丝束预浸料基材的切口的形状没有特别限定,例如,可以为直线状,也可以为曲线状,还可以为折线状。
[0589]
形成于丝束预浸料基材的切口相对于增强纤维的纤维轴的角度也没有特别限定。
[0590]
丝束预浸料基材中的、被切口切断的丝束的长度优选为1~100mm,更优选为3~70mm,进一步优选为5~50mm,特别优选为10~50mm,最优选为10~35mm。如果上述丝束的长度为下限值以上,则容易获得具有充分的机械物性的纤维增强塑料。如果上述丝束的长度为上限值以下,则成型时丝束和基体树脂容易流动,因此容易将所得的纤维增强塑料赋形
为具有凸缘等复杂的三维形状的结构材。
[0591]
丝束预浸料基材中的纤维体积含有率(vf)优选为5~70体积%,更优选为10~60体积%,进一步优选为15~50体积%。如果vf为下限值以上,则容易获得具有充分的机械物性的结构材。如果vf为上限值以下,则赋形时容易获得良好的流动性。
[0592]
予以说明的是,丝束预浸料基材的vf值的意思是,增强纤维丝束的体积相对于丝束预浸料基材中的增强纤维丝束、基体树脂、和除了孔隙(气体)以外的添加剂等其他成分的合计体积的比例。
[0593]
丝束预浸料基材的厚度优选为50~500μm。如果丝束预浸料基材的厚度为下限值以上,则丝束预浸料基材的操作变得容易。此外在将2张以上的丝束预浸料基材层叠而获得期望厚度的材料(a1)的情况下,能够抑制丝束预浸料基材的层叠张数过多,因此生产率提高。如果丝束预浸料基材的厚度为上限值以下,则能够抑制丝束预浸料基材制造时所产生的丝束预浸料基材内部的孔隙(空孔),因此容易获得具有充分的机械物性的纤维增强塑料。
[0594]
第五发明中,丝束预浸料基材的厚度对最终获得的结构材的强度造成的影响小。
[0595]
丝束预浸料基材的制造方法没有特别限定,可以采用公知的方法。
[0596]
作为丝束预浸料基材上的切口的形成方法,例如,可以举出与第一发明中例举的形成方法相同的形成方法,优选的方式也相同。
[0597]
在将材料(a1)设为预浸料层叠体的情况下,与第一发明同样,在该预浸料层叠体中,优选在所层叠的丝束预浸料基材之间层叠树脂片而形成树脂层。由此,在工序(ii)中流动性提高,容易获得机械物性的各向同性、各向异性被控制且机械物性的波动少的纤维增强塑料。
[0598]
作为用于上述树脂层的树脂,没有特别限定,例如,可以举出与用于丝束预浸料基材的基体树脂相同的树脂。用于上述树脂层的基体树脂优选为与用于丝束预浸料基材的基体树脂相同的树脂。予以说明的是,用于上述树脂层的树脂也可以为与用于丝束预浸料基材的基体树脂不同的树脂。
[0599]
在将材料(a1)设为丝束预浸料层叠体的情况下,在工序(i)中将多个丝束预浸料基材层叠的方式只要为如下方式即可,即:在工序(ii)中那些丝束预浸料基材中的增强纤维丝束的纤维轴方向与材料(a1)的行进方向交叉的方式。
[0600]
作为预浸料层叠体的方式的具体例,例如,可以举出将2张以上的丝束预浸料基材以各丝束预浸料基材的增强纤维丝束的纤维轴成为同一个方向的方式对齐而层叠的方式。该方式中,由于各丝束预浸料基材的增强纤维丝束的纤维轴的方向对齐,因此在工序(ii)中对于各丝束预浸料基材,容易按照增强纤维丝束的纤维轴的方向与材料(a1)的行进方向交叉的方式控制它们的角度关系。
[0601]
此外,可以设为在形成预浸料层叠体的各丝束预浸料基材间增强纤维丝束的纤维轴的方向偏移的方式。换言之,在将多个丝束预浸料基材层叠时,并非必须以各丝束预浸料基材的增强纤维丝束的纤维轴的方向完全对齐的方式严格控制各丝束预浸料基材的角度。
[0602]
此外,在层叠的各丝束预浸料基材间在增强纤维丝束的纤维轴的方向上存在偏移的情况下,相对于预浸料层叠体中的层叠张数为66%以上的丝束预浸料基材的增强纤维丝束的纤维轴的方向的偏移优选为40
°
以下,更优选为10
°
以下。各丝束预浸料基材间的增强
纤维丝束的纤维轴的方向的偏移越小,在工序(ii)中越容易控制材料(a)的行进方向与各丝束预浸料基材的增强纤维丝束的纤维轴方向的角度关系。
[0603]
预浸料层叠体中的丝束预浸料基材的层叠数优选为2~16,更优选为4~12。如果丝束预浸料基材的层叠数为下限值以上,则容易获得具有充分的机械物性的纤维增强塑料。如果丝束预浸料基材的层叠数为上限值以下,则层叠作业变得容易,生产率优异。
[0604]
材料(a1)的厚度优选为0.25~6.0mm,更优选为0.4~6.0mm,进一步优选为0.5~4.0mm。如果材料(a)的厚度为下限值以上,则容易获得具有充分的机械物性的纤维增强塑料。如果材料(a)的厚度为上限值以下,则通过后述的工序(ii)中的加压,材料(a)中的增强纤维丝束的纤维轴的方向更容易无规化,容易获得机械物性的各向同性、各向异性被控制且机械物性的波动少的纤维增强塑料。
[0605]
(工序(ii)及工序(iii))
[0606]
工序(ii)及工序(iii)中,使用材料(a1)作为材料(a),除此以外,与第一发明的工序(ii)及工序(iii)同样的进行。
[0607]
工序(ii)中,基体树脂以及被切口切断的丝束流动,增强纤维丝束的纤维轴的方向变化为各种方向。其结果,材料(a)中的增强纤维丝束的纤维轴的方向无规化,能够获得机械物性的各向同性、各向异性被控制且机械物性的波动少的纤维增强塑料。
[0608]
[作用效果]
[0609]
如以上说明的那样,第五发明的制造方法中,使用含有丝束预浸料基材的材料(a1),该丝束预浸料基材具备使用将特定根数的单纤维集束而成的丝束所形成的增强纤维丝束。并且,在以增强纤维丝束的纤维轴方向与材料(a1)的行进方向交叉的方式使材料(a1)行进的同时,对材料(a1)在该正交方向上大体均匀地加压。由此,增强纤维丝束的纤维轴方向无规化,因此可获得强度等机械物性优异、而且其各向同性、各向异性被控制、基于部位、方向的波动少的纤维增强塑料。此外,所得的纤维增强塑料中,丝束在基体树脂中均匀地分散,因此耐热性也优异。
[0610]
第五发明中,作为增强纤维丝束的纤维轴的方向良好地无规化的因素,认为如下。一般而言,在树脂中存在无机物的情况下,存在该无机物的分散性越差,则熔融状态时的树脂的粘度越低而流动性越高的倾向。第五发明中,由于使用将20,000根以上的单纤维集束而成的丝束,因此在加压前的状态下与不使用该丝束的情况相比,单纤维在基体树脂中的分散性变差。因此,认为在工序(ii)中熔融的状态下与不使用该丝束的情况相比,树脂的粘度变低而流动性变高。此外认为,通过使形成丝束的单纤维为200,000根以下,可充分确保丝束对于树脂流动的追随性。从这些出发认为,丝束也追随流动性高的树脂而充分流动,因此增强纤维丝束的纤维轴的方向良好地无规化。
[0611]
此外,通过使用将20,000根以上的单纤维集束而成的丝束,与不使用该丝束的情况相比,能够更廉价地制造纤维增强塑料。
[0612]
此外,第五发明的方法中,即使使用丝束预浸料基材中的增强纤维丝束的纤维轴的方向偏向特定范围的材料(a1),也能够制造机械物性优异、而且其各向同性、各向异性被控制、波动少、且耐热性也优异的纤维增强塑料。因此,在连续地制造带状的纤维增强塑料的情况下,无需分别制造增强纤维丝束的纤维轴的方向不同的丝束预浸料基材,制造简便,在成本方面也有利。此外,在制造单张的纤维增强塑料的情况下,也无需按照增强纤维丝束
的纤维轴的方向不偏向的方式一边使各丝束预浸料基材随时以预定的旋转角度旋转一边进行层叠。因此,即使在使用预浸料层叠体的情况下,丝束预浸料基材的层叠作业也简便且容易控制,在成本方面也有利。
[0613]
此外,通过第五发明的制造方法获得的纤维增强塑料中,由于丝束被形成于丝束预浸料基材的切口切断,因此赋形时的流动性高,能够合适地用于制造三维形状等复杂形状的结构材。
[0614]
如果对通过第五发明的制造方法获得的纤维增强塑料赋形,则能够获得机械物性优异、而且其各向同性、各向异性被控制、波动少、且耐热性也优异的结构材。
[0615]
予以说明的是,第五发明的制造方法并不限定于上述方法。作为第五发明的纤维增强塑料的制造方法的其他方式,例如,可以举出与第一发明中例举的其他方式相同的方式。
[0616]
<第六发明>
[0617]
解决第五课题的第六发明的纤维增强塑料包含无规地配置的碳纤维和基体树脂。
[0618]
[碳纤维]
[0619]
第六发明中,作为碳纤维,使用拉伸弹性模量为350gpa以上的碳纤维(x)、和拉伸弹性模量为200gpa以上且小于350gpa的碳纤维(y)。
[0620]
(拉伸弹性模量)
[0621]
碳纤维的拉伸弹性模量是通过jis r7608:2007(iso16018:2004)的b法测定的碳纤维的拉伸弹性模量。
[0622]
(碳纤维(x))
[0623]
碳纤维(x)的拉伸弹性模量为350gpa以上,优选为400gpa以上,更优选为600gpa以上。该拉伸弹性模量的上限实质上没有规定,例如优选为900gpa以下。
[0624]
碳纤维(x)优选为沥青(pitch)系碳纤维。沥青系碳纤维是指以“将中间相沥青即处理石油焦油、煤焦油等而生成的部分显示液晶结构的树脂、或人工合成的中间相沥青纺丝、不熔化并进一步使其碳化而生成的、石墨结晶结构在纤维轴方向上高度发达的实质上仅由碳构成的长丝纤维(p)”为主要成分而构成的纤维的集合体。沥青系碳纤维具有弹性模量高且热膨胀少等优点。
[0625]
碳纤维(x)优选为实质上仅由上述长丝纤维(p)构成的纤维的集合体。
[0626]
碳纤维(x)的比重优选为1.9~2.26,更优选为2.05~2.20。如果该比重为上述范围的下限值以上,则石墨结构的存在比率充分高,容易获得优异的强度、弹性模量,如果为上限值以下,则容易获得优异的强度。
[0627]
对于碳纤维(x)而言,作为合适的市售品,可以举出dialead(注册商标)k1352u、k1392u、k13c2u、k13d2u、k13312、k63712、k63a12(以上为商品名,三菱丽阳公司制)等。
[0628]
[碳纤维(y)]
[0629]
碳纤维(y)的拉伸弹性模量为200gpa以上且小于350gpa,优选为220~300gpa。
[0630]
碳纤维(y)优选为聚丙烯腈(pan)系碳纤维。聚丙烯腈系碳纤维是指以“使由以丙烯腈为主成分聚合而成的聚丙烯腈系树脂构成的纤维不熔化并进一步碳化而生成的实质上仅由碳构成的长丝纤维(an)”为主要成分而构成的纤维的集合体。聚丙烯腈系碳纤维具有低密度和高比强度等优点。
[0631]
碳纤维(y)优选为实质上仅由上述长丝纤维(an)构成的纤维的集合体。
[0632]
碳纤维(y)的比重优选为1.7~1.9,更优选为1.75~1.85。如果该比重为上述范围的下限值以上,则石墨结构的存在比率充分高,容易获得优异的强度、弹性模量,如果为上限值以下,则烧成温度不会过高,在成本方面优选。
[0633]
对于碳纤维(y)而言,作为合适的市售品,可以举出pyrofil(注册商标)tr30s 3l、tr50s 6l、trh50 12l、trh50 18m、tr50s 12l、tr50s 15l、mr40 12m、mr60h 24p、ms40 12m、trh50 60m、trw40 50l(以上为制品名,三菱丽阳公司制)等。
[0634]
从容易抑制成本的方面出发,碳纤维(x)优选为沥青系碳纤维。
[0635]
从强度表现性更良好的方面出发,碳纤维(y)优选为聚丙烯腈系碳纤维。
[0636]
尤其如果碳纤维(x)为沥青系碳纤维、且碳纤维(y)为聚丙烯腈系碳纤维,则从成本和机械特性的平衡方面出发优选。
[0637]
[平均纤维长度]
[0638]
纤维增强塑料中的碳纤维的平均纤维长度为1~100mm,优选为3~70mm,更优选为5~50mm,进一步优选为10~50mm。如果碳纤维的平均纤维长度为上述下限值以上,则容易获得必要的机械特性。如果碳纤维的纤维长度为上述上限值以下,则赋形时容易获得必要的流动性。
[0639]
[基体树脂]
[0640]
用于第六发明的基体树脂可以为热塑性树脂,也可以为热固性树脂。基体树脂可以单独使用一种,也可以并用两种以上。
[0641]
作为用于第六发明的基体树脂,基于与第一发明相同的理由,优选为热塑性树脂。
[0642]
作为热塑性树脂的例子,例如,可以举出与第一发明中例举的热塑性树脂相同的热塑性树脂,优选的方式也相同。热塑性树脂可以单独使用一种,也可以并用两种以上,还可以将两种以上制成聚合物合金来使用。
[0643]
作为热固性树脂,没有特别限定,例如,可以举出与第一发明中例举的热固性树脂相同的热固性树脂,优选的方式也相同。热固性树脂可以单独使用一种,也可以并用两种以上。
[0644]
<纤维增强塑料>
[0645]
第六发明的纤维增强塑料包含碳纤维(x)、碳纤维(y)和基体树脂,碳纤维(x)偏集于表层。
[0646]
碳纤维(x)偏集于表层的意思是,在纤维增强塑料中碳纤维(x)的分布在厚度方向上不均匀,在表层存在最多。
[0647]
纤维增强塑料优选表层为仅包含碳纤维(x)作为碳纤维的层,作为表层以外的层,优选具有包含碳纤维(x)和碳纤维(y)的层、和/或仅包含碳纤维(y)作为碳纤维的层。进一步也可以存在不含碳纤维的基体树脂层。
[0648]
如此,通过使拉伸弹性模量高于碳纤维(y)的碳纤维(x)偏集于表层,能够高效地提高纤维增强塑料的弯曲弹性模量。
[0649]
作为表层而存在的、仅包含碳纤维(x)作为碳纤维的层的厚度相对于纤维增强塑料的厚度优选为3~30%,优选为6~20%。如果为上述范围的下限值以上,则弹性模量优异,如果为上限值以下,则强度优异。
[0650]
碳纤维所偏集的表层可以仅存在于纤维增强塑料的正反两面中的一面,但优选存在于两面。在存在于两面的情况下,各个碳纤维所偏集的表层的厚度相对于纤维增强塑料的厚度优选为3~30%,优选为6~20%。
[0651]
作为纤维增强塑料的优选方式,可以举出下述的第一方式或第二方式。
[0652]
第一方式:表层为仅包含碳纤维(x)作为碳纤维的层,除此以外为包含碳纤维(x)和碳纤维(y)的层及仅包含碳纤维(y)作为碳纤维的层。
[0653]
第二方式:表层为仅包含碳纤维(x)作为碳纤维的层,除此以外为仅包含碳纤维(y)作为碳纤维的层,不含碳纤维(x)和碳纤维(y)混合存在的层。
[0654]
第一方式或第二方式的纤维增强塑料可以分别通过后述的纤维增强塑料的制造方法的第一方式或第二方式来合适地制造。
[0655]
此外,第二方式的纤维增强塑料也可以通过如下方法制造:利用公知的方法分别制作仅包含无规地配置的碳纤维(x)作为碳纤维的纤维增强塑料、和仅包含无规地配置的碳纤维(y)作为碳纤维的纤维增强塑料,将它们以仅包含碳纤维(x)的纤维增强塑料成为最外层的方式层叠,并通过公知的方法进行一体化。
[0656]
在不损害本发明的目的的范围内,纤维增强塑料可以包含碳纤维以外的其他增强纤维、添加剂。
[0657]
作为其他增强纤维,可以举出例如玻璃纤维、有机纤维、金属纤维等。
[0658]
作为添加剂,例如,可以举出非纤维状填料、阻燃剂、颜料、脱模剂、增塑剂、表面活性剂等。
[0659]
(纤维体积含有率(vf))
[0660]
纤维增强塑料中的碳纤维的纤维体积含有率(vf)优选为5~70体积%,更优选为10~60体积%,进一步优选为15~50体积%。如果碳纤维的vf为上述上限值以下,则不易发生由韧性降低导致的界面强度降低,此外赋形时的流动性也不易降低。如果碳纤维的vf为上述下限值以上,则容易获得作为纤维增强塑料所必须的机械特性。
[0661]
第六发明的纤维增强塑料中,纤维体积含有率(vf)可以不均匀。
[0662]
在上述第一方式的纤维增强塑料中,仅包含碳纤维(x)的层的vf值优选为5~70体积%,更优选为10~60体积%,进一步优选为15~50体积%。包含碳纤维(x)和碳纤维(y)的层的vf值优选为5~70体积%,更优选为10~60体积%,进一步优选为15~50体积%。仅包含碳纤维(y)的层的vf值优选为5~70体积%,更优选为10~60体积%,进一步优选为15~50体积%。
[0663]
[取向度pf]
[0664]
第六发明的纤维增强塑料中的pf为0.001~0.8。在碳纤维的纤维长度为1mm~100mm的情况下,如果pf为0.8以下,则赋形时可获得充分的流动性,也可获得充分的机械物性。pf的下限值从纤维增强塑料的物性方面考虑没有特别限制。但是,使pf成为0是困难的,0.001以上才是现实的值。pf的上限值优选为0.5,更优选为0.3,进一步优选为0.15。
[0665]
[椭圆背离系数ec]
[0666]
第六发明的纤维增强塑料的ec为1
×
10-5
~9
×
10-5
。在碳纤维无规地取向的碳纤维增强塑料中,ec越大,意味着机械物性的波动越大。
[0667]
如果ec为9
×
10-5
以下,则能够抑制机械物性的波动。本发明的碳纤维增强塑料的
ec优选为8.5
×
10-5
以下,更优选为8
×
10-5
以下。
[0668]
如果考虑机械特性与其波动的平衡,则从制造上的观点考虑,现实的、与碳纤维的纤维长度对应的ec的优选下限值如下。当碳纤维的纤维长度为5~10mm时,ec优选为1.5
×
10-5
以上。当碳纤维的纤维长度超过10mm且为35mm以下时,ec优选为2
×
10-5
以上。当碳纤维的纤维长度超过35mm且为70mm以下时,ec优选为3
×
10-5
以上。当碳纤维的纤维长度超过70mm且为100mm以下时,ec优选为4
×
10-5
以上。
[0669]
[分散参数dp]
[0670]
第六发明的碳纤维增强塑料中的碳纤维的三维分散是由碳纤维增强塑料的厚度方向的截面中的、碳纤维的分散参数dp表示。
[0671]
第六发明的纤维增强塑料的dp优选为80~100。
[0672]
dp的值越小且碳纤维的分散性越差,耐热性变得越差。如果dp为80以上,则容易获得良好的耐热性。纤维增强塑料的dp优选为84以上,更优选为88以上。纤维增强塑料的dp的上限值的理论值为100。从制造上的观点考虑,现实的优选的dp的上限值为98。
[0673]
纤维增强塑料的赋形时的流动性通过赋形时的树脂的流动或树脂层的滑动而产生。因此,纤维增强塑料中的树脂可流动的路径越宽,赋形时越可获得更高的流动性。即,dp越小,赋形时的流动性越高。但是,在第六发明的碳纤维增强塑料中,通过将pf控制在上述范围内,从而即使dp的值高也表现高流动性。
[0674]
关于所含有的纤维不同的各层(仅包含碳纤维(x)的层、包含碳纤维(x)和碳纤维(y)的层、仅包含碳纤维(y)的层),分别通过以下的操作算出dp后,求出与试片的截面中的各层的面积分率相乘后的平均值(面积平均),作为最终的dp。予以说明的是,关于包含碳纤维(x)和碳纤维(y)的层,应用式(b9)时的碳纤维的半径r设为该层的切断面中的碳纤维(x)的半径和碳纤维(y)的半径的面积平均(碳纤维(x)的截面积合计和碳纤维(y)的截面积合计乘以面积分率后的平均值)。
[0675]
<纤维增强塑料的制造方法>
[0676]
第六发明的纤维增强塑料的制造方法是具有下述工序(i)~(iii)的方法。
[0677]
(i)获得包含预浸料基材的材料(a2)的工序,该预浸料基材中,基体树脂含浸于沿一个方向对齐的碳纤维,且以与碳纤维的纤维轴交叉的方式形成有切口。
[0678]
(ii)使用在与上述材料(a2)的行进方向正交的方向上大体均匀地加压的加压装置,在如下的状态下进行加压的工序:以所有的增强纤维的纤维轴方向与上述正交方向所成的角度为-20
°
~20
°
的方式使上述材料(a2)沿一个方向行进,并且加热至上述基体树脂的熔点以上的温度t、或没有熔点时加热至玻璃化转变温度以上的温度t。
[0679]
(iii)将利用上述加压装置加压后的上述材料(a2)冷却而获得纤维增强塑料的工序。
[0680]
[预浸料基材]
[0681]
预浸料基材含有碳纤维和基体树脂。进一步根据需要可以配合阻燃剂、耐候性改良剂、抗氧化剂、热稳定剂、紫外线吸收剂、增塑剂、润滑剂、着色剂、相容剂、导电性填料等添加剂。
[0682]
在工序(i)中所使用的预浸料基材上,以与纤维轴交叉的方式形成有切口。由此,在该预浸料基材中,形成沿一个方向对齐的纤维长度长的碳纤维被切口分割的状态。
[0683]
作为用于第六发明的预浸料基材,优选进一步具有第一发明中所使用的预浸料基材的特征。即,用于第六发明的预浸料基材优选为对于切口的形态而言在与增强纤维的纤维轴正交的方向上交替地形成有上述区域(b)和上述区域(c)的预浸料基材。由此,能够解决第一课题和第五课题两者。
[0684]
形成于预浸料基材的切口的形状没有特别限定,例如,可以为直线状,也可以为曲线状,还可以为折线状。
[0685]
形成于预浸料基材的切口相对于碳纤维的纤维轴的角度也没有特别限定。
[0686]
预浸料基材中的、被切口切断的碳纤维的长度优选为1~100mm,更优选为3~70mm,进一步优选为5~50mm,特别优选为10~50mm,最优选为10~35mm。如果上述碳纤维的长度为下限值以上,则容易获得具有充分的机械物性的纤维增强塑料。如果上述碳纤维的长度为上限值以下,则成型时碳纤维和基体树脂容易流动,因此容易将所得的纤维增强塑料赋形为具有凸缘等复杂的三维形状的结构材。
[0687]
预浸料基材中的纤维体积含有率(vf)优选为5~70体积%,更优选为10~60体积%,进一步优选为15~50体积%。如果vf值为上述范围的下限值以上,则容易获得具有充分的机械物性的结构材。如果vf为上述范围的上限值以下,则赋形时容易获得良好的流动性。
[0688]
预浸料基材的厚度优选为50~500μm。如果预浸料基材的厚度为下限值以上,则预浸料基材的操作变得容易。此外在将2张以上的预浸料基材层叠而获得期望厚度的材料(a2)的情况下,能够抑制预浸料基材的层叠张数过多,因此生产率提高。如果预浸料基材的厚度为上限值以下,则能够抑制预浸料基材制造时所产生的预浸料基材内部的孔隙(空孔),容易获得具有充分的机械物性的纤维增强塑料。
[0689]
第六发明中,预浸料基材的厚度对最终获得的结构材的强度造成的影响小。
[0690]
预浸料基材的制造方法没有特别限定,可以采用公知的方法。作为预浸料基材,可以使用市售的预浸料基材。
[0691]
作为预浸料基材上的切口的形成方法,例如,可以举出与第一发明中例举的形成方法相同的形成方法,优选的方式也相同。
[0692]
[纤维增强塑料的制造方法的第一方式]
[0693]
[工序(i)]
[0694]
本方式中,分别形成预浸料基材(x1)和预浸料基材(y1),将包含预浸料基材(x1)和预浸料基材(y1)的层叠体(预浸料层叠体)设为材料(a2),该预浸料基材(x1)中,基体树脂含浸于沿一个方向对齐的碳纤维(x)且以与碳纤维的纤维轴交叉的方式形成有切口,该预浸料基材(y1)中使用碳纤维(y)来代替该碳纤维(x)。
[0695]
预浸料基材(x1)与预浸料基材(y1)的基体树脂可以不同,但优选彼此相同。
[0696]
材料(a2)中,以最外侧的预浸料基材成为预浸料基材(x1)的方式且以层叠体中的碳纤维(x)和碳纤维(y)的纤维轴的方向大体相同的方式,将预浸料基材(x1)和预浸料基材(y1)层叠。
[0697]
更优选形成材料(a2)的所有预浸料基材均满足该角度的条件,并且材料(a)中的所有碳纤维的纤维轴的方向相同。
[0698]
此外,满足工序(ii)中的角度的条件的各预浸料基材彼此中的碳纤维的纤维轴
方向的偏移为40
°
以下,优选为10
°
以下。
[0699]
在制造材料(a2)时,优选在层叠的预浸料基材之间层叠树脂片而形成树脂层。由此,在工序(ii)中流动性提高,容易获得机械物性的各向同性、各向异性被控制且机械物性的波动少的纤维增强塑料。
[0700]
作为用于上述树脂层的树脂,没有特别限定,可以与预浸料基材中的基体树脂相同,也可以不同。
[0701]
预浸料基材(x1)与预浸料基材(y1)的基体树脂和树脂层的树脂优选为彼此相同。
[0702]
构成材料(a2)的预浸料基材的层叠数优选为2~16,更优选为4~12。如果预浸料基材的层叠数为下限值以上,则容易获得具有充分的机械物性的纤维增强塑料。如果预浸料基材的层叠数为上限值以下,则层叠作业变得容易,生产率优异。
[0703]
材料(a2)的厚度优选为0.25~6.0mm,更优选为0.4~6.0mm,进一步优选为0.5~4.0mm。如果材料(a2)的厚度为下限值以上,则容易获得具有充分的机械物性的纤维增强塑料。如果材料(a2)的厚度为上限值以下,则通过后述的工序(ii)中的加压,材料(a2)中的碳纤维的纤维轴的方向更容易无规化,容易获得机械物性的各向同性、各向异性被控制且机械物性的波动少的纤维增强塑料。
[0704]
[工序(ii)及工序(iii)]
[0705]
工序(ii)及工序(iii)与第一发明的工序(ii)及工序(iii)同样地进行。
[0706]
[纤维增强塑料的制造方法的第二方式]
[0707]
本方式与第一方式最大的不同之处在于,在第一方式的工序(ii)中,将包含预浸料基材(x1)和预浸料基材(y1)的层叠体(预浸料层叠体)一并加热、加压,与此相对,在第二方式的工序(ii)中,分别进行对预浸料基材(x1)或其层叠体进行加热加压而形成中间体的工序、和对预浸料基材(y1)或其层叠体进行加热加压而形成中间体的工序,之后,将各自所得的中间体一体化,制造目标纤维增强塑料。
[0708]
预浸料基材(x1)和预浸料基材(y1)分别与第二方式同样。
[0709]
[工序(i)]
[0710]
[材料(a-x)的制造]
[0711]
本方式中,在工序(i)中获得包含预浸料基材(x1)的材料(a-x)。材料(a-x)可以为仅由1张预浸料基材(x1)形成的单层的材料,也可以为将2张以上的预浸料基材(x1)层叠而成的预浸料层叠体。
[0712]
在将材料(a-x)设为预浸料层叠体的情况下,以层叠体中的碳纤维(x)的纤维轴的方向大体相同的方式将预浸料基材(x1)层叠。
[0713]
更优选形成材料(a-x)的所有预浸料基材(x1)满足该角度θ的条件,并且材料(a-x)中的所有碳纤维(x)的纤维轴的方向相同。
[0714]
此外,满足工序(ii)中的角度的条件的各预浸料基材(x1)彼此中的碳纤维(x)的纤维轴方向的偏移为40
°
以下,优选为10
°
以下。
[0715]
与第一方式同样,在制造材料(a-x)时,优选在层叠的预浸料基材(x1)之间层叠树脂片而形成树脂层。
[0716]
构成材料(a-x)的预浸料基材(x1)的层叠数优选为2~16,更优选为4~12。如果预浸料基材的层叠数为下限值以上,则容易获得具有充分的机械物性的纤维增强塑料。如果
预浸料基材的层叠数为上限值以下,则层叠作业变得容易,生产率优异。
[0717]
材料(a-x)的厚度优选为0.25~6.0mm,更优选为0.4~6.0mm,进一步优选为0.6~4.0mm。如果材料(a-x)的厚度为下限值以上,则容易获得具有充分的机械物性的纤维增强塑料。如果材料(a-x)的厚度为上限值以下,则通过工序(ii)中的加压,材料(a-x)中的碳纤维的纤维轴方向更容易无规化,容易获得机械物性的各向同性、各向异性被控制且机械物性的波动少的纤维增强塑料。
[0718]
[材料(a-y)的制造]
[0719]
此外,在材料(a-y)的制造中,使用预浸料基材(y1)代替预浸料基材(x1),同样地操作,获得材料(a-y)。
[0720]
[工序(ii)及工序(iii)]
[0721]
本方式中,在上述第一方式的工序(ii)及工序(iii)中,使用材料(a-x)代替材料(a),同样地操作,获得纤维增强塑料(x2)。所得的纤维增强塑料(x2)为将构成材料(a-x)的各预浸料基材(x1)彼此粘接而一体化的片状,预浸料基材(x1)中的碳纤维(x)被无规化。
[0722]
此外,与上述操作分开,在上述第一方式的工序(ii)及工序(iii)中,使用材料(a-y)代替材料(a),同样地操作,获得纤维增强塑料(y2)。所得的纤维增强塑料(y2)为将构成材料(a-y)的各预浸料基材(y1)彼此粘接而一体化的片状,预浸料基材(y1)中的碳纤维(y)被无规化。
[0723]
[工序(iv)]
[0724]
将上述获得的纤维增强塑料(x2)和纤维增强塑料(y2)以最外侧的纤维增强塑料为纤维增强塑料(x2)的方式一体化,获得目标纤维增强塑料。
[0725]
具体而言,优选将1层以上纤维增强塑料(x2)、1层以上纤维增强塑料(y2)、和1层以上纤维增强塑料(x2)依次层叠并一体化。将它们层叠一体化的工序可以使用例如热熔接法、振动熔接法、热压法、或加热辊加压法等。
[0726]
[作用效果]
[0727]
本发明的制造方法中,通过在工序(ii)中将上述角度控制在特定的范围,并利用特定的加压装置对材料(a)、(a-x)或(a-y)进行加压,从而碳纤维(x)和碳纤维(y)流动而使其纤维轴的方向无规化。
[0728]
第一方式中,通过将材料(a)的最外侧的预浸料基材设为预浸料基材(x1),可获得碳纤维(x)偏集于表层的纤维增强塑料。
[0729]
此外第二方式中,通过将纤维增强塑料(x2)和纤维增强塑料(y2)以最外侧的纤维增强塑料为纤维增强塑料(x2)的方式一体化,可获得碳纤维(x)偏集于表层的纤维增强塑料。
[0730]
通过控制工序(ii)中的加压时的线压、加压时间、温度t等,从而不仅能够使所得的纤维增强塑料的机械物性的各向同性优异,而且能够按照期望来控制机械物性的各向异性。
[0731]
例如,能够获得利用后述的方法测定的、表示md方向与td方向的弯曲强度比的σ
m
/σ
t
小于3.0的纤维增强塑料。如果该σ
m
/σ
t
小于3.0,则尤其在为各向同性,容易抑制由缺陷点(强度极弱处)开始的破坏,机械特性优异方面是优选的。
[0732]
<弯曲强度比(σ
m
/σ
t
)的测定>
[0733]
利用湿式切割机从测定对象的纤维增强塑料切出长度100mm、宽度25mm的弯曲试片,根据jis k7074中规定的试验方法,进行3点弯曲试验而测定弯曲强度。此时,分别制作弯曲试片的长边方向与纤维增强塑料制造时的md方向(相对于辊的轴线方向为90
°
的方向)一致的弯曲试片、和与td方向(辊的轴线方向)一致的弯曲试片而进行试验。作为试验机,可以举出instron万能试验机4465型。此外,试验在室温(23℃左右)实施。测定的试片数分别取n=6,算出它们的平均值,作为弯曲强度。进一步,从弯曲强度的测定值算出标准偏差,将该标准偏差除以平均值,从而算出作为波动指标的变动系数(cv值,单位:%)。
[0734]
算出弯曲强度比σ
m
/σ
t
。其中,σ
m
是对于将长边方向设为纤维增强塑料制造时的md方向的弯曲试片在室温测定的弯曲强度。σ
t
是对于将长边方向设为纤维增强塑料制造时的td方向的弯曲试片在室温测定的弯曲强度。
[0735]
根据第六发明,使用碳纤维(x)和碳纤维(y)这两者作为碳纤维,尤其使拉伸弹性模量高的碳纤维(x)偏集于表层,从而弯曲弹性模量高效地提高,可获得弯曲弹性模量和强度的平衡优异的纤维增强塑料。
[0736]
此外,由于纤维增强塑料中的纤维被无规地配置,因此赋形时的流动性良好,能够赋形为三维形状等复杂的形状。
[0737]
通过将第六发明的纤维增强塑料赋形,能够制造机械物性良好、机械物性的各向同性、各向异性被控制尤其弹性模量优异的结构材。
[0738]
予以说明的是,本发明的纤维增强塑料的制造方法中,可以将第三发明、第五发明以及第六发明中说明的纤维增强塑料的制造方法中的一种以上与第一发明的纤维增强塑料的制造方法组合。
[0739]
以下,通过实施例来详细说明本发明,但本发明并不限定于以下的记载。
[0740]
[起伏评价]
[0741]
起伏评价如下进行:将纤维增强塑料在外径0.091m的纸管上以卷绕转矩40n/m卷绕10m长度,测定此时的卷绕直径d(m),算出上述d/k。
[0742]
k={(4lw/πρ)+d2}
1/2
、
[0743]
d:芯材的直径(m)、
[0744]
w:增强纤维塑料的单位面积重量(g/m2)、
[0745]
ρ:增强纤维塑料的真密度(g/m3)、
[0746]
l:增强纤维塑料的卷绕长度(m)。
[0747]
[粘弹性特性(tanδ)的测定]
[0748]
利用水射流切割机,从各例中获得的纤维增强塑料切出直径25mm的圆板,制成试验体。
[0749]
作为试验装置,使用ta instrument公司制流变仪(制品名“ar-g2”)。安装直径25mm的铝制的上下2张平行板,进行映射(mapping)而将残留转矩去除。通过进行该“映射”,能够进行高精度的测定。在试验体的基体树脂的熔点(165℃)进行平行板间隔的0点调整后,在上下的平行板的下侧板上设置试验体,将上侧板下降至其整面与试验体接触的位置。将此时的上下平行板的间隔(间隙)设为测定时的试验体厚度。维持间隙一定,从比作为测定开始温度的熔点低30℃的温度即135℃(其中基体树脂为尼龙6时为190℃)开始,在下述的测定条件下,利用2张平行板夹着试验体而施加一定的应变,记录此时作为响应的储能模
量g
’
和损耗模量g”。将损耗模量g”除以储能模量g
’
而得的值设为tanδ。
[0750]
(测定条件)
[0751]
频率:1hz、
[0752]
应变:0.1%、
[0753]
测定温度范围:135℃~175℃(其中基体树脂为尼龙6时为190~230℃)、
[0754]
升温速度:2℃/分钟、
[0755]
测定点:每30秒(每1℃)。
[0756]
[赋形时的流动性]
[0757]
各例中获得的纤维增强塑料的赋形时的流动性通过以下的方法进行评价。
[0758]
从所得的纤维增强塑料切出纵78mm、横78mm的板状物。将该板状物以成为约4mm厚的张数重叠,使用小型试验压机(东洋精机制,制品名:mp-2fh)在230℃加热10分钟后,在145℃、5mpa的条件下进行60秒压制。测定加压成型前的初始厚度h
a
(mm)和加压成型后的最终厚度h
b
(mm),通过将初始厚度除以最终厚度而得的比h
a
/h
b
来评价流动性。
[0759]
[赋形后的结构材的机械物性]
[0760]
各例中获得的纤维增强塑料的赋形后的结构材的机械物性通过以下的方法进行评价。
[0761]
将各例中获得的纤维增强塑料切出220mm见方,将其以相同方向(以md、td、层叠时的方向成为相同的方式)按厚度4mm重叠,投入设定为270℃(基体树脂为尼龙6时为320℃)的远红外线加热器式加热装置(ngk kilntec株式会社制,制品名:h7gs-71289),加热6分钟。使用安装了310mm见方且深度40mm的印盒模具(下模凹、上模凸)的300t加压机(川崎油工株式会社制),将模具温度设定为90℃、成型压力设定为18mpa,将通过加热使树脂熔融的纤维增强塑料装入模具的下模的中央部,进行1分钟压制,从而获得310mm见方、厚度2mm的冲压成型品(结构材)。此时,纤维增强塑料从远红外线加热器式加热装置被取出后直至被压制为止的时间为25秒。
[0762]
利用湿式切割机从所得的冲压成型品切出长度100mm、宽度25mm的弯曲试片,根据jis k7074中规定的试验方法进行3点弯曲试验。此时,分别制作弯曲试片的长边方向与纤维增强塑料制造时的md方向(相对于辊的轴线方向为90
°
的方向)一致的弯曲试片、和与td方向(辊的轴线方向)一致的弯曲试片各6根,对总计12根进行试验,将其平均值记录为弯曲强度。作为试验机,使用instron万能试验机4465型。此外,试验在室温(23℃)和80℃实施。进一步,从室温(23℃)下的弯曲强度的测定值算出标准偏差,将该标准偏差除以平均值,从而算出作为波动指标的变动系数(cv值,单位:%)。
[0763]
此外,作为80℃弯曲强度保持率,算出比σ
80℃
/σ
rt
(单位:%)。其中,σ
80℃
为在80℃测定的弯曲强度。σ
rt
为在室温测定的弯曲强度。
[0764]
予以说明的是,关于制造时没有明确的md方向、td方向的比较例2~10,将任意的方向设为md方向,将与该方向正交的方向设为td方向进行评价。
[0765]
[孔隙率的测定]
[0766]
利用湿式切割机将纤维增强塑料在厚度方向上切断,将该截面进行镜面研磨后,利用光学显微镜进行观察,测定孔隙所占的面积相对于切断面的截面积的比例作为孔隙率。
[0767]
[机械物性评价]
[0768]
<弯曲强度、变动系数(cv值)、80℃弯曲强度保持率的测定>
[0769]
将各例中获得的纤维增强塑料切出300mm见方,将其以相同方向(以md、td、层叠时的方向成为相同的方式)按厚度2mm重叠。将该层叠物配置于300mm见方且深度15mm的印盒模具中,加热至200℃(其中基体树脂为尼龙6时为250℃)后,利用多段加压机(神藤金属工业所制压缩成型机,制品名:sfa-50hh0)通过200℃(其中基体树脂为尼龙6时为250℃)的盘面以0.1mpa的压力从两面侧进行2分钟加热加压。之后,以相同的压力冷却至室温,获得板状的厚度2mm的纤维增强塑料板。利用湿式切割机从所得的纤维增强塑料板切出长度100mm、宽度25mm的弯曲试片,根据jis k7074中规定的试验方法进行3点弯曲试验而测定弯曲强度。此时,分别制作弯曲试片的长边方向与纤维增强塑料制造时的md方向(相对于辊的轴线方向为90
°
的方向)一致的弯曲试片、和与td方向(辊的轴线方向)一致的弯曲试片各6根,对总计12根进行试验,将其平均值记录为弯曲强度。作为试验机,使用instron万能试验机4465型。此外,试验在室温(23℃)和80℃实施。进一步,从室温(23℃)下的弯曲强度的测定值算出标准偏差,将该标准偏差除以平均值,从而算出作为波动指标的变动系数(cv值,单位:%)。
[0770]
此外,作为80℃弯曲强度保持率,算出比σ
80℃
/σ
rt
(单位:%)。其中,σ
80℃
为在80℃测定的弯曲强度。σ
rt
为在室温测定的弯曲强度。
[0771]
予以说明的是,关于制造时没有明确的md方向、td方向的比较例2~10,将任意的方向设为md方向、与该方向正交的方向设为td方向进行评价。
[0772]
[pf、ec的评价]
[0773]
按照上述pf的测定方法及ec的测定方法,分别测定pf和ec。x射线衍射测定使用具备纤维试样台的x射线衍射装置(rigaku公司制,ttr-iii),使测定试样载置于台上,将靶设为cu来进行。具体而言,一边从测定试样的上方照射x射线,一边使该测定试样以其厚度方向为轴进行旋转,利用配置为衍射角2θ=24.5
°
的检测器获取衍射x射线。作为标准试样,使用vf为35体积%的试样。
[0774]
[dp的评价]
[0775]
从纤维增强塑料切出3cm见方的试片,包埋于kulzer公司制technovit4000。technovit4000固化后,以露出试片的截面的方式进行研磨且进行镜面处理。
[0776]
接着,按照以下的条件拍摄试片的截面照片。
[0777]
(拍摄条件)
[0778]
装置:奥林巴斯公司制工业用光学显微镜bx51m、
[0779]
透镜倍率:500倍、
[0780]
拍摄点距:0.17μm。
[0781]
在所得的截面照片中,将与试片的截面中的(厚度方向
×
厚度方向的正交方向0.5mm)的范围相当的部分作为处理对象图像。作为图像编辑软件,使用软件win-roof,根据上述dp的测定方法算出dp。关于dp的算出,对各试片的截面中5个部位进行,求出其平均值。
[0782]
[vf(a)、vv(a)的测定]
[0783]
从纤维增强塑料切出试片a,根据iso 1183的“immersion method”测定试片a的密度ρ
a
。
[0784]
将试片a的质量测定至0.1mg单位且设为w
a
。用镍铬耐热合金线捆绑试片a,将试片a和镍铬耐热合金线的合计质量测定至0.1mg单位且设为w
b
。将本生灯点燃,将火焰的高度调节至15~20cm后,缓慢通入空气而将还原焰(蓝焰)的高度调节成约2cm。接着,将捆绑试片a的镍铬耐热合金线用镊子夹住,使试片a整体以不接触本生灯的还原焰的方式水平进入还原焰的稍上部分的火焰中。将试片a的下表面加热至红热后,使试片a翻转,进一步加热直至另一表面红热且不从试片a发出红色火焰。加热时间为3分钟以内。将试片a从火焰取出,立即置于金属板上并放置冷却至室温后,保管在干燥器中。接着,将燃烧后的试片a和镍铬耐热合金线的合计质量测定至0.1mg单位且设为w
c
。通过下式(c3)算出纤维质量含有率wf(a)(%)。
[0785]
wf(a)=(w
a-w
b
+w
c
)/w
a
×
100
···
(c3)
[0786]
接着,通过下式(c4)算出纤维体积含有率vf(a)(%),进一步通过下式(c5)算出空洞率vv(a)(%)。
[0787]
vf(a)=wf(a)
×
ρ
a
/ρf
a
···
(c4)
[0788]
vv(a)=100-(wf(a)+vr(a))
···
(c5)
[0789]
其中,式(c4)及式(c5)中的各记号表示以下的含义。
[0790]
ρf
a
:试片a中所使用的碳纤维的密度(g/cm3)、
[0791]
vr(a):试片的树脂体积含有率(%)。
[0792]
[vf(b)、vv(b)的测定]
[0793]
从纤维增强塑料切出3cm见方的试片b,包埋于kulzer公司制technovit4000。technovit4000固化后,以露出试片b的截面的方式进行研磨且进行镜面处理。接着,按照以下的条件拍摄试片b的截面照片。
[0794]
(拍摄条件)
[0795]
装置:奥林巴斯公司制工业用光学显微镜bx51m、
[0796]
透镜倍率:500倍、
[0797]
拍摄点距:0.17μm。
[0798]
在所得的试片b的截面照片中,将与(厚度方向
×
厚度方向的正交方向0.5mm)的范围相当的部分作为处理对象图像。作为图像编辑软件,使用软件win-roof,对处理对象图像进行图像处理,分别测定纤维部分的面积sf、树脂部分的面积sr、孔隙部分的面积sv,通过下式(c6)及(c7)算出纤维体积含有率vf(b)及空洞率vv(b)。
[0799]
vf(b)=sf/(sf+sr+sv)
···
(c6)
[0800]
vv(b)=sv/(sf+sr+sv)
···
(c7)
[0801]
[制造例1:预浸料基材(x-1)的制造]
[0802]
将pan系碳纤维(三菱丽阳公司制pyrofil cf丝束,型号:tr 50s15l,碳纤维直径7μm,长丝数:15,000根,丝束单位面积重量:1.0g/m,比重1.82)沿一个方向且平面状地对齐而制成单位面积重量为72g/m2的纤维片。利用由酸改性聚丙烯树脂(三菱化学公司制modic,型号:p958v,mfr:50,比重0.91)形成的单位面积重量为36g/m2的膜,将该纤维片从两面夹住,多次通过压延辊而进行加热和加压,使树脂含浸于纤维片,制作纤维体积含有率(vf)为33体积%、单位面积重量149g/m2、理论厚度123μm的预浸料基材(x-1)。
[0803]
[制造例2:预浸料基材(x-2)的制造]
[0804]
将碳纤维(三菱丽阳公司制pyrofil cf丝束,型号:tr 50s15l,碳纤维直径7μm,长丝数:15,000根,丝束单位面积重量:1.0g/m,比重1.82)沿一个方向且平面状地对齐而制成单位面积重量为150g/m2的纤维片。利用由酸改性聚丙烯树脂(三菱化学公司制modic,型号:p958v,mfr:50,比重0.91)形成的单位面积重量为72g/m2的膜,将该纤维片从两面夹住。接着,将它们通过压延辊2次而进行加热和加压,使树脂半含浸于纤维片的表面,制作孔隙率为35%、纤维体积含有率(vf)为34体积%、单位面积重量296g/m2、理论厚度为242μm的预浸料基材(x-2)。
[0805]
[制造例3:预浸料基材(x-3)的制造]
[0806]
作为单纤维,使用利用了碳纤维的丝束(三菱丽阳公司制pyrofil cf丝束,型号:trw40 50l,单纤维的直径:7μm,单纤维的真圆度:0.9,长丝数:50,000根,丝束单位面积重量:3.75g/m),除此以外,与制造例2同样地操作,制作孔隙率为35%、纤维体积含有率(vf)为34体积%、单位面积重量296g/m2、理论厚度为242μm的预浸料基材(x-3)。
[0807]
[制造例4:沥青系预浸料基材的制造]
[0808]
将作为碳纤维(x)的沥青系碳纤维(三菱丽阳公司制,制品名:dialead k63712,拉伸弹性模量640gpa,比重2.12)沿一个方向且平面状地对齐而制成单位面积重量为83g/m2的纤维片。利用由酸改性聚丙烯树脂(三菱化学公司制,制品名:modic p958v,mfr50)形成的单位面积重量为36g/m2的膜,将该纤维片从两面夹住,多次通过压延辊而进行加热和加压,使树脂含浸于纤维片,制作纤维体积含有率(vf)为33体积%、厚度120μmm的沥青系预浸料基材。
[0809]
[制造例5:预浸料基材(x-4)的制造]
[0810]
将碳纤维(三菱丽阳制pyrofil cf丝束,型号:tr 50s15l)沿一个方向且平面状地对齐而制成单位面积重量为105g/m2的纤维片。利用由酸改性聚丙烯树脂(三菱化学制modic p958v)形成的单位面积重量为27g/m2的膜,将该纤维片从两面夹住。将它们多次通过压延辊而进行加热和加压,使树脂含浸于纤维片,制作纤维体积含有率(vf)为49体积%、理论厚度120μm的预浸料基材(x-4)。
[0811]
[制造例6:预浸料基材(x-5)的制造]
[0812]
使用由聚丙烯树脂(日本polypro公司制novatec,型号:sa06ga,mfr:60,比重0.91)形成的膜,除此以外,与制造例1同样地制作纤维体积含有率(vf)为33体积%、单位面积重量149g/m2、理论厚度123μmm的预浸料基材(x-5)。
[0813]
[制造例7:预浸料基材(x-6)的制造]
[0814]
使用由尼龙6树脂(宇部兴产公司制ube尼龙,型号:1013b,比重1.14)形成的单位面积重量为45g/m2的膜,除此以外,与制造例1同样地制作纤维体积含有率(vf)为33体积%、单位面积重量170g/m2、理论厚度125μmm的预浸料基材(x-6)。
[0815]
[制造例8:预浸料基材(x-7)的制造]
[0816]
使用由尼龙6树脂(宇部兴产公司制ube尼龙,型号:1013b,比重1.14)形成的单位面积重量为34g/m2的膜,除此以外,与制造例6同样地制作纤维体积含有率(vf)为49体积%、单位面积重量174g/m2、理论厚度120μmm的预浸料基材(x-7)。
[0817]
[制造例9:预浸料基材(x-8)的制造]
[0818]
使用由尼龙6树脂(宇部兴产公司制ube尼龙、型号:1013b、比重1.14)形成的单位
面积重量为91g/m2的膜,除此以外,与制造例1同样地制作孔隙率为35%、纤维体积含有率(vf)为34体积%、单位面积重量332g/m2、理论厚度为242μm的预浸料基材(x-8)。
[0819]
[实施例1]
[0820]
从制造例1中获得的预浸料基材(x-1)切出300mm(相对于纤维轴为0
゜
方向)
×
900mm(相对于纤维轴为90
゜
方向)的矩形预浸料基材。使用切绘机(laserck制l-2500切绘机),使该预浸料基材带有切断增强纤维的深度的切口,获得带有切口的预浸料基材。切口加工如图1所示以区域(b)和区域(c)在与增强纤维的纤维轴正交的方向上交替地成型的方式实施,区域(b)中,增强纤维的纤维轴与切口所成的角度θ为+45
°
的切口(b)在增强纤维的纤维轴方向上按照一排形成有多个,区域(c)中,角度θ为-45
°
的切口(c)在增强纤维的纤维轴方向上按照一排形成有多个。关于角度θ,将俯视时相对于增强纤维的纤维轴逆时针旋转设为正。被切口分割的增强纤维的纤维长度为25mm。
[0821]
将4张该带有切口的预浸料基材以增强纤维的纤维轴成为同一个方向的方式层叠而获得预浸料层叠体。该预浸料层叠体的厚度为0.5mm。
[0822]
在上下的带以1.0m/分钟驱动的图4中例示的双带式加热加压机中,以预浸料层叠体中的增强纤维的纤维轴方向与相对于预浸料层叠体的行进方向正交的方向(压辊的轴线方向)所成的角度为0
°
的方式且在各预浸料层叠体的前后没有空隙的方式,将多个预浸料层叠体连续地投入。在该双带式加热加压机中,利用辊温度270℃、线压10.7n/m的条件的2段式压辊,在将预浸料层叠体加热而使热塑性树脂熔融的状态下进行加压。之后,使其通过具备辊温度30℃、线压2.5n/m的条件的1段式温水辊的1.5m的冷却区间,使热塑性树脂固化而获得纤维增强塑料。予以说明的是,预浸料层叠体的表观上的行进速度与带的驱动速度相同。
[0823]
所得的纤维增强塑料的厚度为0.45mm,单位面积重量w为545g/m2,真密度ρ为1.21
×
106g/m3(1.21g/cm3)。
[0824]
将所得的纤维增强塑料以卷绕转矩40n
·
m卷绕于直径d为0.091m的芯材(纸管)上,结果纤维增强塑料没有观察到起伏、翘曲。此外,将卷绕长度l设为10m时的卷绕直径d为0.135m,无塌卷地被卷绕。
[0825]
予以说明的是,此时的d/k为1.14。
[0826]
[实施例2]
[0827]
使用制造例1中获得的预浸料基材(x-1),与实施例1同样地操作,获得预浸料层叠体。
[0828]
将上述预浸料层叠体以角度成为0
°
的方式投入上下的带以1.0m/分钟驱动的图4中例示的双带式加热加压机。在上述双带式加热加压机中,利用辊温度270℃、辊正下方的带间间隙300μm的条件的2段式压辊,在将预浸料层叠体加热而使热塑性树脂熔融的状态下进行加压。之后,使其通过具备辊温度30℃、辊正下方的带间间隙300μm的条件的1段式温水辊的1.5m的冷却区间,使热塑性树脂固化而获得纤维增强塑料。
[0829]
予以说明的是,预浸料层叠体的表观上的行进速度与带的驱动速度相同。
[0830]
[实施例3]
[0831]
使用制造例2中获得的预浸料基材(x-2),与实施例1同样地操作,获得预浸料层叠体。上述预浸料层叠体的厚度为485μm。接着,使用所得的预浸料层叠体,与实施例1同样的
操作,获得纤维增强塑料。
[0832]
[实施例4]
[0833]
使用制造例3中获得的预浸料基材(x-3),与实施例1同样地操作,获得预浸料层叠体。上述预浸料层叠体的厚度为485μm。接着,使用所得的预浸料层叠体,与实施例1同样的操作,获得纤维增强塑料。
[0834]
[实施例5]
[0835]
从制造例1和制造例4中分别获得的预浸料基材切出300mm(相对于纤维轴为0
゜
方向)
×
900mm(相对于纤维轴为90
゜
方向)的矩形的预浸料基材,进行与实施例1同样的切口加工,获得pan系或pitch系的带有切口的预浸料基材(x1)、(y1)。将那4张带有切口的预浸料基材以碳纤维的纤维轴成为同一个方向的方式按照[pitch系预浸料基材(x1)/pan系预浸料基材(y1)/pan系预浸料基材(y1)/pitch系预浸料基材(x1)]的顺序层叠而获得预浸料层叠体。上述预浸料层叠体的厚度为0.5mm。使用上述预浸料层叠体,与实施例1同样地操作,获得纤维增强塑料。
[0836]
所得的纤维增强塑料中获得了优异的弹性模量。
[0837]
[实施例6]
[0838]
与实施例5同样地操作,获得带有切口的预浸料基材(x1)、(y1)。
[0839]
将那4张带有切口的预浸料基材(x1)以碳纤维(x)的纤维轴成为同一个方向的方式进行层叠而获得预浸料层叠体(a)。与实施例1同样地操作,将上述预浸料层叠体(a)利用双带式加热加压机进行加热加压后,冷却而使热塑性树脂固化,获得纤维增强塑料(a)。上述纤维增强塑料(a)的厚度为0.5mm。
[0840]
与上述操作分开,将4张带有切口的预浸料基材(y1)以碳纤维(y)的纤维轴成为同一个方向的方式层叠而获得预浸料层叠体(b)。与实施例1同样地操作,将上述预浸料层叠体(b)利用双带式加热加压机进行加热加压后,冷却而使热塑性树脂固化,获得纤维增强塑料(b)。上述纤维增强塑料(b)的厚度为0.5mm。
[0841]
将所得的纤维增强塑料(a)和纤维增强塑料(b)按照[纤维增强塑料(a)/纤维增强塑料(b)/纤维增强塑料(b)/纤维增强塑料(a)]的顺序层叠,利用多段加压机(神藤金属工业所制压缩成型机,制品名:sfa-50hh0)通过200℃的盘面以0.1mpa的压力从两面侧进行2分钟加热加压。之后,以相同的压力冷却至室温,获得板状的厚度2mm的纤维增强塑料。所得的纤维增强塑料的纤维体积含有率为33体积%。
[0842]
所得的纤维增强塑料中获得了优异的弹性模量。
[0843]
[实施例7]
[0844]
使用制造例5中获得的预浸料基材(x-4),将带驱动速度设为0.5m/分钟,除此以外,与实施例1同样地操作,获得纤维增强塑料。
[0845]
[实施例8]
[0846]
使用制造例6中获得的预浸料基材(x-5),除此以外,与实施例1同样地操作,获得纤维增强塑料。
[0847]
[实施例9]
[0848]
使用制造例6中获得的预浸料基材(x-5),将被切口分割的增强纤维的纤维长度设为12.5mm,除此以外,与实施例1同样地操作,获得纤维增强塑料。
[0849]
[实施例10]
[0850]
使用制造例7中获得的预浸料基材(x-6),将加热加压时的辊温度设为380℃,将带驱动速度设为0.8m/分钟,除此以外,与实施例1同样地操作,获得纤维增强塑料。
[0851]
[实施例11]
[0852]
使用制造例8中获得的预浸料基材(x-7),将加热加压时的辊温度设为380℃,将带驱动速度设为0.4m/分钟,除此以外,与实施例1同样地操作,获得纤维增强塑料。
[0853]
[实施例12]
[0854]
将切口(b)的角度θ设为+30
°
、切口(c)的角度θ设为-30
°
,除此以外,与实施例1同样地操作,获得纤维增强塑料。
[0855]
[实施例13]
[0856]
将切口(b)的角度θ设为+60
°
、切口(c)的角度θ设为-60
°
,除此以外,与实施例1同样地操作,获得纤维增强塑料。
[0857]
[实施例14]
[0858]
使用制造例9中获得的预浸料基材(x-8),除此以外,与实施例1同样地操作,获得纤维增强塑料。
[0859]
[比较例1]
[0860]
以增强纤维的纤维轴与切口所成的角度θ全部成为+45
°
的方式施以切口,除此以外,与实施例1同样地操作,获得纤维增强塑料。
[0861]
将所得的纤维增强塑料以卷绕转矩40n
·
m卷绕于直径d为91mm的芯材(纸管),结果纤维增强塑料没有观察到起伏、翘曲。此外,将卷绕长度l设为10m时的卷绕直径d为180mm,塌卷大。
[0862]
[比较例2]
[0863]
从制造例1中获得的预浸料基材(x-1)切出300mm见方的预浸料基材,使用切绘机(laserck公司制,制品名:l-2500),以一定间隔施以直线状的切口而获得带有切口的预浸料基材。切口加工如下实施,即:在预浸料基材中的与距离周缘5mm的部分相比更靠近内侧的部分,以碳纤维的纤维长度为25.0mm、切口的长度为20.0mm、增强纤维的纤维轴与切口所成的角度θ全部为+45
°
的方式实施。将16张带有切口的预浸料基材以各带有切口的预浸料基材的纤维方向从上成为0
°
/45
°
/90
°
/-45
°
/-45
°
/90
°
/45
°
/0
°
/0
°
/45
°
/90
°
/-45
°
/-45
°
/90
°
/45
°
/0
°
的方式层叠。将层叠的带有切口的预浸料基材彼此利用超声波熔接机(日本emerson公司制,制品名:2000lpt)进行点熔接,制作准各向同性([0/45/90/-45]s2)的预浸料层叠体。
[0864]
将上述预浸料层叠体配置于300mm见方且深度15mm的印盒模具中,加热至200℃后,利用多段加压机(神藤金属工业所制压缩成型机,制品名:sfa-50hh0)通过200℃的盘面以0.1mpa的压力进行2分钟加热加压。之后,以相同的压力将层叠体冷却至室温,获得板状的厚度2mm的纤维增强塑料。
[0865]
[比较例3]
[0866]
使用制造例6中获得的预浸料基材(x-5),与实施例1同样地操作,获得带有切口的预浸料基材。接着,使用上述带有切口的预浸料基材,与比较例2同样地操作,形成预浸料层叠体,获得纤维增强塑料。
[0867]
[比较例4]
[0868]
使用8张制造例2中获得的预浸料基材(x-2),以各预浸料基材的纤维方向从上成为0
°
/45
°
/90
°
/-45
°
/-45
°
/90
°
/45
°
/0
°
的方式层叠,制作准各向同性([0/45/90/-45]s)的预浸料层叠体。接着,使用上述预浸料层叠体,与比较例2同样地操作,获得纤维增强塑料。
[0869]
[比较例5]
[0870]
本例中,使宽度窄的带状的预浸料基材片分散在平面上,使它们通过加压成型而一体化,制造片状的纤维增强塑料。
[0871]
将制造例4中获得的沥青系预浸料基材分切为宽度15.0mm的带状后,使用轧刀方式的裁切机,连续裁切成长度25.0mm,获得纤维长度为25.0mm的短切丝束预浸料(沥青系)。
[0872]
将制造例1中获得的pan系预浸料基材分切为宽度15.0mm的带状后,使用轧刀方式的裁切机,连续裁切成长度25.0mm,获得纤维长度为25.0mm的短切丝束预浸料(pan系)。
[0873]
将所得的短切丝束预浸料(沥青系)118g、和短切丝束预浸料(pan系)109g混合,使所得的混合物从高度30cm的位置一张一张地自由落下至300mm见方且深度15mm的印盒模具中,并以纤维取向成为无规的方式层叠。混合的沥青系和pan系的短切丝束预浸料的体积彼此相等。
[0874]
之后,将印盒模具加热至200℃,利用上述多段加压机通过200℃的盘面以0.1mpa的压力进行2分钟加热加压。之后,以相同的压力冷却至室温,获得板状的厚度2mm的纤维增强塑料。
[0875]
所得的纤维增强塑料的纤维体积含有率为33体积%。
[0876]
所得的纤维增强塑料中,弹性模量与实施例5、6相比差。
[0877]
[比较例6]
[0878]
本例中,通过抄纸使碳纤维分散,制造纤维增强塑料。
[0879]
使用旋转切割机,将制造例4中使用的沥青系碳纤维切成6mm,获得短切沥青系碳纤维。将制造例1中使用的pan系碳纤维切成6mm,获得短切pan系碳纤维。将由酸改性聚丙烯树脂(三菱化学公司制,制品名:modic p958v,mfr50)形成的纤维切成3mm,获得短切聚丙烯纤维。
[0880]
对于质量浓度0.12%的聚环氧乙烷水溶液110kg,投入短切聚丙烯纤维0.74kg,使用搅拌机进行充分搅拌。接着,投入短切沥青系碳纤维0.215kg和短切pan系碳纤维0.185kg,进行10秒搅拌,获得分散液。投入的沥青系和pan系的短切丝束预浸料的体积彼此相等。
[0881]
使所得的分散液流入100cm见方的网框,将聚环氧乙烷水溶液过滤后,在120℃的干燥机中将水分完全去除,获得纤维体积含有率20体积%(纤维质量含有率35质量%)且单位面积重量为1.12kg/m2的预浸料基材。
[0882]
将所得的预浸料基材以30cm见方切出,将2张重叠而获得预浸料层叠体。将上述预浸料层叠体配置于300mm见方且深度15mm的印盒模具中,加热至200℃,利用上述多段加压机通过200℃的盘面以0.1mpa的压力进行2分钟加热加压后,以相同的压力冷却至室温,获得板状的厚度2mm的纤维增强塑料。
[0883]
所得的纤维增强塑料的纤维体积含有率为20体积%。
[0884]
所得的纤维增强塑料中,弹性模量与实施例5、6相比差。
[0885]
[比较例7]
[0886]
将制造例5中获得的预浸料基材x-4分切为宽度15.0mm的带状后,使用轧刀方式的裁切机,连续裁切成长度25.0mm,获得纤维长度为25.0mm的短切丝束预浸料。计量244g所得的短切丝束预浸料,从高度30cm的位置一张一张地自由落下至300mm见方且深度15mm的印盒模具中,并以纤维取向成为无规的方式进行层叠。
[0887]
将层叠有短切丝束预浸料的印盒模具加热至200℃后,利用多段加压机(神藤金属工业所制压缩成型机,制品名:sfa-50hh0)通过200℃的盘面以0.1mpa的压力进行2分钟加热加压。之后,以相同的压力将层叠体冷却至室温,获得板状的厚度2mm的纤维增强塑料。对于所得的厚度2mm的纤维增强塑料,测定pf、ec和dp。
[0888]
[比较例8]
[0889]
使用旋转切割机,将碳纤维(三菱丽阳制pyrofil tr 50s)切成6mm,获得短切碳纤维。同样地,将由酸改性聚丙烯树脂(三菱化学制modic p958v,mfr50)形成的纤维切成3mm,获得短切聚丙烯纤维。对于质量浓度0.12%的聚环氧乙烷水溶液110kg,投入短切聚丙烯纤维0.74kg,使用搅拌机进行充分搅拌。接着,投入短切碳纤维0.37kg,进行10秒搅拌,获得分散液。使所得的分散液流入100cm见方的网框,将聚环氧乙烷水溶液过滤后,在120℃的干燥机中将水分完全去除,获得纤维体积含有率20体积%(纤维质量含有率33质量%)且单位面积重量为1.11kg/m2的预浸料基材。将所得的预浸料基材切出30cm见方,将2张重叠而获得预浸料层叠体。将该预浸料层叠体配置于300mm见方且深度15mm的印盒模具中,加热至200℃后,利用多段加压机(神藤金属工业所制压缩成型机,制品名:sfa-50hh0)通过200℃的盘面以0.1mpa的压力进行2分钟加热加压。之后,以相同的压力将预浸料层叠体冷却至室温,获得板状的厚度2mm的纤维增强塑料。
[0890]
[比较例9]
[0891]
与比较例8同样地操作,获得短切碳纤维和短切聚丙烯纤维。对于质量浓度0.12%的聚环氧乙烷水溶液115kg,投入短切聚丙烯纤维0.63kg,使用搅拌机进行充分搅拌。接着,投入短切碳纤维0.54kg,进行10秒搅拌,获得分散液。使所得的分散液流入100cm见方的网框,将聚环氧乙烷水溶液过滤后,在120℃的干燥机中将水分完全去除,获得纤维体积含有率30体积%(纤维质量含有率46质量%)且单位面积重量为1.17kg/m2的预浸料基材。将所得的预浸料基材以30cm见方切出,将2张重叠而获得预浸料层叠体。使用该预浸料层叠体,与比较例8同样地操作,获得板状的厚度2mm的纤维增强塑料。
[0892]
[比较例10]
[0893]
使用制造例6中获得的预浸料基材(x-5),除此以外,与比较例2同样地操作,获得纤维增强塑料。
[0894]
[比较例11]
[0895]
将切口(b)的角度θ设为+90
°
、切口(c)的角度θ设为-90
°
,除此以外,与实施例1同样地操作,获得纤维增强塑料。
[0896]
将各例的条件和评价结果示于表1~3。
[0897]
予以说明的是,表1~3中的“dbp无规化”是指,利用双带式加热加压机进行加压而将增强纤维的纤维轴方向无规化的方法。
[0898]
[表1]
[0899][0900]
[表2]
[0901][0902]
[表3]
[0903][0904]
产业上的可利用性
[0905]
本发明的纤维增强塑料向凸缘、凸起等复杂的三维形状的赋形性优异,能够以短
时间成型。此外,就该纤维增强塑料而言,赋形后的结构材具有良好的机械物性,尤其弯曲强度优异。进一步,机械物性的波动少,也能够控制各向同性、各向异性。因此,该纤维增强塑料可合适地用于飞机构件、汽车构件、风力发电用风车构件、体育用具等。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips