
 商标分类
商标分类  商标转让
商标转让 
一种泡沫嵌件自动同步悬链系统的制作方法
 2021-02-23 03:02:18|
2021-02-23 03:02:18| 445|
445| 起点商标网
起点商标网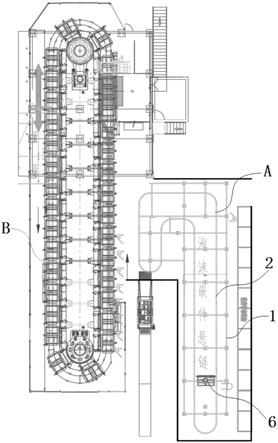
[0001]
本实用新型属于汽车零部件生产加工领域,具体涉及一种泡沫嵌件自动同步悬链系统。
背景技术:
[0002]
随着新车型的增加,座椅内泡沫(聚氨酯弹性体)品种不断增加,泡沫嵌件(泡沫内部镶嵌的零件)数量随之增加,生产制造泡沫时内部镶嵌件需要用工位器具分类盛放摆在生产线旁边,其中包括无纺布、小钢丝、大骨架、毛毡条、镶嵌块、epp(高结晶型聚合物,体积大)等667种,导致加工过程中容易出现以下问题:(1)由于镶嵌件增多,嵌件摆放器具增多,现有线边面积严重不足,无法摆放;(2)epp和大骨架需要摆放到后侧2m以外,距离操作员工远,员工需要走下踏板到2m外处拿取,取嵌件的工时不能满足设备节拍,需要每班加1人,共计增加2人,人工成本增加,另外,容易出现因取嵌件不及时造成没上嵌件报废,材料成本增加;(3)安全有风险,人机工程问题多,例如:上下踏板摔伤和扭伤风险,交叉作业走动时人员撞击受伤风险,嵌件器具顶层位置高1.5m,作业需要频繁举臂疲劳,嵌件器具底部低0.5m,频繁弯腰取件的动作造成腰部劳损;(4)嵌件多样性,辨别难,容易出现错上嵌件导致泡沫报废。
技术实现要素:
[0003]
鉴于上述技术问题和缺陷,本实用新型目的在于提供一种泡沫嵌件自动同步悬链系统,该悬链系统为闭环结构,系统上的嵌件挂具与泡沫生产线中的模具一一对应,并同步运行,操作员工只需站在泡沫生产线旁,根据自动传送过来的嵌件挂具拿取相应嵌件安放到对应的泡沫模具内即可,可大大节省生产空间,提供工作效率,降低操作者工作强度。
[0004]
为实现上述目的,本实用新型是采用如下技术方案实现的:
[0005]
一种泡沫嵌件自动同步悬链系统,包括支架、悬链支撑轨道、悬链、挂钩、挂具、悬链驱动机构、传感器、主控制器;
[0006]
其中,所述支架是由立柱和横梁构成,支架靠近泡沫生产线设置;
[0007]
所述悬链支撑轨道安装在支架上,悬链支撑轨道为j型结构的封闭轨,悬链支撑轨道与泡沫生产线摆放嵌件区域相对的部位为工作区域,在悬链支撑轨道的工作区域设置有起始定位块,所述起始定位块的安装位置为挂具运行的起点,也为挂具运行的终点;
[0008]
所述悬链安装在悬链支撑轨道内,悬链沿着悬链支撑轨道的轨迹循环运行;
[0009]
所述挂钩安装在悬链上,挂具通过挂钩等间距挂在悬链上;
[0010]
所述挂具的数量与泡沫生产线中发泡模具的数量一致,其与发泡模具一一对应,且与发泡模具的编号规则一致,均按照1、2、3...n的顺序进行编号,并预存在主控制器内;每个不同编号的挂具分别用于承载与其编号一致的发泡模具发泡时所需的全部嵌件;
[0011]
所述悬链驱动机构安装在支架的横梁上,用于驱动悬链运行,悬链驱动机构包括:变频电机、编码器、驱动链轮,所述编码器安装在变频电机的输出轴上,编码器与主控制器
电连接,用于将监测到的数据发送给主控制器,通过主控制控制变频电机转速;所述驱动链轮用于驱动悬链运行;
[0012]
所述传感器的数量与挂具数量一致,传感器按照固定间距安装在悬链支撑轨道上,传感器按照1、2、3...n的顺序进行编号,传感器的编号及不同编号传感器距离起始定位块的位置信息均预存在主控制器内;其中,1号传感器为基准传感器,其距离起始定位块的位置设定后,主控制器将自动计算出其余编号传感器所对应的位置,通过n个传感器实现对不同编号挂具的位置信息进行寻找和标定;
[0013]
所述主控制器与泡沫生产线的控制器通过网络连接,用于将泡沫生产线的总长度、每个模具的编号、运行速度、位置信息传输给主控制器,主控制器根据泡沫生产线中每个模具的运行情况,同时结合传感器发送回来的各挂具的位置信息,以及编码器发送回来的变频电机的转速情况,来控制悬链驱动机构的运行速度,使挂具与泡沫生产线中与挂具编号对应的模具同步运行到达起始定位块标定的位置。
[0014]
作为本实用新型的优选,所述悬链支撑轨道是由张紧机构和悬链安装轨道构成,张紧机构安装在悬链安装轨道的一端,其相对悬链安装轨道能够进行移动,通过张紧机构使悬链一直保持张紧状态。
[0015]
作为本实用新型的优选,在所述支架的一侧设有维修爬梯,所述维修爬梯靠近悬链驱动机构设置。
[0016]
作为本实用新型的优选,在所述支架外侧对悬链支撑轨道的非工作区域设有围栏。
[0017]
作为本实用新型的优选,所述挂钩包括两个挂片,两个所述的挂片中间通过销轴连接,在每个挂片顶端的外侧壁上均加工有u型的挂卡豁口,所述挂卡豁口挂在悬链上,在每个挂片的底部均加工有连接孔,用于与挂具连接。
[0018]
作为本实用新型的优选,在所述悬链支撑轨道上靠近悬链驱动机构和张紧机构的位置加工有检查口。
[0019]
作为本实用新型的优选,所述悬链为双铰接万向链条;所述变频电机选择3kw的三菱系列变频电机;所述传感器为基恩士光电传感器;主控制器选择可编程控制器系列西门子plc200smart系列。
[0020]
作为本实用新型的优选,所述挂具为两种款式,一种为用于承载epp的第一挂具;另一种为用于承载普通嵌件的第二挂具,第二挂具b内设置多个摆放区域和挂件区域。
[0021]
作为本实用新型的优选,所述驱动链轮安装在链轮架上并相对链轮架能够进行转动,所述链轮架的主动轮与驱动轮同轴连接,所述驱动轮与变频电机输出端的链轮通过链条连接。
[0022]
本实用新型的优点和有益效果:
[0023]
1、本实用新型提供的悬链系统结构设计合理,安装紧凑,占地空间小,将其设置在泡沫生产线旁,通过控制悬链的运行速度便可实现发泡模具和挂具同步运行,操作员工只需站在泡沫生产线旁,根据自动传送过来的嵌件挂具拿取相应嵌件安放到对应的泡沫模具内即可,该悬链系统的设计大大提供了工作效率,同时降低了操作工的工作强度。
[0024]
2、采用本实用新型提供的悬链系统后仅需2-3名操作工即可完成整个泡沫生产线嵌件的摆放,大大降低人工成本;而且悬链系统自动运行,操作工只需站在指定的工作区域
内操作即可,避免交叉作业走动时人员撞击受伤风险。
[0025]
3、本实用新型悬链系统使用的挂具将集中混放的嵌件转化为多个存放区域,每个存放区域只存放与模具总成零件一致的嵌件,可有效避免由于嵌件多样性,辨别难,容易出现错上嵌件,导致泡沫报废现象的发生。
附图说明
[0026]
图1是本实用新型悬链系统与泡沫生产线的安装示意图;
[0027]
图2是本实用新型支架的侧视图;
[0028]
图3是安装悬链支撑轨道的支架的俯视图;
[0029]
图4是张紧机构的示意图;
[0030]
图5是悬链的链接示意图;
[0031]
图6是挂钩的示意图;
[0032]
图7是第二挂具的主视图;
[0033]
图8是第二挂具的侧视图;
[0034]
图9是悬链驱动机构的示意图;
[0035]
图10是维修爬梯的示意图;
[0036]
图11是悬链系统的控制原理图。
具体实施方式
[0037]
下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
[0038]
在本申请的描述中,需要说明的是,术语“内”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该申请产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。此外,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
[0039]
在本申请的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本申请中的具体含义。
[0040]
本实用新型提供的一种泡沫嵌件自动同步悬链系统a靠近泡沫生产线b的一侧设置,所述的泡沫生产线b是现有汽车零部件制造行业熟知的生产线,该生产线是闭环形式,泡沫生产线在控制器的控制下以一定速度运行,泡沫生产线b总长度是一定的(57600mm),在泡沫生产线上间隔设置有按照1、2、3...n的顺序进行编号的32个发泡模具,所有发泡模具均在泡沫生产线的模具导轨上运行,在发泡模具运行的过程中需要人工将泡沫嵌件摆放到模具内,当发泡模具到达浇注机器人位置时,控制器会控制生产线暂停运行,此时浇注机器人进行浇注,之后发泡模具自动合模继续运行并完成发泡;发泡模具运行过程中,设定发
泡模具导轨上初始位为“0”点,以1号发泡模具为基准,控制器将从初始位置记录所有发泡模具在0-57600mm区间内的位置信息以及运行速度信息;本实用新型的同步悬链系统a借助现有泡沫生产线中各个发泡模具的运行信息(位置和速度),根据发泡模具的运行信息来控制挂具运行,实现发泡模具和挂具同步运行的目的。
[0041]
本实用新型提供的泡沫嵌件自动同步悬链系统a,包括支架1、悬链支撑轨道2、悬链3、挂钩4、32个挂具5、悬链驱动机构6、32个传感器7、主控制器8;
[0042]
其中,所述支架1是由立柱101和横梁102构成,支架靠近泡沫生产线的一侧设置;在所述支架1的一侧设有维修爬梯9,所述维修爬梯9靠近悬链驱动机构6设置,通过维修爬梯可以爬到支架顶端,便于对悬链驱动机构进行维修、保养等操作;所述立柱、横梁所选用材料的型号及规格只要能够保证自身的刚性、强度及稳定性,同时满足吊挂承载能力,保证系统无变形、无晃动即可;
[0043]
所述悬链支撑轨道2安装在支架1上,悬链支撑轨道为j型结构的封闭轨,其是由悬链安装轨道201和张紧机构202构成,所述张紧机构202为重锤式张紧机构,张紧机构安装在悬链安装轨道201的一端,其相对悬链安装轨道能够进行移动,通过张紧机构可以使悬链一直保持张紧状态;悬链支撑轨道2与泡沫生产线摆放嵌件区域相对的部位为工作区域,在悬链支撑轨道的工作区域设置有起始定位块,所述起始定位块的安装位置为挂具运行的起点,即“0”点,也为挂具运行的终点;所述悬链支撑轨道2喷漆前严格进行除锈处理,经过处理的轨道保证踏面平直光滑,悬链支撑轨道具有较高的承载能力和刚度,保证轨道的耐磨性和悬链运动的平稳性;所述张紧机构上装有检测器,用于检测悬链的松弛、最大行程的到位及链条的断裂,并将检测信息发送给主控制器,由主控制器自动停机、报警;张紧机构包括伸缩轨道2021、涨紧弯轨2022、活动部;所述的伸缩轨道2021设置在涨紧弯轨上,伸缩轨道带有入口及导槽,便于安装在悬链安装轨道上,所述活动部安装在伸缩轨道上,活动部与伸缩轨设置在悬链安装轨道的框架内,活动部带有走轮和导向轮,可进行精确导向;
[0044]
所述悬链3安装在悬链支撑轨道2内,悬链沿着悬链支撑轨道的轨迹循环运行,悬链为双铰接万向链条,链条节距t=250mm;吊挂间距4t=1000mm;悬链长度约64米:链条最大运行速度10m/min,速度在0-10m/min之间可调;
[0045]
所述挂钩4安装在悬链3上,挂具5通过挂钩等间距挂在悬链3上,所述挂钩4包括两个挂片401,两个所述的挂片中间通过销轴连接,在每个挂片顶端的外侧壁上均加工有u型的挂卡豁口402,所述挂卡豁口挂在悬链3上,在每个挂片的底部均加工有连接孔403,用于通过铁链与挂具5连接,挂钩4满足每个吊点150kg承重要求,该结构的挂钩能够有效防脱,防止产品在运行过程中掉落;
[0046]
所述挂具5的数量与泡沫生产线中发泡模具的数量一致,其与发泡模具一一对应,且与发泡模具的编号规则一致,均按照1、2、3...n的顺序进行编号,并预存在主控制器8内;每个不同编号的挂具分别用于承载与其编号一致的发泡模具发泡时所需的全部嵌件;挂具有两种款式,一种为用于承载epp的第一挂具,共计6个,其体积大,采用吊笼式挂具;另一种为用于承载普通嵌件的第二挂具,共计26个,第二挂具b可以装大骨架、毛毡、钢丝、镶嵌块等,具有多用性,实际使用时可以在第二挂具内设置多个摆放区域501和挂件区域502,每个区域分别摆放或挂不同嵌件,这样可有效避免由于嵌件多样性,辨别难,容易出现错上嵌件,导致泡沫报废现象的发生;
[0047]
所述悬链驱动机构6安装在支架的横梁上,用于驱动悬链运行,悬链驱动机构6包括:变频电机601、编码器602、驱动链轮603,所述编码器安装在变频电机的输出轴上,编码器与主控制器电连接,用于将监测到的数据发送给主控制器,通过主控制控制变频电机转速;所述变频电机601选择3kw的三菱系列变频电机,此变频电机工作稳定,可以保证随时进行速度调节;所述驱动链轮安装在链轮架604上并相对链轮架能够进行转动,所述链轮架604的主动轮与驱动轮6041同轴连接,所述驱动轮6041与变频电机输出端的链轮通过链条连接,变频电机驱动后带动驱动轮6041转动,从而带动驱动链轮603转动,驱动链轮驱动悬链运行;
[0048]
所述传感器7为基恩士光电传感器,传感器按照固定间距安装在悬链支撑轨道上,传感器按照1、2、3...n的顺序进行编号,传感器的编号及不同编号传感器距离起始定位块的位置信息均预存在主控制器内;其中,1号传感器为基准传感器,其距离起始定位块的位置设定后,主控制器将自动计算出其余编号传感器所对应的位置,通过n个传感器实现对不同编号挂具的位置信息进行寻找和标定;32个传感器的控制位置可安装下述方式布置:#1传感器位置:+4.10;#2传感器位置:+6.05;#3传感器位置:+8.04;#4传感器位置:+10.04;#5传感器位置:+12.03;#6传感器位置:+14.01;#7传感器位置:+16.03;#8传感器位置:+18.01;#9传感器位置:+20.02;#10传感器位置:+22.00;#11传感器位置:+24.02;#12传感器位置:+26:00#13传感器位置:+27.90;#14传感器位置:+29.88;#15传感器位置:+31.87;#16传感器位置:+33.87;#17传感器位置:+35.87;#18传感器位置:+37.87;#19传感器位置:+39.85;#20传感器位置:+41.85;#21传感器位置:+43.84;#22传感器位置:+45.84;#23传感器位置:+47.89;#24传感器位置:+49.96;#25传感器位置:+51.98;#26传感器位置:+53.94;#27传感器位置:+55.85;#28传感器位置:+57.80;#29传感器位置:+60.29;#30传感器位置:+62.83;#31传感器位置:+64.78;#32传感器位置:+66.77,通过传感器发现位置出现偏差后,悬链自动追踪或等待;
[0049]
所述主控制器8选择可编程控制器系列西门子plc 200smart系列,主控制器与泡沫生产线的控制器通过网络连接,用于将泡沫生产线的总长度、每个模具的编号、运行速度、位置信息传输给主控制器,主控制器根据泡沫生产线中每个模具的运行情况,同时结合传感器发送回来的各挂具的位置信息,以及编码器发送回来的变频电机的转速情况,来控制悬链驱动机构的运行速度,使挂具与泡沫生产线中与挂具编号对应的模具同步运行到达起始定位块标定的位置。
[0050]
进一步,在所述支架外侧对悬链支撑轨道的非工作区域设有围栏,围栏高度2000mm,通过围栏保证悬链系统正常运行,防止人员走动剐蹭吊具。
[0051]
在所述悬链支撑轨道上靠近悬链驱动机构和张紧机构的位置加工有检查口,便于正常使用时观察链条的磨损情况和链条的张紧情况。
[0052]
本实用新型提供的一种泡沫嵌件自动同步悬链系统的使用方法,具体包括以下步骤:
[0053]
步骤s1、在启动悬链系统前,先将泡沫生产线中不同编号发泡模具所需的所有嵌件排放到与发泡模块编号对应的挂具上;
[0054]
步骤s2、启动现有泡沫生产线,泡沫生产线正常运行,运行过程中泡沫生产线上不同编号模具的运行位置、运行速度信息均存储在泡沫生产线的控制器内;
[0055]
步骤s3、启动悬链系统,悬链系统上的主控制器通过网络与泡沫生产线的控制器连接,控制器实时将不同编号模具的运行位置、运行速度信息发送给主控制器;
[0056]
步骤s4、主控制器通过悬链系统上的n个传感器实现对悬链系统上不同编号挂具的位置信息进行寻找和标定;同时主控制器根据不同编号模具的运行位置、运行速度信息,并结合编码器发送回来的变频电机的转速情况,实时调整控制悬链驱动机构的运行速度,使挂具与泡沫生产线中与挂具编号对应的发泡模具同步运行到达起始定位块标定的位置;
[0057]
步骤s5、操作员工站在泡沫生产线旁,根据自动传送过来的嵌件挂具拿取相应嵌件,安放到对应的发泡模具内即可。
[0058]
以上所述仅为本申请的优选实施例而已,并不用于限制本申请。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips