
 商标分类
商标分类  商标转让
商标转让 
一种复材垂直安定面成型模具的制作方法
 2021-02-23 04:02:08|
2021-02-23 04:02:08| 356|
356| 起点商标网
起点商标网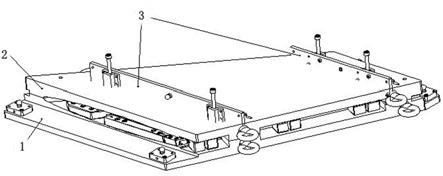
[0001]
本发明涉及一种垂直安定面成型模具,尤其是一种集铺贴、组装、胶接(共固化),并对已经胶接(固化)的组装进行检验及打水平检测点的垂直安定面成型模具。
背景技术:
[0002]
飞机垂直安定面即垂尾的固定部分,用以保证飞机航向的平衡和稳定性,并悬挂方向舵以对飞机实施航向操作。飞机垂直安定面由复合材料的安定面蒙皮、肋、梁等内部结构以及金属加强件共固化成型的。根据飞机垂直安定面的结构和精度要求,垂直安定面成型模的设计存在一定的复杂性和加工难度。垂直安定面成型模需要铺贴成型左右安定面蒙皮,还需要将安定面蒙皮、肋、梁,内部泡沫结构以及金属件共固化成型,并对已经固化的组装进行检验及打水平检测点,以便后期与方向舵装配时用。但目前左右安定面蒙皮的铺贴、共固化,并对已经固化的组装进行检验及打水平检测点是分别用三个不同模具制备,这种方法所需要的模具数量多,对操作人员的技术要求高,操作繁琐,耗时长,且产品合格率低,精度低。
技术实现要素:
[0003]
本发明的目的是解决现有技术中存在的问题,提供一种复材垂直安定面成型模具,用于复材垂直安定面蒙皮的成型以及组装胶接成型,并对已经固化的组装进行检验及打水平检测点。
[0004]
为了实现上述目的,本发明采用如下技术方案:一种复材垂直安定面成型模具,所述模具包括右蒙皮成型模、左蒙皮成型模、定位块、检验并打点装置;右蒙皮成型模、左蒙皮成型模分别用于成型右蒙皮、左蒙皮;定位块用于定位肋、梁、内部泡沫结构以及金属件;检验并打点装置用于对已经固化的组件进行检验及打水平检测点;右蒙皮成型模、左蒙皮成型模相对设置;定位块、检验并打点装置均安装固定在右蒙皮成型模上。
[0005]
优选的,定位块包括前梁定位块、肋前段定位块、肋后段定位块、角盒定位块、下支臂定位块、中支臂定位块和上支臂定位块;肋前段定位块、肋后段定位块及角盒定位块安装在右蒙皮成型模的一端;下支臂定位块、中支臂定位块和上支臂定位块安装在右蒙皮成型模的一侧,且分布在右蒙皮成型模的长度方向上;前梁定位块安装在右蒙皮成型模的另一端。
[0006]
优选的,检验并打点装置包括卡板、卡板定位块、冲点器、工具球、基础工具球安装座;卡板定位块安装在右蒙皮成型模的相对两侧;卡板安装在卡板定位块上;冲点器定位在卡板上;工具球安装在基础工具球安装座内;右蒙皮成型模上的基础工具球安装座安装固定在其两端,卡板上的基础工具球安装座安装在衬套里。
[0007]
优选的,衬套不在同一条直线上。
[0008]
优选的,在右蒙皮成型模、左蒙皮成型模上分别设置有抽气嘴。
[0009]
优选的,在右蒙皮成型模、左蒙皮成型模的两侧分别设置有吊环。
[0010]
优选的,在右蒙皮成型模、左蒙皮成型模的相对位置上均开设有起模槽,方便开模。
[0011]
优选的,检验并打点装置中的卡板工作型面沿左蒙皮型面偏移2mm。
[0012]
与现有技术相比,本发明具有如下优点:1、该垂直安定面成型模具可以用于右蒙皮的成型、左蒙皮的成型以及整个安定面组装胶接成型,并对已经固化的组装进行检验及打水平检测点,省去了一套胶接成型模和一套检验打点工装;2、右蒙皮成型模、左蒙皮成型模上开设起模槽,方便开模;3、检验并打点装置中的卡板工作型面沿左蒙皮型面偏移2mm,防止干涉;4、检验并打点装置利用带固定手柄圆柱插销定位在右蒙皮的成型模上,方便检验并打点装置的安装与拆卸;5、下支臂定位块、中支臂定位块、上支臂定位块分别利用螺钉销钉固定在右蒙皮成型模上,然后再通过插销将金属件定位在相应的位置,增加了定位的精度;6、右蒙皮成型模的两端头设置基础工具球安装座和工具球,且卡板上分别安装基础工具球安装座和工具球,增加了检验工装的精度。
附图说明
[0013]
图1是本发明实施例轴测试图;图2是本发明实施例俯视图;图3是本发明实施例正视图;图4是本发明实施例俯视图(不包含左蒙皮成型模及其吊环);图中,1、右蒙皮成型模;2、左蒙皮成型模;3、检验并打点装置;4、基础工具球安装座;5、吊环;6、抽气嘴;7、冲点器;8、肋前段定位块;9、肋后段定位块;10、下支臂定位块;11、下支臂定位块;12、中支臂定位块;13、中支臂定位块;14、上支臂定位块;15、上支臂定位块;16、前梁定位块;17、工具球;18、带固定手柄圆柱插销;19、角盒定位块;20、卡板;21、卡板定位块。
具体实施方式
[0014]
下面结合附图1-4对本发明做进一步详述:一种复材垂直安定面成型模具,如图1所示,其包括右蒙皮成型模1、左蒙皮成型模2、定位块、检验并打点装置3以及若干螺钉销钉。右蒙皮成型模1、左蒙皮成型模2分别用于成型右蒙皮、左蒙皮;定位块用于定位肋、梁、内部泡沫结构以及金属件;检验并打点装置3用于对已经固化的组件进行检验及打水平检测点;右蒙皮成型模1、左蒙皮成型模2相对设置;定位块、检验并打点装置3均安装固定在右蒙皮成型模1上。
[0015]
定位块包括前梁定位块16、肋前段定位块8、肋后段定位块9、角盒定位块19、下支臂定位块10、下支臂定位块11、中支臂定位块12、中支臂定位块13、上支臂定位块14和上支臂定位块15;肋前段定位块8、肋后段定位块9及角盒定位块19分别通过螺钉销钉安装在右蒙皮成型模1的一端;下支臂定位块10、下支臂定位块11、中支臂定位块12、中支臂定位块13、上支臂定位块14和上支臂定位块15分别通过螺钉销钉安装在右蒙皮成型模1的一侧,且
分布在右蒙皮成型模1的长度方向上;前梁定位块16通过螺钉销钉安装在右蒙皮成型模1的另一端。
[0016]
检验并打点装置3包括两块卡板20、四个卡板定位块21、四个冲点器7、九个工具球17、九个基础工具球安装座4,四个带固定手柄圆柱插销以及若干螺钉销钉组成;卡板定位块21通过固定手柄圆柱插销18以及若干螺钉销钉定位在右蒙皮成型模1的相对两侧,为两组,沿右蒙皮成型模1的长度方向分布;卡板20安装在卡板定位块21上;三个基础工具球安装座4安装在右蒙皮成型模1的两端,一端为两个,一端为一个,另六个基础工具球安装座4安装在卡板20上的衬套内;工具球17分别安装在基础工具球安装座4内,衬套安装在卡板20上三个非在同条直线上;冲点器7通过若干螺钉销钉定位在卡板20上。
[0017]
在右蒙皮成型模1、左蒙皮成型模2上分别设置有抽气嘴6,且用定位销进行定位。
[0018]
在右蒙皮成型模1、左蒙皮成型模2的两侧分别设置有吊环5,用于其中右蒙皮成型模1、左蒙皮成型模2以及整个模体。
[0019]
在右蒙皮成型模1、左蒙皮成型模2的相对位置上均开设有起模槽,方便开模。
[0020]
检验并打点装置3中的卡板工作型面沿左蒙皮型面偏移2mm,防止干涉。
[0021]
垂直安定面成型模使用工艺过程:先利用右蒙皮成型模1和左蒙皮成型模2分别铺贴固化左右蒙皮,然后将左右蒙皮、肋、梁,内部泡沫结构以及金属件分别利用肋前段定位块8、肋后段定位块9、下支臂定位块10、下支臂定位块11、中支臂定位块12、中支臂定位块13、上支臂定位块14、上支臂定位块15、前梁定位块16和角盒定位块19固定在相应的位置上,打上胶接剂,然后置于真空袋中,一起置于热压罐中固化成型,待固化完成之后,取出已固化的零件及工装;待工装与零件冷却之后4安装在右蒙皮成型模1上,检验零件并按下冲点器7中的冲点件,在相应的位置打上水平检测点,以便后期与方向舵装配时用。从而完成整个工艺过程。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 飞机蒙皮

 热门咨询
热门咨询




tips