
 商标分类
商标分类  商标转让
商标转让 
一种陷阻式蟑饵模具制造装置的制作方法
 2021-02-22 20:02:26|
2021-02-22 20:02:26| 416|
416| 起点商标网
起点商标网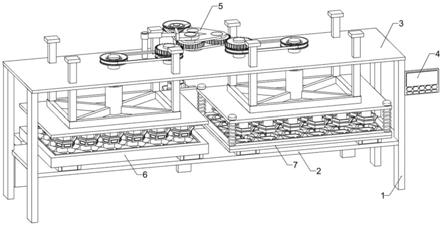
[0001]
本发明涉及模具制造领域,尤其涉及一种陷阻式蟑饵模具制造装置。
背景技术:
[0002]
现有药杀技术一般都是在一个完全开放或者半开放的环境中对蟑螂进行药杀,但药物并不能立即杀死蟑螂,摄入毒药之后离开的蟑螂往往会死在非撒药区域,难以知晓蟑螂尸体的具体位置,导致无法收集处理蟑螂尸体,这些尸体能够成为其他蟑螂的食物,致使蟑螂久杀不绝,药杀效果不理想。
[0003]
未解决上述问题,我们提出了一种陷阻式蟑饵模具制造装置。
技术实现要素:
[0004]
为了克服灭蟑药物并不能立即杀死蟑螂,摄入毒药之后离开的蟑螂往往会死在非撒药区域,难以知晓蟑螂尸体的具体位置,导致无法收集处理蟑螂尸体,这些尸体能够成为其他蟑螂的食物,致使蟑螂久杀不绝的缺点,技术问题:提供一种陷阻式蟑饵模具制造装置。
[0005]
一种陷阻式蟑饵模具制造装置,包括有支脚、底板、顶板、控制屏、动力传输系统、模具顶压制系统和模具体压制系统;支脚依次与底板、控制屏和顶板相连接;底板依次与模具顶压制系统和模具体压制系统相连接,并且模具顶压制系统与顶板相连接,而且模具体压制系统与顶板相连接;底板与动力传输系统相连接,并且动力传输系统与模具顶压制系统相连接,而且动力传输系统与模具体压制系统相连接,而且动力传输系统与顶板相连接。
[0006]
可选地,动力传输系统包括有电机、滑轨、滑块、电动转轴、上料管、第一传动杆、第一传动轮、第二传动轮、第一自由转轴、第一平齿轮、第二平齿轮、第三平齿轮、三角容纳夹板组、第四平齿轮、第二传动杆、第三传动轮、第五平齿轮、第三传动杆、第四传动轮、转接轴柱、异形传动板、电动推杆和第二自由转轴;电机与滑轨进行固接;电机轴心与第一传动杆进行固接;滑轨与滑块进行滑动连接;滑轨与顶板相连接;滑块与电动转轴进行固接;电动转轴与上料管进行固接;第一传动杆与第一传动轮进行固接;第一传动杆与顶板相连接;第一传动轮外环与第二传动轮进行传动连接;第二传动轮轴心与第一自由转轴进行固接;第一自由转轴与第一平齿轮进行固接;第一自由转轴与顶板相连接;第一自由转轴与三角容纳夹板组进行转动连接;第一平齿轮与第二平齿轮相互啮合,并且第二平齿轮与三角容纳夹板组相连接;第一平齿轮与第三平齿轮进行互相啮合;第二平齿轮与第四平齿轮互相啮合;第三平齿轮与转接轴柱进行固接;第三平齿轮一侧设置有第五平齿轮;第四平齿轮与第二传动杆进行固接;第二传动杆与顶板相连接;第二传动杆与第三传动轮进行固接;第三传动轮与模具体压制系统相连接;第五平齿轮与第三传动杆进行固接;第三传动杆与顶板相连接;第三传动杆与第四传动轮进行固接;第四传动轮与模具顶压制系统相连接;转接轴柱与异形传动板进行转动连接;异形传动板与电动推杆进行固接;电动推杆与第二自由转轴进行转动连接;第二自由转轴与顶板相连接。
[0007]
可选地,模具顶压制系统包括有第五传动轮、第一丝杆、第一限位传动架、第一顶部连接板、盒顶成型组件、第一模具板体和第一垫块;第五传动轮与第一丝杆进行固接;第五传动轮与第四传动轮相连接;第一丝杆与第一限位传动架进行传动连接;第一限位传动架与第一顶部连接板进行固接;第一限位传动架与顶板相连接;第一顶部连接板与盒顶成型组件进行固接;盒顶成型组件下方设置有第一模具板体;第一模具板体与第一垫块进行固接;第一垫块与底板相连接。
[0008]
可选地,模具体压制系统包括有第六传动轮、第二丝杆、第二限位传动架、第二顶部连接板、中央连接柱、盒体成型压块、第一弹簧、第二模具框体、第二模具板体和第二垫块;第六传动轮与第二丝杆进行固接;第六传动轮与第三传动轮相连接;第二丝杆与第二限位传动架进行传动连接;第二限位传动架与第二顶部连接板进行固接;第二限位传动架与顶板相连接;第二顶部连接板与中央连接柱进行滑动连接;第二顶部连接板与盒体成型压块相连接;中央连接柱外部设置有第一弹簧;中央连接柱与第二模具框体相连接;第二模具框体下方与第二模具板体相接触;第二模具板体与第二垫块进行固接;第二垫块与底板相连接。
[0009]
可选地,盒顶成型组件包括有压块外壳体、第二弹簧、施压柱、小型制槽模板和橡胶块;压块外壳体内部与第二弹簧进行固接;压块外壳体内部依次与施压柱和小型制槽模板进行滑动连接;施压柱与第一顶部连接板相连接;小型制槽模板外表面与橡胶块进行固接,并且橡胶块与压块外壳体相连接。
[0010]
可选地,盒顶成型组件和盒体成型压块均设置有二十四个,均排列成四乘六的矩阵形状。
[0011]
可选地,中央连接柱和第一弹簧组成的组合系统共设置有四组,分别安装在第二顶部连接板的四个角落处。
[0012]
可选地,第二模具框体中,相邻的模具框之间均设置有半圆柱形连接通道,并且最外侧的模具框四周环绕着一圈呈矩形形状的溢流槽,而且最外侧的模具框能够通过半圆柱形连接通道与溢流槽相接通。
[0013]
可选地,盒体成型压块和盒顶成型组件外表面均设置有环绕的六边形挡板。
[0014]
本发明具有以下优点:
[0015]
第一、通过设置动力传输系统,实现了对装置的分区控制,自动化生产模具顶盖和模具盒体。
[0016]
第二、通过设置模具顶压制系统,实现了制造特殊形状的顶盖,在用户使用时,需要向内对顶盖隔板进行二次按压破坏隔板,向内翘起的隔板会对内部空间形成一个反斜坡型阻隔,阻碍进入蟑饵盒内的蟑螂逃出蟑饵盒,延长蟑螂在内部与饵料接触的时间,并限制蟑螂的活动空间使之死亡在盒体内部,同时防止蟑螂尸体成为新的食物,降低清理尸体的难度和工作量。
[0017]
第三、通过设置模具体压制系统,大量制造盒体,同时制造原料流动通道,让原料能够互相流动补充,最终达到一个均衡的状态,保证原料过多的容纳腔不会发生原料大量溢出浪费、原料过少的容纳腔也能得到原料补充,最终能够正常成型,大大提高了原料的利用率,如果原料量超出了所有容纳腔的能够容纳的总和,还能够将多余的原料排出至外围的溢流槽内,防止其流动模具组的表面,便于收集处理。
附图说明
[0018]
图1为本发明的左前视图立体结构示意图;
[0019]
图2为本发明的右后视图立体结构示意图;
[0020]
图3为本发明的动力传输系统右后视图立体结构示意图;
[0021]
图4为本发明的模具顶压制系统左前视图立体结构示意图;
[0022]
图5为本发明的第一模具板体立体结构示意图;
[0023]
图6为本发明的盒顶成型组件立体结构示意图;
[0024]
图7为本发明的模具体压制系统左前视图立体结构示意图;
[0025]
图8为本发明的第二模具框体立体结构示意图。
[0026]
图9为本发明的第二模具板体立体结构示意图;
[0027]
图10为本发明的盒顶成型组件剖视图立体结构示意图。
[0028]
附图中的标记:1:支脚,2:底板,3:顶板,4:控制屏,5:动力传输系统,6:模具顶压制系统,7:模具体压制系统,501:电机,502:滑轨,503:滑块,504:电动转轴,505:上料管,506:第一传动杆,507:第一传动轮,508:第二传动轮,509:第一自由转轴,5010:第一平齿轮,5011:第二平齿轮,5012:第三平齿轮,5013:三角容纳夹板组,5014:第四平齿轮,5015:第二传动杆,5016:第三传动轮,5017:第五平齿轮,5018:第三传动杆,5019:第四传动轮,5020:转接轴柱,5021:异形传动板,5022:电动推杆,5023:第二自由转轴,601:第五传动轮,602:第一丝杆,603:第一限位传动架,604:第一顶部连接板,605:盒顶成型组件,606:第一模具板体,607:第一垫块,701:第六传动轮,702:第二丝杆,703:第二限位传动架,704:第二顶部连接板,705:中央连接柱,706:盒体成型压块,707:第一弹簧,708:第二模具框体,709:第二模具板体,7010:第二垫块,60501:压块外壳体,60502:第二弹簧,60503:施压柱,60504:小型制槽模板,60505:橡胶块。
具体实施方式
[0029]
以下参照附图对本发明的实施方式进行说明。
[0030]
实施例1
[0031]
一种陷阻式蟑饵模具制造装置,如图1-10所示,包括有支脚1、底板2、顶板3、控制屏4、动力传输系统5、模具顶压制系统6和模具体压制系统7;支脚1依次与底板2、控制屏4和顶板3相连接;底板2依次与模具顶压制系统6和模具体压制系统7相连接,并且模具顶压制系统6与顶板3相连接,而且模具体压制系统7与顶板3相连接;底板2与动力传输系统5相连接,并且动力传输系统5与模具顶压制系统6相连接,而且动力传输系统5与模具体压制系统7相连接,而且动力传输系统5与顶板3相连接。
[0032]
使用时,先将陷阻式蟑饵模具制造装置安装在需要使用的地方,外接电源和原料导管,使用控制屏4启动装置,通过动力传输系统5可分别向模具顶压制系统6和模具体压制系统7注入制造模具需要使用的原料,然后继续通过动力传输系统5交替控制模具顶压制系统6和模具体压制系统7将原料压制成成品模具,利用模具顶压制系统6内零件的特殊构造,压制出能阻碍蟑螂从模具内逃出的特殊模具。
[0033]
动力传输系统5包括有电机501、滑轨502、滑块503、电动转轴504、上料管505、第一传动杆506、第一传动轮507、第二传动轮508、第一自由转轴509、第一平齿轮5010、第二平齿
轮5011、第三平齿轮5012、三角容纳夹板组5013、第四平齿轮5014、第二传动杆5015、第三传动轮5016、第五平齿轮5017、第三传动杆5018、第四传动轮5019、转接轴柱5020、异形传动板5021、电动推杆5022和第二自由转轴5023;电机501与滑轨502进行固接;电机501轴心与第一传动杆506进行固接;滑轨502与滑块503进行滑动连接;滑轨502与顶板3相连接;滑块503与电动转轴504进行固接;电动转轴504与上料管505进行固接;第一传动杆506与第一传动轮507进行固接;第一传动杆506与顶板3相连接;第一传动轮507外环与第二传动轮508进行传动连接;第二传动轮508轴心与第一自由转轴509进行固接;第一自由转轴509与第一平齿轮5010进行固接;第一自由转轴509与顶板3相连接;第一自由转轴509与三角容纳夹板组5013进行转动连接;第一平齿轮5010与第二平齿轮5011相互啮合,并且第二平齿轮5011与三角容纳夹板组5013相连接;第一平齿轮5010与第三平齿轮5012进行互相啮合;第二平齿轮5011与第四平齿轮5014互相啮合;第三平齿轮5012与转接轴柱5020进行固接;第三平齿轮5012一侧设置有第五平齿轮5017;第四平齿轮5014与第二传动杆5015进行固接;第二传动杆5015与顶板3相连接;第二传动杆5015与第三传动轮5016进行固接;第三传动轮5016与模具体压制系统7相连接;第五平齿轮5017与第三传动杆5018进行固接;第三传动杆5018与顶板3相连接;第三传动杆5018与第四传动轮5019进行固接;第四传动轮5019与模具顶压制系统6相连接;转接轴柱5020与异形传动板5021进行转动连接;异形传动板5021与电动推杆5022进行固接;电动推杆5022与第二自由转轴5023进行转动连接;第二自由转轴5023与顶板3相连接。
[0034]
使用时,可控制滑块503在滑轨502内往复滑动,滑块503滑动到需要添加原料的模具一端,然后控制电动转轴504顺时针旋转九十度,带动上料管505转动至模具槽的上方,然后开始注料,注料的过程中可继续移动将整个模具内装满原料,填料完成后控制电动转轴504逆时针旋转九十度将上料管505转动至滑轨502上方,使上料管505撤出模具加工区,不妨碍模具加工。进行加工时,通过电机501带动第一传动杆506,接着第一传动杆506传动第一传动轮507,第一传动轮507再传动第二传动轮508,由第二传动轮508带动第一自由转轴509旋转,然后第一自由转轴509就能够带动第一平齿轮5010旋转,再然后由第一平齿轮5010同时啮合传动第二平齿轮5011和第三平齿轮5012,使第二平齿轮5011和第三平齿轮5012成为动力源。需要控制两个不同的模具系统时,可通过电动推杆5022伸缩带动异形传动板5021移动,再由异形传动板5021控制转接轴柱5020带动三角容纳夹板组5013围绕转动中心第一自由转轴509发生旋转,进而控制三角容纳夹板组5013内部的第二平齿轮5011和第三平齿轮5012是否与对应的齿轮第四平齿轮5014和第五平齿轮5017进行啮合传动,电动推杆5022在使用时自身也会发生一定程度的转动,可通过第二自由转轴5023来实现这一过程。当第二平齿轮5011与第四平齿轮5014相互啮合时,第三平齿轮5012与第四传动轮5019脱离啮合,第二平齿轮5011啮合传动第四平齿轮5014,第四平齿轮5014相互啮合再带动第二传动杆5015,第二传动杆5015接着传动第三传动轮5016,第三传动轮5016再带动某一加工组;当第三平齿轮5012与第五平齿轮5017相互啮合时,第二平齿轮5011与第四平齿轮5014脱离啮合,第三平齿轮5012啮合传动第五平齿轮5017,第五平齿轮5017接着带动第三传动杆5018旋转,然后第三传动杆5018传动第四传动轮5019,最后由第四传动轮5019控制一个加工区进行加工。该装置实现了对两个加工区域的分别控制和上料,实现了加工的自动化,值得推广使用。
[0035]
模具顶压制系统6包括有第五传动轮601、第一丝杆602、第一限位传动架603、第一顶部连接板604、盒顶成型组件605、第一模具板体606和第一垫块607;第五传动轮601与第一丝杆602进行固接;第五传动轮601与第四传动轮5019相连接;第一丝杆602与第一限位传动架603进行传动连接;第一限位传动架603与第一顶部连接板604进行固接;第一限位传动架603与顶板3相连接;第一顶部连接板604与盒顶成型组件605进行固接;盒顶成型组件605下方设置有第一模具板体606;第一模具板体606与第一垫块607进行固接;第一垫块607与底板2相连接。
[0036]
当第一模具板体606内充入足够的原料后,受传动的第五传动轮601带动第一丝杆602旋转,接着第一丝杆602传动第一限位传动架603使其下移,然后第一限位传动架603推动第一顶部连接板604,由第一顶部连接板604继续推动盒顶成型组件605压入第一模具板体606内进行模具盖的压制成型;随后反转第五传动轮601,传动第一丝杆602反转,第一丝杆602传动第一限位传动架603上升,第一限位传动架603带动第一顶部连接板604,最后第一顶部连接板604带动盒顶成型组件605上升与第一模具板体606互相分离,即可取走第一模具板体606内部成型的模具盖,第一垫块607在整个过程中起到支撑的作用。
[0037]
模具体压制系统7包括有第六传动轮701、第二丝杆702、第二限位传动架703、第二顶部连接板704、中央连接柱705、盒体成型压块706、第一弹簧707、第二模具框体708、第二模具板体709和第二垫块7010;第六传动轮701与第二丝杆702进行固接;第六传动轮701与第三传动轮5016相连接;第二丝杆702与第二限位传动架703进行传动连接;第二限位传动架703与第二顶部连接板704进行固接;第二限位传动架703与顶板3相连接;第二顶部连接板704与中央连接柱705进行滑动连接;第二顶部连接板704与盒体成型压块706相连接;中央连接柱705外部设置有第一弹簧707;中央连接柱705与第二模具框体708相连接;第二模具框体708下方与第二模具板体709相接触;第二模具板体709与第二垫块7010进行固接;第二垫块7010与底板2相连接。
[0038]
当第二模具框体708内充入足够的原料后,受传动的第六传动轮701带动第二丝杆702旋转,第二丝杆702接着传动第二限位传动架703下移,下移的第二限位传动架703推动第二顶部连接板704下移,第二顶部连接板704会沿着中央连接柱705下移,同时会带动盒体成型压块706一同下移压入第二模具框体708和第二模具板体709共同组成的容纳腔内进行模具盒体的压制成型,第二顶部连接板704还会压缩第一弹簧707起到一个缓冲、降低压入速度,从而防止压入过快导致内部原料溢出的作用。当压制完成后,反转第六传动轮701,带动第二丝杆702反转,进而控制第二限位传动架703上移,然后第二限位传动架703带动第二顶部连接板704上移使盒体成型压块706从第二模具框体708何第二模具板体709组成的组合容纳腔内退出,当第二顶部连接板704上滑至于中央连接柱705顶部相接触后,第二顶部连接板704会继续上移,并连带中央连接柱705一同上移,而上移的中央连接柱705会带动第二模具框体708与第二模具板体709互相分离,因为第二模具框体708内部空间比顶部开口要更大,成品模具盒体会被顶部开口卡住,无法直接从第二模具框体708顶部开口取出,需要在第二模具框体708和第二模具板体709二者彻底分开后再从第二模具板体709表面取走成品模具盒体,在这个过程中第二垫块7010起到了支撑的作用。
[0039]
盒顶成型组件605包括有压块外壳体60501、第二弹簧60502、施压柱60503、小型制槽模板60504和橡胶块60505;压块外壳体60501内部与第二弹簧60502进行固接;压块外壳
体60501内部依次与施压柱60503和小型制槽模板60504进行滑动连接;施压柱60503与第一顶部连接板604相连接;小型制槽模板60504外表面与橡胶块60505进行固接,并且橡胶块60505与压块外壳体60501相连接。
[0040]
在压制模具盖时,压块外壳体60501首先下移至与原料接触,压入一定深度后无法依靠自重继续下压故停止下移,然后下移的施压柱60503先压缩第二弹簧60502,由第二弹簧60502释放弹力迫使停止的压块外壳体60501继续向下压,当第二弹簧60502也无法推动,压块外壳体60501下移时压制工作同样即将完成,随后施压柱60503继续下移至于压块外壳体60501相互接触,进行最后的施压,完成模具盖的压制工作,施压柱60503与压块外壳体60501相互接触的同时施压柱60503还会推动小型制槽模板60504向外伸长压缩外侧的原料,使其伸长方向上的盖壁相较于无小型制槽模板60504伸长压缩的区域变得更薄,形成一个可破坏的隔板,同时橡胶块60505会被压缩,可以使蟑饵盒组装后保持密闭,减少内部饵料挥发。在用户使用时,需要向内对隔板进行二次按压破坏隔板,向内翘起的隔板会对内部空间形成一个反斜坡型阻隔,阻碍进入蟑饵盒内的蟑螂逃出蟑饵盒,延长蟑螂在内部与饵料接触的时间,并限制蟑螂的活动空间使之死亡在盒体内部,同时防止蟑螂尸体成为新的食物,降低清理尸体的难度和工作量。当装置上升复位时橡胶块60505会因其自身的弹力带动,小型制槽模板60504完成复位。
[0041]
盒顶成型组件605和盒体成型压块706均设置有二十四个,均排列成四乘六的矩阵形状。
[0042]
可批量大规模进行快速生产,提高产能,并且整齐的排列有助于快速收取成品。
[0043]
中央连接柱705和第一弹簧707组成的组合系统共设置有四组,分别安装在第二顶部连接板704的四个角落处。
[0044]
平衡施力防止装置受力不均损坏。
[0045]
第二模具框体708中,相邻的模具框之间均设置有半圆柱形连接通道,并且最外侧的模具框四周环绕着一圈呈矩形形状的溢流槽,而且最外侧的模具框能够通过半圆柱形连接通道与溢流槽相接通。
[0046]
容纳腔互相连通,能够为原料液形成流动通道,当容纳腔内的原料添加不均衡时,在压制的过程中可利用压力使原料互相流动补充,最终达到一个均衡的状态,保证原料过多的容纳腔不会发生原料大量溢出浪费、原料过少的容纳腔也能得到原料补充,最终能够正常成型,大大提高了原料的利用率,如果原料量超出了所有容纳腔的能够容纳的总和,还能够将多余的原料排出至外围的溢流槽内,便于收集处理。
[0047]
盒体成型压块706和盒顶成型组件605外表面均设置有环绕的六边形挡板。
[0048]
六边形挡板能够与容纳腔形状配合,封闭容纳腔顶部,防止原料从上方溢出容纳腔流动到非溢流槽的位置,减轻了维护模具的工作量。
[0049]
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips