
 商标分类
商标分类  商标转让
商标转让 
增材制造结构及其制造方法与流程
 2021-02-22 20:02:23|
2021-02-22 20:02:23| 474|
474| 起点商标网
起点商标网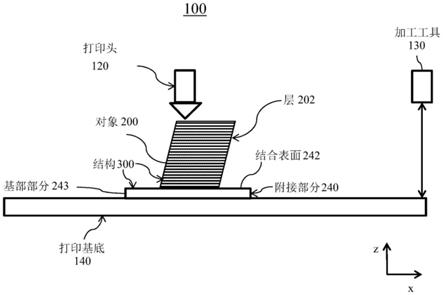
增材制造结构及其制造方法
[0001]
相关申请的交叉引用
[0002]
本申请要求于2018年6月11日提交的序列号为62/683,527的美国临时专利申请的优先权。明确地要求该临时专利申请的优先权,并且该临时专利申请的公开内容在此通过参引全部并入本文并用于所有目的。
技术领域
[0003]
所公开的实施方式总体上涉及增材制造,并且更具体地,但非排他性地,涉及增材制造结构及其制造方法。
背景技术:
[0004]
也称为增材制造的三维(3d)打印是一种仅在需要的地方沉积材料的技术,因此与通常通过从块体材料(bulk material)减少或移除材料来形成部件的传统制造技术相比材料浪费明显减少。虽然最初的三维(3d)打印制品通常是模型,但通过创建可以作为更复杂系统中的功能部件——比如铰链、工具、结构元件——的3d打印制品,该行业正在快速发展。
[0005]
在典型的增材制造过程中,通过在计算机控制下形成材料层来创建3d对象。对于更高级的3d打印制品出现的挑战是提供要在其上进行打印的打印表面。例如,在基于挤出沉积的3d打印过程中,打印表面需要提供适当的粘附性,使得打印表面可以足够强地粘附至被打印的3d对象,以防止3d对象在整个打印持续时间内移动。此外,打印表面通常应该允许在不损坏或污染3d对象的情况下与3d对象分离。从3d对象移除现有的打印表面通常很难且耗时。并不总是希望3d对象在移除时在3d对象上保留纹理。另外,当不同的材料需要与3d对象结合时,需要进行次级操作(例如,将第二材料结合或紧固至3d对象)。通常,次级操作需要在能够应用粘结剂或紧固件之前进行额外的预处理(例如,清洁、磨蚀和/或涂底漆),该预处理可能耗时、引入来自人工操作的其他错误,并且对在制造期间触及3d对象提出了挑战。
[0006]
用于制造大尺寸(即,通常有至少一个尺寸大于5英尺)的3d制品的增材制造可以称为大尺寸增材制造。用于大尺寸增材制造的系统(或技术)可以被称为大尺寸增材制造系统(或技术)。示例性大尺寸增材制造系统例如包括:能够从位于俄亥俄州哈里森的辛辛那提股份有限公司(cincinnati incorporated)获得的大面积增材制造(big area additive manufacturing)(baam)100alpha,或者能够从位于印第安纳州戴尔的瑟姆伍德公司(thermwood corporation)获得的大尺寸增材制造(large scale additive manufacturing)(lsam)机器。使用挤出沉积来进行大尺寸增材制造的示例性系统包括baam 100alpha和lsam机器。
[0007]
由于材料性能的改进和对定制大型结构的需求增加,大尺寸增材制造最近已成为研究较多、用途较广和技术进步较大的领域。例如,位于亚利桑那州凤凰城的本地汽车公司(local motors)是首先使用大尺寸增材制造或大尺寸挤出沉积来打印车辆的公司。然而,
大尺寸增材制造也面临独特的挑战。
[0008]
以较小尺寸增材制造来制造结构的方法可能不一定适用于大尺寸增材制造。尽管较小尺寸增材制造可能在设定合适的打印表面方面遇到困难,但该困难在大尺寸增材制造中会特别严重并且存在独特的挑战。例如,在小尺寸增材制造中,可以用胶棒或油漆工的胶带涂覆打印表面,这种涂覆对于大尺寸而言会是耗时的并且是不实际的。此外,在大尺寸挤出沉积过程中,珠粒的固化可能花费较长时间。因此,每个打印层可以具有各自的固化过程。另外,打印层的尺寸较大,因此相邻层之间的相对变形量较大。在相邻层之间的应力累积会是显著的。
[0009]
在一些常规的大尺寸系统中,丙烯腈丁二烯苯乙烯(abs)片可以用于覆盖打印床,通过经由打印床施加的真空被拉动并且提供高的粘附性。然而,打印床在被加热时会较热,从而使得在大尺寸打印期间难以将abs片向下放置或行进。abs片在较大打印件上可能会留下不均匀的间隙,这是因为多个abs片必须并排被粘贴以覆盖大尺寸的打印工作台。此外,abs片可能在打印期间在高应力下变形。作为又一挑战,多个abs片之间可能存在会影响打印品质的间隙。因此,间隙的不均匀性以及板之间的间隙的存在会显著影响打印品质。
[0010]
在发生变形的情况下,abs片不再被真空保持向下,并且可能从打印床上抬起。例如,在大尺寸挤出沉积过程中,珠粒的固化可能花费很长时间。因此,每个打印层可以具有各自的固化过程。另外,打印层的尺寸很大,因此相邻层之间的相对变形量很大。在相邻层之间的应力累积会是显著的。abs片的抬起会以突然的方式导致应力释放。具有这种变形的对象可能看起来形状不佳。对象的某些变形会减小打印期间对象与打印头之间的距离,并且随后沉积在对象上的珠粒的宽度会增大,从而导致打印缺陷。
[0011]
在一些常规的大尺寸系统中,板比如木质碎料板可以涂覆有胶并且比如使用木胶。塑料颗粒可以在木胶上扩展。由颗粒引起的粗糙度可以帮助在打印期间将对象保持就位。然而,在大尺寸增材制造中,使颗粒在板上扩展会是耗时的,并且难以在制造期间均匀地分配胶水和颗粒。任一者的不均匀分布可能导致对象的非均匀粘附,这会导致对象的变形。当对象从板移除时,大量的光滑的颗粒会掉落至地面,从而导致大的混乱。此外,板由于失去的颗粒而不能被容易地再使用。最后,该方法导致颗粒粘在打印件的底层,从而降低了该层的品质和平坦度;通常,需要通过次级操作来移除该底层。
[0012]
另一挑战是大的平坦表面的打印。例如,在大尺寸挤出沉积过程中,两个相邻层的打印之间的时间会是较长的。在两个相邻层中,第一层会在打印第二层之前在很大程度上固化。两层之间的粘附因此会很差。另外,可能难以在打印大的平坦表面时实现在y方向上良好的重叠。在仅几个相邻的层之后进行过度填充会导致打印头可能撞入的组合错误。过度填充还会导致压实机(baam)或辊(lsam)堵塞并停止工作。另一方面,填充不足会产生不良的机械性能。
[0013]
对于更先进的3d打印制品出现的另一挑战是打印悬伸结构。例如,许多结构材料的桥接间隙而不在重力作用下变形(例如下垂)或断裂的能力较差。悬伸结构可以包括打印结构的从打印结构的主要部分延伸并沿与重力至少部分地正交的方向延伸到空的空间中的一部分。桥接结构可以包括具有各自连接至打印结构的两个相反的端部区域的示例性悬伸结构。
[0014]
尽管较小尺寸增材制造可能会遇到制造悬伸结构的困难,但是该困难在大尺寸增
材制造中特别严重并且提出了独特的挑战。在大尺寸挤出沉积过程中,悬伸结构通常是大尺寸的。悬伸结构的变形量会是显著的。例如,在大尺寸挤出沉积过程中,大尺寸的挤出珠粒可以更久地保持热,并且在喷嘴试图将珠粒沉积在期望位置之后较长时间保持橡胶状或熔融状态。在珠粒的固化期间,珠粒可能无法在珠粒本身的重量和打印在珠粒的顶部上的材料的重量的作用下保持尺寸。尽管可以使用快速固化过程、比如用液氮喷涂珠粒来加速固化,但是快速固化过程会显著降低打印层之间的层间粘附并且削弱大尺寸打印结构的强度。相比之下,在小尺寸挤出沉积中,风扇可以用来在材料离开喷嘴时快速固化材料,并且因此悬伸部可以更容易地打印。
[0015]
为了帮助打印悬伸结构,支承结构与对象可以同时被打印,并且然后可以随后在支承结构上打印悬伸结构。然而,在大尺寸增材制造中,这种支承结构消耗大量资源,比如材料、打印时间和能量消耗。此外,支承结构的性能不能灵活选择,因此移除支承结构会是困难的。即使使用稀疏填充图案来打印支承结构,仍然可能难以移除支承结构,并且上面讨论的跨越稀疏填充支承结构中的间隙进行打印的问题仍然存在。
[0016]
鉴于前述问题,需要改进措施和/或替代性的或另外的解决方案,以改进增材制造过程,进而生产克服现有解决方案的缺点并且使次级操作的数目最小化的打印表面。
技术实现要素:
[0017]
本公开涉及增材制造结构及其制造方法和使用方法。
[0018]
根据本文公开的第一方面,阐述了一种用于增材制造的方法,该方法包括:
[0019]
将附接部分定位在打印机中;以及
[0020]
至少部分地在附接部分上打印对象,附接部分构造成通过在打印期间吸收热,通过与对象互锁,或者通过在打印期间吸收热和与对象互锁的组合而结合至对象。
[0021]
在所公开的方法的一些实施方式中,打印机是大尺寸增材制造系统的一部分。
[0022]
在所公开的方法的一些实施方式中,附接部分由第一材料制成,并且对象由与第一材料不同的第二材料制成。
[0023]
在所公开的方法的一些实施方式中,所述定位包括对至少部分地由热塑性材料、热固性材料、或者热塑性材料和热固性材料的组合制成的附接部分进行定位。
[0024]
在所公开的方法的一些实施方式中,所述定位包括对由纤维增强的热塑性材料制成的附接部分进行定位。
[0025]
在所公开的方法的一些实施方式中,附接部分包括限定一个或更多个开口并且放置在背衬表面上的穿孔面板,并且所述打印包括在附接部分上打印对象,使得对象的一部分流动穿过一个或更多个开口,一经接触背衬表面就被迫扩展,并且形成了构造成与穿孔面板互锁的一个或更多个盖。
[0026]
在所公开的方法的一些实施方式中,所述定位包括对包括聚醚酰亚胺(pei)泡沫、聚醚砜(pes)泡沫或其组合的附接部分进行定位。
[0027]
在所公开的方法的一些实施方式中,所述定位包括:
[0028]
打印多个层,所述多个层沿堆叠方向堆叠并且共同形成闭合的环;
[0029]
利用喷涂泡沫填充由闭合的环限定的空间,该喷涂泡沫构造成在空间中膨胀;以及
[0030]
将膨胀的喷涂泡沫切割成与多个层中的顶层齐平。
[0031]
在所公开的方法的一些实施方式中,该方法还包括:在打印之前,在附接部分上执行表面处理。
[0032]
在所公开的方法的一些实施方式中,该执行包括在附接部分上执行等离子体处理。
[0033]
在所公开的方法的一些实施方式中,该执行包括在由金属制成的附接部分上执行等离子体处理。
[0034]
在所公开的方法的一些实施方式中,附接部分构造成在打印期间一经吸收至少部分地来自对象的热就结合至对象。
[0035]
在所公开的方法的一些实施方式中,该方法还包括准备附接部分,该附接部分包括:
[0036]
基部部分;以及
[0037]
结合层,该结合层位于基部部分上并且在打印期间与对象接合。
[0038]
在所公开的方法的一些实施方式中,所述准备包括:将结合层布置在基部部分上,该结合层构造成在打印期间一经吸收至少部分地来自对象的热就将基部部分结合至对象。
[0039]
在所公开的方法的一些实施方式中,准备包括:将结合层布置在基部部分上,该结合层至少部分地由热塑性聚氨酯制成。
[0040]
在所公开的方法的一些实施方式中,所述准备包括:将所述结合层布置在所述基部部分上,所述结合层包括带蜂窝状图案的片。
[0041]
在所公开的方法的一些实施方式中,准备包括:将结合层布置在基部部分上,该结合层包括由聚乙烯对苯二甲酸乙二醇酯(polyethylene terephthalate glycol)(petg)、聚对苯二甲酸乙二醇酯(pet)、或者聚乙烯对苯二甲酸乙二醇酯(petg)和聚对苯二甲酸乙二醇酯(pet)的组合制成的片。
[0042]
在所公开的方法的一些实施方式中,
[0043]
基部部分包括限定一个或更多个开口并且被放置在背衬表面上的穿孔面板,
[0044]
所述准备包括在基部部分上打印结合层,以及
[0045]
结合层的一部分流动穿过一个或更多个开口,一经接触背衬表面就被迫扩展,并且形成构造成与穿孔面板互锁的一个或更多个盖。
[0046]
在所公开的方法的一些实施方式中,所述准备包括:
[0047]
通过打印机打印包括一个或更多个层的基部部分;以及
[0048]
将结合层布置在基部部分上。
[0049]
在所公开的方法的一些实施方式中,该方法还包括:
[0050]
打印包括一个或更多个底层的底部结构;以及
[0051]
在底层结构上布置次级结合层,
[0052]
其中,定位包括将附接部分经由次级结合层附接至底部结构。
[0053]
在所公开的方法的一些实施方式中,定位包括对包括平坦面板的附接部分进行定位,并且其中,打印包括将所述对象完全打印在平坦面板上。
[0054]
在所公开的方法的一些实施方式中,打印包括:
[0055]
打印至少一个第一层结构;以及
[0056]
在定位之后,在第一层结构和附接部分上打印第二层结构,该附接部分构造成结合至第二层结构。
[0057]
在所公开的方法的一些实施方式中,该方法还包括:将支承结构定位在打印机中,其中,对附接部分进行定位包括将附接部分定位在支承结构上。
[0058]
在所公开的方法的一些实施方式中,该方法还包括:在打印第二层结构之后,将支承结构从附接部分移除。
[0059]
在所公开的方法的一些实施方式中,该方法还包括准备至少部分地由泡沫制成的支承结构。
[0060]
在所公开的方法的一些实施方式中,该方法还包括使用打印机来打印支承结构。
[0061]
在所公开的方法的一些实施方式中,打印包括打印第二层结构,该第二层结构在打印第二层结构期间至少部分地由附接部分支承。
[0062]
在所公开的方法的一些实施方式中,打印至少一个第一层结构包括打印两个第一层结构,附接部分位于两个第一层结构之间。
[0063]
在所公开的方法的一些实施方式中,打印第二层结构包括在打印第二层结构期间打印对两个第一层结构进行桥接并且至少部分地由附接部分支承的第二层结构。
[0064]
在所公开的方法的一些实施方式中,打印两个第一层结构包括打印各自限定有凹部的两个第一层结构,该凹部用于将附接部分容置在打印机的打印基底上方且不接触打印基底的升高位置处。
[0065]
在所公开的方法的一些实施方式中,该方法还包括在所述凹部的底部上设置次级结合层,次级结合层构造成将附接部分粘附至第一层结构。
[0066]
在所公开的方法的一些实施方式中,第二层结构包括至少一个紧固构件,该至少一个紧固构件形成在附接部分的边缘区域上并且构造成紧固附接部分以免从凹部脱出。
[0067]
在所公开的方法的一些实施方式中,第二层结构并不连续地延伸越过附接部分。
[0068]
在所公开的方法的一些实施方式中,在附接部分与至少一个第一层结构之间存在间隙。
[0069]
在所公开的方法的一些实施方式中,
[0070]
打印至少一个第一层结构包括打印沿打印方向被打印并且沿堆叠方向被堆叠的一个或更多个第一层;以及
[0071]
打印第二层结构包括打印沿打印方向被打印并且沿堆叠方向被堆叠的一个或更多个第二层。
[0072]
在所公开的方法的一些实施方式中,打印至少一个第一层结构包括打印以相对于打印方向的侧角来限定侧壁的第一层结构,该侧角在35度至90度的范围内。
[0073]
在所公开的方法的一些实施方式中,打印至少一个第一层结构包括打印以沿着侧壁变化的侧角来限定侧壁的第一层结构。
[0074]
在所公开的方法的一些实施方式中,打印至少一个第一层结构包括打印以沿着堆叠方向减小的侧角来限定弯曲的侧壁的第一层结构。
[0075]
在所公开的方法的一些实施方式中,至少一个第一层结构和附接部分分别具有邻近第二层结构的界面侧,并且定位包括将附接件部分定位成使得接合侧面是共面的。
[0076]
根据本文公开的另一方面,阐述了至少部分地通过增材制造而制成的结构,包括:
[0077]
对象,该对象包括沿堆叠方向堆叠的一个或更多个层;以及
[0078]
附接部分,该附接部分沿堆叠方向与对象堆叠,并且通过吸收在打印对象期间产生的热、通过与对象互锁、或者这两种方式的组合而结合至对象。
[0079]
在所公开的结构的一些实施方式中,附接部分包括限定一个或更多个开口的穿孔面板,并且对象的一部分延伸穿过一个或更多个开口并且形成构造成与穿孔面板互锁的一个或更多个盖。
附图说明
[0080]
图1是图示了用于增材制造的系统的实施方式的示例性图。
[0081]
图2a是图示了图1的系统的替代性实施方式的示例性图,其中,该系统制造包括对象和附接部分的结构。
[0082]
图2b是图示了图2a的系统的替代性实施方式的示例性横截面图,其中,附接部分限定一个或更多个开口。
[0083]
图2c是图示了图2b的系统的替代性实施方式的示例性斜轴图,其中,附接部分限定开口阵列。
[0084]
图3是图示了用于基于图2的系统进行增材制造的方法的实施方式的示例性顶级流程图。
[0085]
图4a是图示了图2a的结构的替代性实施方式的示例性横截面图,其中,附接部分包括结合层和基部部分。
[0086]
图4b是图示了用于制造图4a的结构的系统的替代性实施方式的示例性横截面图,其中,基部部分限定一个或更多个开口。
[0087]
图4c是图示了图4b的结构的替代性实施方式的示例性斜轴图,其中,基部部分限定了开口阵列。
[0088]
图5是图示了在制造期间图2a的结构的替代性实施方式的示例性横截面图,其中,对象包括第一层结构。
[0089]
图6是图示了在制造期间图5的结构的替代性实施方式的示例性横截面图,其中,附接部分定位在系统中。
[0090]
图7是图示了在制造期间图6的结构的替代性实施方式的示例性横截面图,其中,在附接部分上打印有第二层结构。
[0091]
图8是图示了图3的方法的替代性实施方式的示例性流程图,其中,该方法包括打印第一层结构。
[0092]
图9是图示了图7的结构的替代性实施方式的示例性横截面图,其中,附接部附接至支承结构。
[0093]
图10是图示了图9的结构的替代性实施方式的示例性横截面图,其中,支承结构从附接部分移除。
[0094]
图11是图示了图7的结构的另一替代性实施方式的示例性横截面图,其中,对象包括第一层结构和第二层结构以及附接部分,第二层结构打印在附接部分上,并且间隙将第一层结构和附接部分分开。
[0095]
图12是图示了图7的结构的另一替代性实施方式的示例性横截面图,其中,对象包
括有倾斜的侧壁。
[0096]
图13是图示了图7的结构的另一替代性实施方式的示例性横截面图,其中,第一层结构具有弯曲的侧壁。
[0097]
图14是图示了图7的结构的另一替代性实施方式的示例性横截面图,其中,第二层结构具有倾斜角。
[0098]
图15是图示了图7的结构的替代性实施方式的示例性横截面图,其中,该结构包括第三层结构。
[0099]
图16是图示了图3的方法的另一替代性实施方式的示例性流程图,其中,该方法包括打印第三层结构。
[0100]
图17是图示了在制造期间图7的结构的另一替代性实施方式的示例性横截面图,其中,第一层结构包括支承构件。
[0101]
图18是图示了图17的结构的另一替代性实施方式的示例性横截面图,其中,在附接部分上打印有第二层结构。
[0102]
图19是图示了图18的结构的另一替代性实施方式的示例性横截面图,其中,支承构件具有非均匀的侧壁。
[0103]
图20是图示了图17的结构的另一替代性实施方式的示例性图,其中,附接部分附接至次级结合层。
[0104]
图21是图示了图2a的系统的另一替代性实施方式的示例性图,其中,附接部分附接至底部结构。
[0105]
图22是图示了用于控制图1的系统的控制系统的实施方式的示例性图。
[0106]
应当指出的是,附图未按比例绘制,并且贯穿所有附图,出于说明性目的,具有类似的结构或功能的元件通常由相似的附图标记表示。还应当指出的是,附图仅意在便于描述优选的实施方式。附图未图示所描述的实施方式的每个方面并且不限制本公开的范围。
具体实施方式
[0107]
图1示出了用于增材制造的示例性系统100。系统100可以包括3d打印机,该3d打印机构造成通过挤出沉积(或材料挤出)来打印对象200。打印头120被示出为包括喷嘴,该喷嘴构造成将一个或更多个聚合物层沉积到打印基底140上以形成对象200。打印基底140在图1中被示出为提供打印表面110,打印表面110用于接纳从打印头120沉积的初始打印材料。
[0108]
打印基底140被示出为包括打印床160。打印床160可以提供均匀或平坦的表面。打印床160可以包括经加热和/或未经加热的工作台。打印基底140可以包括任何替代类型的打印床以及至少部分覆盖打印床的任何其他中间结构(未示出)。层的堆叠方向为z方向,并且打印方向为x方向。
[0109]
尽管图1将增材制造示出为通过使用挤出沉积的系统100来实施,但是在本公开中可以使用用于实施增材制造的任何其他系统或过程。用于增材制造的示例性过程可以包括粘结剂喷射、定向能量沉积、材料喷射、粉末床熔合、片层压、还原光聚合、立体光刻或其组合。
[0110]
如上所述,通常期望将对象200从打印表面110移除。因此,用于增材制造的系统
100在打印表面110与最初打印的层之间提供适当的结合以防止对象200的损坏或污染,和/或提供暂时结合以用于随后通过紧固件和/或销进行附接。
[0111]
此外,由于当前可用的方法和系统不能提供具有适当粘附性的可靠打印表面、不能产生具有良好层间粘附性的大的平坦表面、并且不能产生具有强悬伸结构的大尺寸增材制造零件,因此可以克服上述缺点的增材制造结构及其制造方法可以证明是合乎期望的,并且为广泛的应用比如对车辆和/或建筑结构的增材制造提供了基础。
[0112]
尽管将在本公开中阐述的结构和方法应用于解决大尺寸增材制造中的技术问题,但是这些结构和方法可以应用于任何较小尺寸增材制造,比如中等尺寸和/或小尺寸增材制造,这不受限制。例如,在一些实施方式中,由于机器尺寸,大尺寸增材制造提供了容易的通路(例如,由于零件更大,打印时在机器中有更多的工作空间)以执行本文公开的实施方式。然而,本领域普通技术人员将理解的是,本文公开的实施方式可以应用于较小尺寸增材制造系统。
[0113]
转向图2a,示出了示例性系统100的替代性实施方式。附接部分240被示出为布置在打印基底140上。附接部分240可以是可渗透的和/或不可渗透的。附接部分240在图2a中被示出为具有平坦面板的形状。示例性附接部分240可以通过经由冲压、铣削、模切、成型、铸造、激光切割和/或水射流切割对片材料进行切割、增材制造或其组合而制成。在一个实施方式中,附接部分240可以在被定位于系统100中之前被预切割成选定的形状和尺寸。有利地,附接部分240可以替换可能以其他方式被打印的对象200的大的平坦部段。在一些实施方式中,附接部分240包括对象200的一个或更多个层202。另外和/或替代性地,可以使用增材制造来制成示例性附接部分240。
[0114]
对象200和附接部分240可以由相同和/或不同的材料制成。在一个实施方式中,对象200可以由第一材料制成,并且附接部分240可以由与第一材料不同的第二材料制成。通过示例并且如下文进一步讨论的,对象200可以包括被打印在附接部分240上的经打印的碳纤维填充abs,该碳纤维填充abs包括聚碳酸酯蜂窝状片和/或abs蜂窝状片。在另一示例中,对象200可以包括泡沫聚合物(例如pes),该泡沫聚合物可以结合至作为附接部分240的板或结构,使得在对象200的顶部上的打印件可以将聚合物附至板或结构。在又一示例中,在暂停使用两部分式喷涂泡沫填充闭合的环之前,可以打印用于若干层的闭合的环。在短时间(例如30秒)之后,可以将膨胀的泡沫切割成与顶部打印层齐平并用作打印表面。另外和/或替代性地,对象200可以由聚对苯二甲酸乙二醇酯(pet)、聚乙烯对苯二甲酸乙二醇酯(petg)和/或类似物制成。
[0115]
附接部分240可以在对象200的打印之前(或在对象200的打印期间)定位在打印基底140上。附接部分240可以以下述任何合适的方式相对于打印基底140固定就位:所述任何合适的方式包括例如真空、胶粘、夹持、螺栓连接和/或施加粘合剂(可移除的和/或永久性的)。另外和/或替代性地,附接部分240可以通过机械连接件比如配合的止动部而相对于打印基底140固定就位,该配合的止动部包括诸如块、突部、袋状部、槽、斜面、锁定销、悬臂构件、支承销等的配合元件的任意组合,配合的止动部可以被选择性地或自动地接合和/或断开接合以将附接部分240和打印基底140相对于彼此联接或断开联接。
[0116]
对象200被示出为包括沿z方向堆叠的一个或更多个层202。对象200可以使用增材制造来制造。打印头120可以至少部分地在附接部分240上打印对象200。示例性对象200可
以由热塑性材料制成,该热塑性材料包括abs、聚碳酸酯、聚酰胺、聚氧化二甲苯(ppo)、聚苯醚(ppe)或其组合。对象200还可以在以大尺寸被打印时用碳和/或玻璃填充,以限制翘曲、改善流动和/或影响机械性能。
[0117]
在一个实施方式中,对象200可以至少部分地由热塑性聚氨酯(tpu)制成。示例性tpu可以包括基于酯的tpu。在非限制性示例中,基于酯的tpu可以具有范围从85a至98a的肖氏硬度。tpu可以使用保持在室温处的打印床160(图1中所示的)被3d打印。有利地,由于较高的操作温度在打印床160上引起应变,所以将打印床160保持处于室温可以延长打印床160的使用寿命,并且简化由操作员执行的与打印床相关的程序。另外和/或替代性地,tpu可以是可回收的并且导致更少的环境废物。
[0118]
附接部分240可以在打印期间一经对象200接触就结合至对象200。可选地,附接部分240可以在与对象200的初始打印层202接触了选定的时间量之后以最佳强度结合至对象200。换言之,附接部分240可以在对象200的初始打印层202冷却或固化了选定的时间量之后以最佳强度结合至对象200。换言之,对象200可以在与附接部分240的结合表面242接触时粘附至附接部分240。结合表面242可以是附接部分240上的靠近对象200的表面。因此可以形成结构300。结构300可以包括对象200和附接部分240。换言之,在打印对象200完成之后,结构300可以整体上从打印基底140移除,而附接部分240保持粘附至对象200。在一个实施方式中,附接部分240可以永久地结合至对象200。
[0119]
在一个实施方式中,附接部分240可以一经与对象200接触和/或一经加热就与对象200结合。例如,附接部分240可以在打印期间吸收来自对象200的热和/或例如当打印基底140包括经加热的工作台时吸收来自打印基底140的热。在一些实施方式中,例如作为次级操作,附接部分240还可以使用附加的紧固件和/或附接件(未示出)紧固至对象200。
[0120]
图2a示出了包括基部部分243的附接部分240。基部部分243可以是附接部分240的实心部分,并且被示出为与对象200接触。示例性的基部部分243可以由包括金属、聚合物、陶瓷、半导体或其组合的任何材料制成。示例性基部部分243可以由热塑性和/或热固性材料制成。示例性基部部分243可以由聚醚酰亚胺(pei)、聚醚砜(pes)、pet、petg、abs、聚碳酸酯、聚酰胺、ppo、ppe、tpu或其组合制成。一经加热,基部部分243可以熔化并与对象200结合。可选地,基部部分243可以具有平滑的纹理、泡沫纹理、闭孔泡沫纹理、开孔泡沫纹理、波纹纹理、不规则的粗糙纹理、带图案的纹理(例如,凹窝、小点、几何形状等)和/或蜂窝状纹理。例如,基部部分243可以包括pei泡沫和/或pes泡沫。在另一示例中,基部部分243可以包括纸板和/或被粗糙化以用于打印的表面。
[0121]
在一个实施方式中,基部部分243可以包括呈片的形式或任何其他形状的热塑性和/或热固性材料。热塑性和/或热固性材料可以可选地是纤维增强的。例如,织物可以浸泡和/或浸透在热塑性材料中以形成纤维增强的热塑性片。在另一示例中,热塑性材料可以被3d打印并且由例如热塑性聚氨酯(tpu)制成。织物可以在3d打印期间嵌入tpu中以形成纤维增强的tpu。织物可以包括任何柔性材料,所述柔性材料包括天然和/或人造纤维的网状物。示例性的纤维可以包括纱或线。织物可以通过包括例如编织、针织、钩编、打结、毡化(felting)、毡合(matting)、毡缩(condensing)和/或压制的任何适合的过程形成。织物可以包括任何有机织物、半合成织物、合成织物、编织织物、非编织织物或其组合。示例性的有机织物可以包括棉、牛仔布、帆布、粗帆布、亚麻布、丝、羊毛和/或类似物。示例性的半合成
织物可以包括人造丝和/或类似物。示例性的合成织物可以包括聚酯、丙烯酸、聚酰胺、聚合物微纤维和/或类似物。另外和/或替代性地,热塑性塑料和/或热固性材料可以用包括碳纤维、玻璃纤维和/类似物的任何合适的强化纤维来进行纤维增强。
[0122]
在一个实施方式中,当基部部分243由热塑性和/或热固性材料制成时并且当打印基底140被加热时,带纹理的和/或带图案的片可以定位在基部部分243与打印基底140之间。片的纹理可以被压印到基部部分243上。
[0123]
在一些实施方式中,对象200没有从附接部分240移除,并且因此,有利地消除了设置打印表面110(如图1中所示)以允许容易地移除对象200的问题。附接部分240可以包括平坦面板,并且可以有利地消除对使用增材制造来打印大的平坦层的需要。
[0124]
另外,当附接部分240在对象200的打印之前被预切割时,不需要在打印之后执行零件后或打印后的修剪。有利地,对象200的处理可以简化。附接部分240可以由机械强度高的材料制成,并且因此在对象200上提供坚固的高张力层,该高张力层可以导致更轻且更坚固的结构300。此外,附接部分240可以用作打印对象200的剪切面板。作为示例,附接部分240包括三维打印车辆的下部底盘的封闭面板。
[0125]
另外和/或替代性地,附接部分240可以由下述材料制成:该材料具有一种或更多种选定特性并且可以有利地扩展结构300的功能。例如,附接部分240可以是热绝缘的、半导电的和/或导电的。另外和/或替代性地,附接部分240可以是电绝缘的、半导电的和/或导电的。例如,由pei泡沫和/或pes泡沫制成的附接部分240可以是热绝缘的。另外和/或替代性地,附接部分240可以向结构300提供机械的改进、和/或提供化学屏障层和/或湿气屏障层。
[0126]
因为附接部分240可以在打印对象200的同时被结合,所以可以消除和/或减少用于将附接部分240附接至对象200的次级操作。有利地,可以节省时间和人工成本,并且可以简化制造过程。可以有利地避免与形成和使用/再次使用现有的可移除打印表面(如上所述)有关的其他问题。
[0127]
系统100被示出为包括可选的加工工具130。加工工具130可以在对象200的打印期间和/或在对象200的打印之后移除对象200和/或附接部分240的选定部分。示例性加工工具130可以包括铣刀、车床、任何类型的切割机或其组合。加工工具130可以安装在系统100的任何合适的位置处。图2a仅出于说明性目的将加工工具130示出为直接和/或间接地连接至打印床160。打印头120和加工工具130可以通过相同和/或不同的控制系统500(在图22中示出)来控制。
[0128]
虽然图2a仅出于示例性目的将附接部分240示出为与z方向垂直的平坦面板240,但是附接部分240可以具有以任何合适的取向定位的任何选定形状,这不受限制。
[0129]
转向图2b,附接部分240被示出为具有平面形状并且限定了沿z方向穿过附接部分240的多个开口245(由虚线示出)。换言之,附接部分240可以包括穿孔面板。对象200被示出为通过在附接部分240上打印珠粒而形成。珠粒的材料在熔融状态下沿方向a被迫穿过开口245,直到接触背衬表面180为止。示例性背衬表面180可以包括打印基底140(在图2a中示出)、先前打印的层202(在图2a中示出)和/或定位在附接部分240下方的任何其他合适的片。
[0130]
不能流动超过背衬表面180的材料被迫沿与方向a垂直的方向扩展(或成蘑菇状突出),并且被示出为形成盖247。换言之,对象200被打印在附接部分240的第一侧部上,并且
珠粒的材料流动穿过附接部分240并在附接部分240的与第一侧部相反的第二侧部上扩展。在z方向上的仰视图中,盖247的尺寸(或面积)可以大于开口245的尺寸(或面积)。因此,盖247可以形成使附接部分240结合至对象200的机械互锁。有利地,即使在附接部分240与对象200之间没有粘附性或有低粘附性的情况下,附接部分240也可以以可靠的方式结合至对象200。
[0131]
转向图2c,附接部分240被示出为限定了开口245的阵列。对象200的珠粒被示出为沿着一行开口245被打印并且形成了一行盖247。当对象200被打印以覆盖更多的开口245时,可以形成更多的盖247,并且附接部分240与对象200之间的机械互锁的强度可以进一步提高。
[0132]
尽管图2c仅出于说明性目的将x方向示出为与一行开口245对准(平行),但是x方向可以相对于成行或成列的开口245定向,这不受限制。尽管图2c仅出于说明性目的示出了各自均具有椭圆形状的开口245的阵列,但是附接部分240可以限定具有相同和/或不同形状并且以任何选定的图案布置的任意数目的开口245。
[0133]
转向图3,示出了制造结构300(图2a所示)的方法400的实施方式的示例性流程图。在420处,可以将附接部分240可选地定位在系统100中。例如,附接部分240可以放置成至少部分地与打印基底140接触。另外和/或替代性地,附接部分240可以放置在距打印基底140一定距离处。换言之,附接部分240可以放置成不接触打印基底140。
[0134]
在430处,可以至少部分地在附接部分240上打印对象200。对象200可以在打印时或在打印之后与附接部分240结合。在对象200与附接部分240之间的结合可以具有任何合适的性质。在一个实施方式中,结合可包括化学和/或物理结合比如粘附。另外和/或替代性地,结合可以包括机械互锁(例如,在图2b中示出)。
[0135]
可选地,在410处,可以准备附接部分240。准备附接部分240可以包括用于对附接部分240进行处理(或对附接部分240的表面进行预处理)以允许附接部分240与对象200之间的结合的一个或更多个过程。在一个示例中,所述准备可以包括执行表面预处理以增加结合表面242(在图2a中示出)的粗糙度。另外和/或替代性地,表面预处理可以在结合表面242上产生活性化学结合。示例性表面处理可以包括等离子体处理、溅射、蚀刻、紫外线臭氧处理、湿法蚀刻、化学擦拭、火焰处理、砂磨和/或铣削。在一个实施方式中,基部部分243(在图2a中示出)可以由包括金属比如铝和/或钢的材料制成。在一个实施方式中,所述准备可以包括对基部部分243进行等离子体处理以进行清洁、增加表面能和/或使结合表面242粗糙化以改善结合。
[0136]
尽管图3仅出于说明目的将410处的准备和420处的定位示出为在430处的打印之前执行,但是可以在430处的打印之前和/或在430处的打印期间执行410处的准备和/或420处的定位,这不受限制。可选地,方法400可以包括在430处的打印之后将附接部分240紧固至对象200。有利地,可以进一步防止附接部分240与对象200断开附接。
[0137]
转向图4a,附接部分240被示出为包括位于基部部分243与对象200之间的结合层244。结合层244可以在附接部分240上打印对象200之前布置于基部部分243上。换言之,准备附接部分240可以包括将结合层244布置在基部部分243上,并且结合表面242变为结合层244与对象200之间的界面。结合层244与基部部分243之间的结合可以具有任何合适的性质。在一个实施方式中,结合可以包括化学和/或物理结合比如粘合剂。另外和/或替代性
地,结合可以包括机械互锁(例如,在图4b中示出)。结合层244可以在与对象200接触时和/或在被加热时将附接部分240与对象200结合。例如,结合层244可以在打印期间吸收来自对象200的热和/或例如当打印基底140包括经加热的工作台时吸收来自打印基底140的热。
[0138]
示例性的结合层244可以包括粘合剂。例如,粘合剂可以包括木胶、接触式粘合剂、热塑性和热固性粘合剂比如b阶环氧树脂、或其组合。示例性的粘合剂可以是树脂基、氨基甲酸酯基、丙烯酸酯基、丁二烯-氯丁二烯基、丙烯酸基、氯丁二烯基、聚(乙烯醇)基或其组合。例如,粘合剂可以包括任何接触式粘合剂、木胶或其组合。示例性的接触式粘合剂可以包括天然橡胶和/或聚氯丁二烯(或氯丁二烯)。在一个示例中,接触式粘合剂可以包括3m 30nf contact adhesive(可从位于美国明尼苏达州枫木城的3m公司获得)、3m fastbond pressure sensitive adhesive 4224nf,clear(可从3m公司购得),3m fastbond 30h contact adhesive(可从3m公司购得)、3m neoprene contact adhesive 5,neutral sprayable(可从3m公司购得)。示例性木胶可以是聚(乙烯醇)基或pva基的。此外,结合层244可以包括丙烯酸酯、氨基甲酸酯、环氧树脂、聚酰胺、聚酰亚胺和其他热熔粘合剂。在一个实施方式中,具有较低粘合强度的粘合剂——比如接触式粘合剂或木胶——可以用于在打印期间暂时地保持对象200。在该实施方式中,面板可以预制有对准特征。面板可以有利地通过打印的对象被对准,并且还包括在将对象从打印基底上移除之后用于紧固件、部件等的二次对准的对准特征。在一些实施方式中,该面板例如在车辆服务期间可以通过移除螺钉并将弱结合的面板剥离来移除。
[0139]
在一些实施方式中,如果对象200的选定层202变得太冷——无论是计划的还是计划外的(例如,由于电源故障、材料进料问题等),则可以在打印下一层202之前将粘合剂涂覆在冷的选定层202上。换句话说,基部部分243可以包括先前打印的一个或更多个层202,并且结合层244可以包括粘合剂,使得新打印的层202可以被结合至先前打印的层202。
[0140]
另外和/或替代性地,结合层244可以包括热塑性和/或热固性材料。示例性结合层244可以由聚醚酰亚胺(pei)、聚醚砜(pes)、聚碳酸酯、abs、聚碳酸酯、聚酰胺、petg、pet、ppo、ppe、tpu或其组合制成。在一个实施方式中,结合层244可以被3d打印。在这种情况下,示例性的结合层244可以由tpu和/或聚酰胺制成。在一个实施方式中,结合层244可以至少部分地由聚酰胺制成。可以被3d打印的示例性的聚酰胺可以包括可从德国杜塞尔多夫的汉高及两合公司(henkel ag&co.kgaa)购得的technomelt。
[0141]
尽管图4a仅出于说明性目的示出了结合层244设置在整个基部部分243上,但是结合层244可以部分和/或完全覆盖基部部分243,这不受限制。例如,结合层244可以在基部部分243上设置在选定区域上,在该选定区域上,基部部分243与对象200接合。
[0142]
对象200和结合层244可以分别由任何合适的材料制成。在一个示例中,碳纤维/abs层可以被打印在未填充的abs片上,使得将片温度提高至预定温度(例如110℃)以上产生永久结合。在另一个示例中,打印在petg片上的petg可以被加热以产生永久结合。尽管以类似/相似的材料描述,但是可以使用在加热或不加热的情况下彼此有利地相互作用的不同材料。举例来说,petg可以在室温下被打印到未填充的abs片上(例如,在光滑侧)以产生永久结合。
[0143]
可选地,当在z方向上观察时,结合层244可以具有纹理。换句话说,结合层244可以具有物理粗糙度以增加抓持力,该抓持力增强至对象200的粘合。在一个实施方式中,当沿z
方向观察时,结合层244可以具有蜂窝状图案。例如,结合层244可以包括带蜂窝状图案(或结构化)的聚碳酸酯片。在另一个示例中,结合层244可以包括具有泡沫纹理的pei泡沫和/或pes泡沫。在一个实施方式中,结合层244可以以包括例如通过使用选定粘合剂的任何合适的方式固定至基部部分243。
[0144]
转向图4b,基部部分243被示出为具有平面形状并且限定了沿z方向穿过基部部分243的多个开口249(以虚线示出)。结合层244被示出为通过在基部部分243上打印珠粒而形成。珠粒的材料在熔融状态下沿方向a被迫穿过开口249,直到接触背衬表面180为止。
[0145]
不能流动超出背衬表面180的材料可以被迫沿与方向a垂直的方向扩展(或成蘑菇状突出),并且被示出为形成盖246。在z方向上的仰视图中,盖246的尺寸(或面积)可以大于开口249的尺寸(或面积)。因此,盖246可以形成使结合层244结合至基部部分243的机械互锁。有利地,即使在结合层244与基部部分243之间没有粘附性或有低粘附性的情况下,结合层244也可以以可靠的方式结合至基部部分243。
[0146]
转向图4c,基部部分243被示出为限定了开口249的阵列。结合层244的珠粒被示出为沿着一行开口249被打印并形成了一行盖246。当结合层244被打印以覆盖更多的开口249时,可以形成更多的盖246,并且结合层244与基部部分243之间的机械互锁的强度可以进一步提高。
[0147]
尽管图4c仅出于说明性目的将x方向示出为与一行开口249对准(平行),但是x方向可以相对于成行或成列的开口249定向,这不受限制。尽管图4c仅出于说明性目的示出了各自均具有椭圆形状的开口249的阵列,但是基部部分243可以限定具有相同和/或不同形状并且以任何选定图案布置的任意数目的开口249,这不受限制。
[0148]
转向图5,示出了结构300的横截面。在结构300中,对象200被示出为包括第一层结构210。第一层结构210被示出为包括在z方向上堆叠的一个或更多个层202。第一层结构210可以使用增材制造来制造。
[0149]
第一层结构210被示出为具有侧壁214。侧壁214被示出为相对于x方向成侧角a。换句话说,侧壁214相对于打印基底140成侧角a。
[0150]
转向图6,附接部分240被示出为定位在与侧壁214相距一距离d处。尽管图6仅出于说明性目的将附接部分240和第一层结构210示出为放置在打印基底140上,但是附接部分240和第一层结构210可以定位在任何相同和/或不同的平面上,这不受限制。
[0151]
附接部分240被示出为提供远离打印基底140的结合表面242。第一层结构210可以包括远离打印基底140的接合侧面216。如图6说明性地示出的,接合侧面216和结合表面242可以是共面的。
[0152]
距离d可以是第一层结构210和附接部分240上的任何点之间的空间。如图6说明性地示出的,距离d可以是接合侧面216与结合表面242之间的间隙241的尺寸。换句话说,距离d可以是在附接部分240和第一层结构210的区域——可以在这些区域上打印后续的层——之间测量的空间。
[0153]
图6仅出于说明目的示出间隙241是均匀的。间隙241可以在沿着侧壁214的各个位置处是相同的和/或不同的。例如,侧壁214可以具有弯曲的、倾斜的和/或不规则的形状,从而导致沿着侧壁214的非均匀的间隙241和非均匀的距离d。在一个示例中,距离d在不同的位置处可以是零和/或非零。换句话说,侧壁214可以与附接部分240部分地接触。
[0154]
尽管图6示出了第一层结构210和附接部分240在由z方向和x方向限定的平面中具有间隙241,但是第一层结构210和附接部分240可以在由z方向和y方向限定的平面和/或任何其他平面中被分开和/或接触,这不受限制。
[0155]
转向图7,第二层结构220被示出为设置在附接部分240和第一层结构210上。第二层结构220被示出为包括在z方向上堆叠的一个或更多个层202。在一个实施方式中,第二层结构220可以使用与制造第一层结构210相同的增材制造技术来制造。
[0156]
第二层结构220被示出为跨越间隙241。距离d可以是任何合适的长度。小的距离d可以有利地减小跨越间隙241的第二层结构220的变形的可能性。该距离d可以通过第二层结构220的桥接能力、即第二层结构220的材料的在没有任何支承的情况下从第二层结构220下方的空间沿竖向方向悬伸的能力来确定。在一个实施方式中,距离d可以为零。有利地,第二层结构220可以在打印期间被完全支承,并且变形可以被减少或防止。
[0157]
转向图8,示出了用于制造结构300(图7所示)的方法400的替代性实施方式的示例性流程图。在432处,可以打印第一层结构210。在434处,可以在附接部分240和第一层结构210上打印第二层结构220。在被打印时,第二层结构220可以结合至附接部分240。有利地,附接部分240可以代替结构300中的经打印的填充物/支承物。有利地,附接部分240可以向结构300提供结构强度和/或任何其他选定的性能,并且可以消除用于将附接部分240附接至第二层结构220的次级操作。
[0158]
可选地,在420处,可以将附接部分240定位在系统100中。附接部分240可以定位在与第一层结构210相距选定的距离d处。尽管图8仅出于说明性目的将420处的可选定位示出为在432处的打印之前执行,但是420处的定位可以在432处的打印之后和/或在432处的打印期间执行,这不受限制。换句话说,附接部分240可以在打印第一层结构210之后且在打印第二层结构220之前定位。例如,打印过程可以在打印第一层结构210之后且在打印第二层结构220之前具有暂停或时间间隔。附接部分240可以在该时间间隔期间由操作员手动地和/或以机器辅助的方式(例如,机械地)定位。有利地,附接部分240可以在不妨碍打印第一层结构210的过程的情况下定位。另外和/或替代性地,附接部分240可以在完成第一层结构210的打印之前被放置。定位附接部分240的过程可以明显短于打印第一层结构210的过程。
[0159]
转向图9,附接部分240被示出为附接至支承结构248。换句话说,支承结构248可以支承附接部分240,使得附接部分240可以从打印基底140上抬高选定的高度。
[0160]
支承结构248可以具有任何选定的形状和尺寸。支承结构248可以使用任何合适的材料和过程制成。在一个实施方式中,支承结构248可以使用3d打印制成。有利地,3d打印可以制作具有复杂外形的支承结构248。另外和/或替代性地,支承结构248可以由包括泡沫的材料制成。泡沫可以被加工以获得选定的尺寸和形状。有利地,支承结构248可以以节省费用的方式制成。
[0161]
附接部分240可以以包括例如真空、胶粘、夹持、螺栓连接和/或施加可移除的粘合剂的任何合适的方式相对于支承结构248固定就位。另外和/或替代性地,附接部分240可以经由机械连接件比如配合的止动件而相对于支承结构248固定就位。在一个实施方式中,附接部分240可以暂时附接至支承结构248。
[0162]
转向图10,支承结构248被示出为从附接部分240移除。第二层结构220的延伸超过第一层结构210的一部分以及附接部分240可以形成悬伸结构224。悬伸结构224可以在支承
结构248的移除之前和/或之后保持形状。换句话说,悬伸结构224即使未被支承并在空的空间上定位,悬伸结构224也不会在重力作用下变形或断裂远离第二层结构220。
[0163]
支承结构248可以从附接部分240移除。从附接部分240移除支承结构248可以包括使支承结构248从与附接部分240的直接接触中脱离。支承结构248可以在任何合适的时间被移除。在一个实施方式中,第二层结构220可以在支承结构248从附接部分240移除之前被冷却至室温和/或固化。有利地,支承结构248与附接部分240组合可以在冷却和/或固化期间向第二层结构220提供支承,以避免第二层结构220的变形。在完成冷却和/或固化时,第二层结构220可以获得足够的结构强度,并且甚至在移除支承结构248之后也不会变形。
[0164]
转向图11,第一层结构210被示出为包括第一层结构210a、210b。第一层结构210a、210b中的每一者均被示出为包括在z方向上堆叠的一个或更多个层202。第一层结构210a、210b可以包括相同和/或不同数目的层202。在一个实施方式中,第一层结构210a、210b可以包括相同数目的层202。有利地,第一层结构210a、210b可以被同时打印,并且第一层结构210a、210b的暴露于后续打印层的表面可以是齐平和/或共面的。
[0165]
图11将附接部分240示出为位于第一层结构210a、210b之间。附接部分240被示出为位于分别与第一层结构210a、210b相距距离d1、d2处。距离d1、d2可以是相同和/或不同的。图11将第二层结构220示出为设置在第一层结构210a、210b和附接部分240上。
[0166]
转向图12,第一层结构210的侧壁214被示出为是远离z方向倾斜的表面。换句话说,侧角a不是直角。图12将侧角a示出为小于90度。
[0167]
侧角a可以具有任何合适的值。侧角a的最小值可以由材料、打印过程和/或宽高比(aspect ratio)来确定。在一个实施方式中,当用于打印第一层结构210的珠粒(未示出)较宽时,侧角a可以较小。例如,当珠粒具有大的宽高比时,侧角a可以较小。宽高比可以包括珠粒的宽度(或y方向上的尺寸)与高度(或z方向上的尺寸)之比。另外和/或替代性地,当层202之间的固化时间较长时,侧角a可以校小。示例性侧角a可以在35度至90度的范围内。
[0168]
转向图13,第一层结构210的侧壁214被示出为包括远离z方向倾斜的弯曲表面。侧壁214可以在沿着侧壁214的相应位置处具有多个侧角a。如图13所示,侧角a被示出为包括在侧壁214的端部区域处的侧角a1和在侧壁214的中间区域处的侧角a2。侧角a1和侧角a2可以是相同的和/或不同的。
[0169]
侧角a1、a2中的每一者的最小值可以通过材料、打印过程和/或宽高比来确定。在一个实施方式中,当用于打印第一层结构210的珠粒(未示出)较宽时,侧角a1、a2可以较小。例如,当珠粒具有大的宽高比时,侧角a1、a2可以较小。宽高比可以包括珠粒的宽度(或y方向上的尺寸)与高度(或z方向上的尺寸)之比。另外和/或替代性地,当层202之间的固化时间较长时,侧角a1、a2可以较小。示例性侧角a1、a2分别可以在35度至90度的范围内。
[0170]
尽管侧壁214仅出于说明性目的在图12中被示出为笔直的且在图13中被示出为弯曲的,但是侧壁214可以是笔直的、弯曲的或其组合,这不受限制。
[0171]
转向图14,结合表面242被示出为与第二层结构220接合。结合表面242的形态和/或形状可以确定打印在附接部分240上的第二层结构220。图14示出了在结合表面242与打印基底140之间存在倾斜角b。有效地,形成在附接部分240上的悬伸结构224可以具有相对于打印基底140成倾斜角b的侧壁。
[0172]
倾斜角b可以具有任何合适的值。在一个实施方式中,倾斜角b可以具有在不被附
接部分240支承的情况下在3d打印中难以和/或不可能实现的值。示例性倾斜角b可以在0度至45度或0度至35度的范围内。有利地,当第二层结构220由具有有限悬伸能力的材料制成、或者使用允许有限悬伸并且在没有任何支承的情况下不能形成较小值的倾斜角b的过程制成时,附接部分240可以提供支承以使得这样的小的倾斜角b是可行的。
[0173]
在一个实施方式中,倾斜角b可以为零。结合表面242因此可以平行于打印基底140。例如,结合表面242可以与第一层结构210的接合侧面216(图6所示)共面。
[0174]
转向图15,附接部分240被示出为包括附接部分240a和堆叠在附接部分240a上的附接部分240b。附接部分240b被示出为具有比附接部分240a的结合表面242a远离打印基底140的结合表面242b。对象200被示出为包括形成在第二层结构220上和形成在附接部分240b上的第三层结构230。在被打印时,第二层结构220可以结合至附接部分240a。另外和/或替代性地,在被打印时,第三层结构230可以结合至附接部分240b。
[0175]
尽管图15将附接部分240b示出为被堆叠在附接部分240a上,但是附接部分240b可以位于比如打印基底140的任何表面上和/或位于任何先前打印的层上,这不受限制。例如,附接部分240b可以位于支承结构248(图9所示)上,并且支承结构248可以堆叠在附接部分240a上。可选地,在支承结构248结合于附接部分240b与第三层结构230之间时,支承结构248可以从附接部分240b移除。尽管图15示出了附接部分240a、240b,但是任何数目的相同和/或不同的附接部分240均可以使用。
[0176]
转向图16,示出了用于制造结构300(图15所示)的方法400的实施方式的示例性流程图。方法400被示出为包括430处的打印的更多细节。在432处,可以打印第一层结构210。在434处,可以在第一层结构210和附接部分240a上打印第二层结构220。附接部分240a可以结合至第二层结构220。在436处,可以在第二层结构220和附接部分240b上打印第三层结构230。附接部分240b可以结合至第三层结构230。
[0177]
换句话说,434处的打印可以如436处所示的那样通过定位附加的附接部分240来重复执行,以相对于打印基底140在不同的高度和/或距离处(如图15所示)打印、形成对象200(图15所示)的多个悬伸结构224、234(图15中所示)。尽管434处的打印在图16中被示出为重复执行一次,但是434处的打印可以被重复执行任意数目的次数,这不受限制。
[0178]
转向图17,示出了结构300的示例性横截面。在结构300中,对象200被示出为包括第一层结构210。第一层结构210被示出为包括支承构件212。支承构件212可以包括第一层结构210的一个或更多个选定层202的邻近于第一层结构210的侧壁214或外围区域的一部分。支承构件212与第一层结构210的邻近于支承构件212的层202组合可以限定凹部215,该凹部215可以至少部分地容置附接部分240。支承构件212可以因此允许附接部分240在抬高的位置处至少部分地定位(和/或结合就位)得高于空的空间。换句话说,支承构件212可以在不接触打印基底140的情况下位于第一层结构210上。在一些实施方式中,粘合剂可以被施加至附接部分240的底表面和/或侧面以用于例如在凹部215内与对象200至少暂时结合。
[0179]
支承构件212可以具有任何合适的形状。图17将支承构件212示出为包括壁,该壁包括靠近打印基底140的一个或更多个层202的一部分。附接部分240可以位于壁的远离打印基底140的端部区域上。
[0180]
尽管图17仅出于说明性目的示出了各自包括支承构件212a、212b的两个第一层结构210a、210b,但是对象200可以包括一个第一层结构210,或者一个或更多个相同和/或不
同的第一层结构210。每个第一层结构210可以包括一个支承构件212,或者包括任何数目的相同和/或不同的支承构件212,这不受限制。尽管图17示出了各自在x方向上与附接部分240接触的第一层结构210a、210b,但是任何相同和/或不同的距离d(如图7所示)均可以沿x方向和/或y方向存在于第一层结构210与附接部分240之间。
[0181]
转向图18,第二层结构220被示出为设置在附接部分240和第一层结构210上。在被打印时,第二层结构220可以与附接部分240结合。有利地,第二层结构220可以在打印期间被支承,并且由于第一层结构210a、210b之间的间隙引起的第二层结构220的变形可以被减少或防止。
[0182]
有利地,因为附接部分240可以由第一层结构210支承,所以附接部分240可以在对任何支承(例如,支承结构248(如图9所示))的需求最小的情况下定位。当不需要附接部分240与打印基底140之间的打印填充物或其他支承结构时,可以有利地消除定位和移除支承结构248的额外步骤。附接部分240在z方向上的尺寸可以小于并且不需要等于第一层结构210的尺寸。因此,附接部分240的尺寸可以以更大的灵活性进行选择。
[0183]
转向图19,支承构件212被示出为具有非均匀的侧壁214。换句话说,第一层结构210的侧壁214被示出为包括远离z方向倾斜并且不垂直于打印基底140的表面。换句话说,支承构件212可以包括从打印基底140向远端分支以形成搁架的一个或更多个层202。因为第一层结构210仍然可以限定凹部215,所以附接部分240仍然可以由支承构件212来支承。
[0184]
尽管图19仅出于说明性目的示出了侧壁214的部分偏离z方向,但是侧壁214可以部分地和/或全部偏离z方向,这不受限制。尽管图19仅出于说明性目的将侧壁214示出为包括多个笔直部段,但是侧壁214可以包括分别是笔直和/或弯曲的任何数目的相同和/或不同的部段,这不受限制。
[0185]
所公开的实施方式还公开了经由增材制造来制造的结构300(图2a所示)。结构300可以包括对象200(图2a所示)和结合至对象200的附接部分240(图2a所示)。所公开的实施方式还公开了如图4、图7、图9、图10、图11至图15以及图17至图19所示的结构300。
[0186]
转向图20,可选的次级结合层262被示出为设置在支承构件212上。示例性的次级结合层262可以由粘合材料制成。例如,次级结合层262可以与如上文所公开的结合层244(图4a所示)的各种示例相同或相似。附接部分240可以经由次级结合层262附接至支承构件212。
[0187]
尽管图20仅出于说明性目的将次级结合层262示出为设置在凹部215的与打印基底140平行的底部处,但是次级结合层262可以应用于凹部215的与打印基底140不平行的任何一个或多个表面。例如,次级结合层262可以施加至附接部分240的能够与打印基底140垂直和/或与打印基底140成任何角度的侧表面。
[0188]
另外和/或替代性地,第二层结构220被示出为包括紧固构件222。紧固构件212可以包括第二层结构220的一个或更多个选定层202的形成在附接部分240的边缘区域上的一部分。换句话说,紧固构件212可以包括第二层结构220的形成在附接部分240上的外围区域。紧固构件212可以捕获附接部分240并且防止附接部分240沿z方向移动。有利地,附接部分240可以被紧固就位。
[0189]
另外和/或替代性地,包括第二层结构220a至220c的多个第二层结构220被示出为形成为部分地覆盖附接部分240。换句话说,在相邻的第二层结构220之间限定了间隙225,
并且因此多个第二层结构220并不越过附接部分240连续地连接。有利地,第二层结构220不必桥接两个第一层结构210,并且附接部分240可以实现用于悬伸结构的各种各样的形状。
[0190]
尽管图21至图24示出了系统100在x-z平面中的横截面。但是结构300(在图2中示出)可以以替代方式打印,使得系统100在y-z平面中的横截面可以与图21至图24所示的横截面相同和/或相似。
[0191]
转向图21,底部结构260被示出为定位在打印基底140上。底部结构260可以包括任何合适的结构。图21将底部结构260示出为包括一个或更多个底层202a。在一个实施方式中,底层202a可以被3d打印。可选的次级结合层262被示出为设置在底部结构260上。附接部分240可以经由次级结合层262附接至底部结构260。
[0192]
如图21所示,底部结构260可以是对象200的一体部分。换句话说,对象200的层202可以至少部分地堆叠在底部结构260上。然而,对象200可以被完全打印在附接部分上并且与底部结构260分开,这不受限制。
[0193]
转向图22,示出了用于增材制造的控制系统500。控制系统500可以构造成用于控制打印头120(图1所示)。控制系统500可以包括处理器510。处理器510可以包括一个或更多个通用微处理器(例如,单核或多核处理器)、专用集成电路、专用指令集处理器、图形处理单元、物理处理单元、数字信号处理单元、协处理器、网络处理单元、加密处理单元等。
[0194]
处理器510可以执行用于实现控制系统500和/或对象200(图2a所示)的计算机模型的指令。在非限制性示例中,指令包括一个或更多个增材制造软件程序。该程序可以用于利用多种打印选项、设置和技术来控制系统100,以实现大部件的增材打印。
[0195]
该程序可以包括计算机辅助设计(cad)程序,以生成对象200的3d计算机模型。另外和/或替代性地,3d计算机模型可以从另一个计算机系统(未示出)导入。3d计算机模型可以是行业标准中的实体、表面或网格文件格式。
[0196]
所述程序可以加载3d计算机模型,创建打印模型并生成用于控制系统100打印对象200的机器代码。示例性的程序可以包括可从位于印第安纳州戴尔的瑟姆伍德公司购得的lsam print 3d
。另外和/或替代性地,示例性的程序可以包括可从位于俄亥俄州哈里森的辛辛那提股份有限公司购得的未折叠模块软件(unfolder module software)、弯曲模拟软件(bend simulation software)、激光编程和/或嵌套软件(laser programming and/or nesting software)。
[0197]
如图22所示,控制系统500可以根据需要包括一个或更多个附加硬件部件。示例性的附加硬件部件包括但不限于存储器520(在本文中替代性地称为非暂时性计算机可读介质)。示例性的存储器520可以包括例如随机存取存储器(ram)、静态ram、动态ram、只读存储器(rom)、可编程rom、可擦除可编程rom、电可擦除可编程rom、闪存、安全数字(sd)卡等。用于实现控制系统500和/或对象200的计算机模型的指令可以存储在存储器520中以由处理器510执行。
[0198]
另外和/或替代性地,控制系统500可以包括通信模块530。通信模块530可以包括使用任何有线和/或无线通信方法操作以在控制系统500与另一个计算机系统(未显示)之间交换数据和/或指令的任何常规的硬件和软件。例如,控制系统500可以经由通信模块530接收与对象200相对应的计算机设计数据。示例性通信方法包括例如无线电、无线保真(wi-fi)、蜂窝、卫星、广播或其组合。
[0199]
另外和/或替代性地,控制系统500可以包括显示装置540。显示装置540可以包括操作成呈现用于操作控制系统500的编程指令和/或呈现与打印头120有关的数据的任何装置。另外和/或替代性地,控制系统500可以根据需要包括一个或更多个输入/输出装置550(例如,按钮、键盘、按键、轨迹球)。
[0200]
处理器510、存储器520、通信模块530、显示装置540和/或输入/输出装置550可以配置成例如使用硬件连接器以及总线和/或以无线方式进行通信。
[0201]
所公开的实施方式易于作出各种改型和替代形式,并且其具体示例已经在附图中通过示例的方式示出并且在此进行了详细描述。然而,应当理解的是,所公开的实施方式不限于所公开的特定形式或方法,而是相反,所公开的实施方式将涵盖所有改型、等同方案和替代方案。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 增材制造

 热门咨询
热门咨询




tips