
 商标分类
商标分类  商标转让
商标转让 
一种连续纤维增强热塑性预浸带的制备工艺的制作方法
 2021-02-22 20:02:12|
2021-02-22 20:02:12| 258|
258| 起点商标网
起点商标网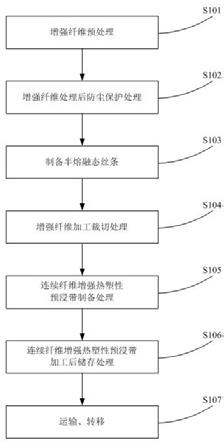
[0001]
本发明属于高分子复合材料技术领域,尤其涉及一种连续纤维增强热塑性预浸带的制备工艺。
背景技术:
[0002]
连续纤维增强热塑性预浸带是用来制备连续纤维增强热塑性复合材料的中间体,以其优异的力学性能广泛应用于汽车、航空航天、建筑等行业。预浸带的质量直接影响复合材料制品的性能。连续纤维增强热塑性预浸带的制备工艺主要有熔融浸渍法、溶液浸渍法和混纤法。
[0003]
现有技术混纤法是一种较有发展前景的连续纤维增强热塑性复合材料的制备方法,热塑性树脂的含量可控性较高,高粘度熔体浸润连续纤维的效果好。该工艺通过压缩空气、水分散等方法制备连续纤维与热塑性纤维的混纤纱束,其中主要存在问题有加工工艺复杂,热塑性纤维与增强纤维较难均匀复合,整个预浸带制备过程中热塑性树脂进行了两次熔融的过程且需要加压,消耗大量热能,成本高。
[0004]
但是,现有的连续纤维增强热塑性预浸带的制备工艺存在着生产工艺落后,容易附着灰尘影响制备效果和不具备裁切功能的问题。
[0005]
因此,发明一种连续纤维增强热塑性预浸带的制备工艺显得非常必要。
技术实现要素:
[0006]
本发明所要解决的技术问题是:提供一种连续纤维增强热塑性预浸带的制备工艺,以解决现有的连续纤维增强热塑性预浸带的制备工艺存在着生产工艺落后,容易附着灰尘影响制备效果和不具备裁切功能的问题。
[0007]
为了解决上述技术问题,本发明采用的技术方案为:一种连续纤维增强热塑性预浸带的制备工艺具体包括以下步骤:步骤一:增强纤维预处理,对单向连续的增强纤维进行开纤处理,然后输送至预热烘箱进行预加热,同时对预加热后的增强纤维进行导出,并经过温度计进行温度测量控制;步骤二:增强纤维处理后防尘保护处理,具体操作流程应按照以下步骤进行:第一步:加热增强纤维防尘操作,将预加热的增强纤维通过除尘器进行除尘,同时通过收纳板进行收纳增强纤维,再通过防尘罩进行罩接保护,通过两次以上吸尘除尘操作后,备存;第二步:加热增强纤维表面除杂操作,对除尘后的增强纤维进行表面清理操作,可进行去除加热中产生的毛刺或者纤维变形凸起,通过修剪刀进行修剪去除即可;第三步:防护暂存操作,经过处理后的增强纤维置于防护库中,防护库处于无尘状态,同时操作人员身穿防护服进行操作,暂存时,不可堆积;步骤三:制备半熔融态丝条,将干燥处理后的热塑性树脂切片在螺杆挤出机料筒内熔融后进入纺丝组件,经喷丝板挤出成丝条,并垂直落至预处理后的增强纤维表面,同时经过
不锈钢刷板进行清刷丝条,可进行合理范围次数的落丝处理工序,操作时,需垂直自由移动落丝操作;步骤四:增强纤维加工裁切处理,具体操作流程应按照以下步骤进行:第一步:增强纤维加工表面处理,对于落丝加工后的增强纤维,需对表面进行清理,对于自然晾晒风干的增强纤维可通过尼龙毛刷进行清理,同时去除拉丝毛刺以及落丝点;第二步:视检操作处理,人工视检,通过手摸增强纤维表面,确定增强纤维表面的光滑度,平整度;再通过人工视检是否有漏丝或者坑洼问题,并及时进行重新落丝或者修补处理;第三步:裁切操作,对于加工操作处理后的增强纤维可进行裁切工作,根据加工、使用、库存需求,可通过裁切刀进行裁切操作,同时经过测量确定裁切长度;步骤五:连续纤维增强热塑性预浸带制备处理,经粘结辊作用,使步骤三中的丝条平行均匀分布在增强纤维之间,两者一起运动至热压辊组进行加热加压,接着冷压定型收卷,得到连续纤维增强热塑性预浸带;步骤六:连续纤维增强热塑性预浸带加工后储存处理,具体操作流程应按照以下步骤进行:第一步:连续纤维增强热塑性预浸带整理处理,对于加工制备好的连续纤维增强热塑性预浸带进行整理备存,可通过收纳辊进行收纳,同时经过测量尺进行测量连续纤维增强热塑性预浸带的厚度以及宽度,并及时进行修剪或者裁切操作;第二步:连续纤维增强热塑性预浸带表面处理操作,对于收纳的连续纤维增强热塑性预浸带进行二次视检,可通过放大镜进行观察连续纤维增强热塑性预浸带表面的加工情况,确定完整程度,检查是否有坑洼或者破碎,并及时修补;第三步:连续纤维增强热塑性预浸带库存处理,将经过层层检查处理的收纳连续纤维增强热塑性预浸带置于合理范围温度的储存库中进行库存,转移时需通过防护拉带进行固定保护;步骤七:运输、转移,根据使用需求或者使用区域进行转运操作,转运温度低于45℃。
[0008]
优选地,在步骤二中,所述的第二步中的防尘罩采用长方体透明pvc塑料罩。
[0009]
优选地,在步骤二中,所述的第三步中的防护库采用无尘通风的长方体铝合金库,并且内置多个工字型铝合金支架。
[0010]
优选地,在步骤三中,所述的垂直自由移动落丝移动速度设置为1-2m/s。
[0011]
优选地,在步骤四中,所述的第一步中的自然晾晒风干温度设置为20-25℃。
[0012]
优选地,在步骤四中,所述的第三步中的裁切长度设置为10-15m/条。
[0013]
优选地,在步骤五中,所述的加热温度设置为350-450℃,所述的热压辊组采用10-12组。
[0014]
优选地,在步骤六中,所述的第三步中的防护拉带采用多根尼龙拉带。
[0015]
优选地,在步骤六中,所述的第三步中的储存温度设置为25-28℃。
[0016]
优选地,在步骤一中,所述的烘箱采用ptc加热烘箱,并且加热温度设置为220-300℃,所述的预加热时间设置为10-15min。
[0017]
优选地,在步骤三中,所述的热塑性树脂切片采用聚丙烯切片、热塑性聚酯切片、聚碳酸酯切片、聚醚醚酮切片或聚醚酮切片的一种。
[0018]
优选地,在步骤一中,所述的开纤处理的方法为空气气流开纤;开纤处理后增强纤维的连续纤维带宽度扩展至原来的3-15倍。
[0019]
优选地,在步骤一中,所述的增强纤维为碳纤维、玻璃纤维、温石棉纤维或椰子纤维的一种或者几种组合。
[0020]
与现有技术相比,本发明具有如下有益效果:由于本发明的一种连续纤维增强热塑性预浸带的制备工艺广泛应用于高分子复合材料技术领域。本发明工艺成熟,本发明增加裁切功能,可满足使用需求,便于进行收卷运输,同时增加防护步骤,可保证运输安全性,经过多道工序的加工制备,以保证预浸带的加工稳定性,满足使用,经过层层检查以及视检,可保证预浸带的合格率,避免出现残次品,经过除尘防护处理工序,以保证生产准备的预浸带更加平滑,平整,避免出现破碎或者开裂的问题。
附图说明
[0021]
图1是连续纤维增强热塑性预浸带的制备工艺流程图。
[0022]
图2是增强纤维处理后防尘保护处理流程图。
[0023]
图3是增强纤维加工裁切处理流程图。
[0024]
图4是连续纤维增强热塑性预浸带加工后储存处理流程图。
具体实施方式
[0025]
以下结合附图对本发明做进一步描述:如附图1所示,本发明所述的一种连续纤维增强热塑性预浸带的制备工艺具体包括以下步骤:s101:增强纤维预处理,对单向连续的增强纤维进行开纤处理,然后输送至预热烘箱进行预加热,同时对预加热后的增强纤维进行导出,并经过温度计进行温度测量控制;s102:增强纤维处理后防尘保护处理,如附图2所示,具体操作流程应按照以下步骤进行:s201:加热增强纤维防尘操作,将预加热的增强纤维通过除尘器进行除尘,同时通过收纳板进行收纳增强纤维,再通过防尘罩进行罩接保护,通过两次以上吸尘除尘操作后,备存;s202:加热增强纤维表面除杂操作,对除尘后的增强纤维进行表面清理操作,可进行去除加热中产生的毛刺或者纤维变形凸起,通过修剪刀进行修剪去除即可;s203:防护暂存操作,经过处理后的增强纤维置于防护库中,防护库处于无尘状态,同时操作人员身穿防护服进行操作,暂存时,不可堆积;s103:制备半熔融态丝条,将干燥处理后的热塑性树脂切片在螺杆挤出机料筒内熔融后进入纺丝组件,经喷丝板挤出成丝条,并垂直落至预处理后的增强纤维表面,同时经过不锈钢刷板进行清刷丝条,可进行合理范围次数的落丝处理工序,操作时,需垂直自由移动落丝操作;s104:增强纤维加工裁切处理,如附图3所示,具体操作流程应按照以下步骤进行:s401:增强纤维加工表面处理,对于落丝加工后的增强纤维,需对表面进行清理,对于自然晾晒风干的增强纤维可通过尼龙毛刷进行清理,同时去除拉丝毛刺以及落丝点;
s402:视检操作处理,人工视检,通过手摸增强纤维表面,确定增强纤维表面的光滑度,平整度;再通过人工视检是否有漏丝或者坑洼问题,并及时进行重新落丝或者修补处理;s403:裁切操作,对于加工操作处理后的增强纤维可进行裁切工作,根据加工、使用、库存需求,可通过裁切刀进行裁切操作,同时经过测量确定裁切长度;s105:连续纤维增强热塑性预浸带制备处理,经粘结辊作用,使步骤三中的丝条平行均匀分布在增强纤维之间,两者一起运动至热压辊组进行加热加压,接着冷压定型收卷,得到连续纤维增强热塑性预浸带;s106:连续纤维增强热塑性预浸带加工后储存处理,如附图4所示,具体操作流程应按照以下步骤进行:s601:连续纤维增强热塑性预浸带整理处理,对于加工制备好的连续纤维增强热塑性预浸带进行整理备存,可通过收纳辊进行收纳,同时经过测量尺进行测量连续纤维增强热塑性预浸带的厚度以及宽度,并及时进行修剪或者裁切操作;s602:连续纤维增强热塑性预浸带表面处理操作,对于收纳的连续纤维增强热塑性预浸带进行二次视检,可通过放大镜进行观察连续纤维增强热塑性预浸带表面的加工情况,确定完整程度,检查是否有坑洼或者破碎,并及时修补;s603:连续纤维增强热塑性预浸带库存处理,将经过层层检查处理的收纳连续纤维增强热塑性预浸带置于合理范围温度的储存库中进行库存,转移时需通过防护拉带进行固定保护;s107:运输、转移,根据使用需求或者使用区域进行转运操作,转运温度低于45℃。
[0026]
优选地,在s102中,所述的s202中的防尘罩采用长方体透明pvc塑料罩。
[0027]
优选地,在s102中,所述的s203中的防护库采用无尘通风的长方体铝合金库,并且内置多个工字型铝合金支架。
[0028]
优选地,在s103中,所述的垂直自由移动落丝移动速度设置为1-2m/s。
[0029]
优选地,在s104中,所述的s401中的自然晾晒风干温度设置为20-25℃。
[0030]
优选地,在s104中,所述的s403中的裁切长度设置为10-15m/条。
[0031]
优选地,在s105中,所述的加热温度设置为350-450℃,所述的热压辊组采用10-12组。
[0032]
优选地,在s106中,所述的s603中的防护拉带采用多根尼龙拉带。
[0033]
优选地,在s106中,所述的s603中的储存温度设置为25-28℃。
[0034]
优选地,在s101中,所述的烘箱采用ptc加热烘箱,并且加热温度设置为220-300℃,所述的预加热时间设置为10-15min。
[0035]
优选地,在s103中,所述的热塑性树脂切片采用聚丙烯切片、热塑性聚酯切片、聚碳酸酯切片、聚醚醚酮切片或聚醚酮切片的一种。
[0036]
优选地,在s101中,所述的开纤处理的方法为空气气流开纤;开纤处理后增强纤维的连续纤维带宽度扩展至原来的3-15倍。
[0037]
优选地,在s101中,所述的增强纤维为碳纤维、玻璃纤维、温石棉纤维或椰子纤维的一种或者几种组合。
[0038]
具体实施实例1、增强纤维预处理,对单向连续的增强纤维进行开纤处理,然后输送至预热烘箱进行
预加热,同时对预加热后的增强纤维进行导出,并经过温度计进行温度测量控制;2、增强纤维处理后防尘保护处理,具体操作流程应按照以下步骤进行:第一步:加热增强纤维防尘操作,将预加热的增强纤维通过除尘器进行除尘,同时通过收纳板进行收纳增强纤维,再通过防尘罩进行罩接保护,通过两次以上吸尘除尘操作后,备存;第二步:加热增强纤维表面除杂操作,对除尘后的增强纤维进行表面清理操作,可进行去除加热中产生的毛刺或者纤维变形凸起,通过修剪刀进行修剪去除即可;第三步:防护暂存操作,经过处理后的增强纤维置于防护库中,防护库处于无尘状态,同时操作人员身穿防护服进行操作,暂存时,不可堆积;2、制备半熔融态丝条,将干燥处理后的热塑性树脂切片在螺杆挤出机料筒内熔融后进入纺丝组件,经喷丝板挤出成丝条,并垂直落至预处理后的增强纤维表面,同时经过不锈钢刷板进行清刷丝条,可进行合理范围次数的落丝处理工序,操作时,需垂直自由移动落丝操作;4、增强纤维加工裁切处理,具体操作流程应按照以下步骤进行:第一步:增强纤维加工表面处理,对于落丝加工后的增强纤维,需对表面进行清理,对于自然晾晒风干的增强纤维可通过尼龙毛刷进行清理,同时去除拉丝毛刺以及落丝点;第二步:视检操作处理,人工视检,通过手摸增强纤维表面,确定增强纤维表面的光滑度,平整度;再通过人工视检是否有漏丝或者坑洼问题,并及时进行重新落丝或者修补处理;第三步:裁切操作,对于加工操作处理后的增强纤维可进行裁切工作,根据加工、使用、库存需求,可通过裁切刀进行裁切操作,同时经过测量确定裁切长度;5、连续纤维增强热塑性预浸带制备处理,经粘结辊作用,使步骤三中的丝条平行均匀分布在增强纤维之间,两者一起运动至热压辊组进行加热加压,接着冷压定型收卷,得到连续纤维增强热塑性预浸带;6、连续纤维增强热塑性预浸带加工后储存处理,具体操作流程应按照以下步骤进行:第一步:连续纤维增强热塑性预浸带整理处理,对于加工制备好的连续纤维增强热塑性预浸带进行整理备存,可通过收纳辊进行收纳,同时经过测量尺进行测量连续纤维增强热塑性预浸带的厚度以及宽度,并及时进行修剪或者裁切操作;第二步:连续纤维增强热塑性预浸带表面处理操作,对于收纳的连续纤维增强热塑性预浸带进行二次视检,可通过放大镜进行观察连续纤维增强热塑性预浸带表面的加工情况,确定完整程度,检查是否有坑洼或者破碎,并及时修补;第三步:连续纤维增强热塑性预浸带库存处理,将经过层层检查处理的收纳连续纤维增强热塑性预浸带置于合理范围温度的储存库中进行库存,转移时需通过防护拉带进行固定保护;7、运输、转移,根据使用需求或者使用区域进行转运操作,转运温度低于45℃。
[0039]
利用本发明所述的技术方案,或本领域的技术人员在本发明技术方案的启发下,设计出类似的技术方案,而达到上述技术效果的,均是落入本发明的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips