
 商标分类
商标分类  商标转让
商标转让 
塑胶瓶塞生产工艺的制作方法
 2021-02-23 03:02:34|
2021-02-23 03:02:34| 323|
323| 起点商标网
起点商标网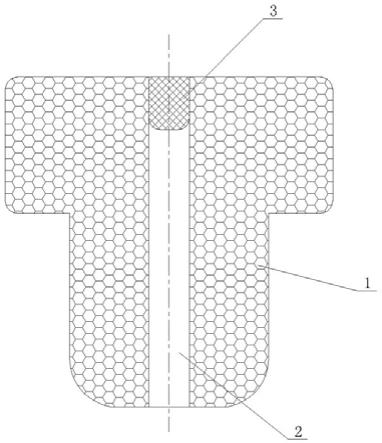
[0001]
本发明涉及一种用于瓶口密封的塑胶瓶塞的生产工艺。
背景技术:
[0002]
瓶塞主要包括软木材质瓶塞和弹性塑胶材质瓶塞,当瓶子进行灌装后用瓶塞进行封口时,瓶子内部的空气不可避免会被逐渐压缩,压力逐步变大,使瓶塞不易装入,当瓶内增加的空气压力大于瓶塞与瓶口内壁的摩擦力时,瓶塞就会弹出,据测算,目前红酒酒瓶在装入瓶塞后,其瓶子内部空气压力最高会达到10公斤左右,所以需要瓶塞与瓶口内壁的摩擦力足够大,这会带来瓶塞开启的困难。为解决上述技术问题,目前采用的方法一般是在瓶塞的塞头外圆开设排气槽,但排气槽的开设会使瓶塞与瓶口内壁的有效密封接触长度变短,影响瓶口密封;而且排气槽的开设容易使瓶塞在排气槽处积存污垢,影响使用卫生。
技术实现要素:
[0003]
针对现有技术存在的不足,本发明提供了一种塑胶瓶塞生产工艺,所生产的塑胶瓶塞,在瓶子灌装封口时,能够排出瓶子内部的空气,使瓶子内部保持常压,使瓶塞易于装入和拔出瓶口,并保证瓶口密封和使用卫生。
[0004]
本发明是采取如下技术方案来完成的:塑胶瓶塞生产工艺,其特征在于:第一步,通过注塑成型方式成型出用于封堵瓶口的、可重复装入和拔出瓶口的弹性塑胶材质的大塞体,在大塞体进行注塑成型的同时,大塞体上成型出轴向通孔,轴向通孔贯通大塞体的顶面和底面;第二步,成型出刚性材质的小塞体,小塞体的外径匹配轴向通孔的孔径;第三步,用小塞体对轴向通孔进行封堵,小塞体与轴向通孔内壁之间摩擦力不大于大塞体与瓶口内壁之间摩擦力的五分之一。
[0005]
采用上述技术方案所生产的塑胶瓶塞,在瓶子灌装后进行封口时,首先取下小塞体,这样一来,在瓶塞被装入瓶子的过程中,瓶子内部的被压缩空气能够通过轴向通孔被完全排出,使瓶子内部保持常压,瓶塞易于装入并能够防止瓶塞弹出,瓶塞开启也更易于操作,在瓶塞完全装入瓶口后,再用小塞体堵住轴向通孔,使瓶子内外被隔绝;以后瓶塞使用时随着瓶子内部液体的变少,瓶内空气的可压缩空间变大,瓶塞就可像现有技术的瓶塞一样进行重复的装入和拔出瓶口来使用。另外,由于没有排气槽的开设,所以瓶塞与瓶口内壁的有效密封接触长度不受影响,保证瓶口密封和使用卫生。
[0006]
作为优选,小塞体与轴向通孔内壁之间的摩擦力为0.5公斤及以下。
[0007]
作为优选,大塞体与瓶口内壁的摩擦力为4公斤及以下。
附图说明
[0008]
本发明有如下附图:图1为本发明所生产的塑胶瓶塞的结构示意图。
具体实施方式
[0009]
本发明的塑胶瓶塞生产工艺,包括以下三个步骤:第一步,通过注塑成型方式成型出用于封堵瓶口的、可重复装入和拔出瓶口的弹性塑胶材质的大塞体,在大塞体进行注塑成型的同时,大塞体上成型出轴向通孔,轴向通孔贯通大塞体的顶面和底面;第二步,成型出塑料、玻璃、陶瓷或其它刚性材质的小塞体,小塞体的外径匹配轴向通孔的孔径;第三步,用小塞体对轴向通孔进行封堵,小塞体与轴向通孔内壁之间摩擦力不大于大塞体与瓶口内壁之间摩擦力的五分之一。最佳设计为:小塞体与轴向通孔内壁之间的摩擦力为0.5公斤及以下,大塞体与瓶口内壁的摩擦力为4公斤及以下。
[0010]
本发明所生产的塑胶瓶塞如图1所示,具有弹性塑胶材质的大塞体1和塑料、玻璃或陶瓷材质的小塞体3,大塞体1设有贯通其顶面和底面的轴向通孔2,轴向通孔2为直孔,孔径为5-8mm,轴向通孔2由所述小塞体3进行封堵,小塞体3的长度为其外径的1.5-2.0倍,小塞体3与轴向通孔2内壁之间的摩擦力为0.5公斤,大塞体1与瓶口内壁的摩擦力为4公斤。
[0011]
本发明所生产的塑胶瓶塞,在瓶子灌装后进行封口时(瓶塞第一次装入瓶口),首先将大塞体1装入瓶口,然后再用小塞体3堵住大塞体1的轴向通孔2;而瓶子到达用户手里后,需要打开瓶子时,拔出大塞体1即可,而重新装入大塞体1时如果瓶内空气压力大于0.5公斤,那么小塞体3会弹出,只要将小塞体重新装入即可,一般来说,瓶子内的液体倒出一部分后,瓶内空气的可压缩空间就会变大,装入大塞体1时小塞体就不会弹出,瓶塞就可像现有技术一样进行使用。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips