
 商标分类
商标分类  商标转让
商标转让 
一种真空导入工艺生产制品的方法和制品与流程
 2021-02-22 20:02:00|
2021-02-22 20:02:00| 332|
332| 起点商标网
起点商标网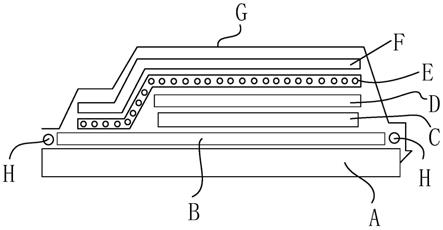
[0001]
本发明属于真空导入工艺的技术领域,具体地,涉及一种真空导入工艺生产制品的方法和制品。
背景技术:
[0002]
真空导入工艺,俗称vip(vacuum infusion process),是在模具上“干”铺增强材料(玻璃纤维材料或者碳纤维材料等),然后铺设真空袋膜,并抽出模具型腔内的空气,使模具型腔中形成一个负压,利用真空泵产生的(负)压力把不饱和树脂通过预铺的管路导入纤维积层中,让树脂浸润增强材料,最后充满整个模具,制品固化后,再揭去真空袋膜材料,从模具上得到所需制品的一个过程。
[0003]
传统的真空导入工艺,产品成型时存在一个不可避免的缺陷,即在产品内表面有被螺旋管在真空负压下压制的管痕,如此不仅影响产品的外观,而且还可能对产品的性能有所影响。因此,如何减少甚至消除产品成型后表面的管痕亟待解决。
技术实现要素:
[0004]
本发明的目的在于提供一种真空导入工艺生产制品的方法,用于解决现有技术中出现压制管痕的问题,从而提高制品的外观水平以及产品性能。
[0005]
为实现上述目的,本发明第一方面提供一种真空导入工艺生产制品的方法,其中,所述方法包括:
[0006]
铺设增强材料:在预制的模具上铺设增强材料;
[0007]
铺设带孔隔离膜:在所述增强材料的表面上铺设预制的所述带孔隔离膜;
[0008]
铺设套有导流网管套的螺旋管:将所述螺旋管套入预制的所述导流网管套中,并按照预设路径将所述套有导流网管套的螺旋管铺设在所述带孔隔离膜上;
[0009]
铺设导流网:将所述导流网铺设于套有导流网管套的所述螺旋管上;
[0010]
真空袋膜密封:将所述真空袋膜密封铺设于所述模具预留的边缘上,以形成模具密封腔;
[0011]
抽取真空:在所述模具密封腔内,通过抽气装置抽取空气,以使在所述模具密封腔内形成负压;
[0012]
导入基体树脂:通过所述模具密封腔内的负压,将预设容量的基体树脂导入所述模具密封腔内;
[0013]
固化和脱模:待所述基体树脂固化后,对所述基体树脂进行脱模,以获取制品。
[0014]
可选地,在预制的模具上铺设增强材料之前,所述方法还包括:
[0015]
对所述模具进行表面处理,以使所述模具的表面保持合适的光泽度和/或硬度。
[0016]
可选地,所述对所述模具进行表面处理,包括:
[0017]
对所述模具的表面进行胶衣覆盖处理。
[0018]
可选地,在对所述模具的表面进行胶衣覆盖处理之后,所述在预制的模具上铺设
增强材料之前,所述方法还包括:
[0019]
确定覆盖后的所述胶衣是否粘手,以使当确定所述胶衣不粘手后,在预制的模具上铺设增强材料。
[0020]
可选地,所述胶衣覆盖处理包括:
[0021]
对所述模具的表面进行清洁;
[0022]
将预制的胶衣均匀涂抹在所述模具上;
[0023]
或,通过喷涂工艺将预制的胶衣均匀喷涂在所述模具上。
[0024]
可选地,所述对所述模具的表面进行清洁,包括:
[0025]
清洗模具;
[0026]
待模具干燥后,在模具的表面上涂抹脱模剂。
[0027]
可选地,通过密封胶带将所述真空袋膜密封铺设于所述模具预留的边缘上。
[0028]
可选地,所述抽气装置为真空泵。
[0029]
可选地,在所述模具密封腔内,通过抽气装置抽取空气,以使在所述模具密封腔内形成负压之后,所述方法还包括:
[0030]
检测所述模具密封腔的气密性,以确认是否存在漏气点,以使当不存在漏气点时将预设容量的基体树脂导入所述模具密封腔内。
[0031]
本实施例第二方面提供一种真空导入工艺生产的制品,其中,所述制品经过本发明第一方面任一项所述的方法制成。
[0032]
本发明提供的一种真空导入工艺生产制品的方法和制品,其中,方法包括:铺设增强材料:在预制的模具上铺设增强材料;铺设带孔隔离膜:在增强材料的表面上铺设预制的带孔隔离膜;铺设套有导流网管套的螺旋管:将螺旋管套入预制的导流网管套中,并按照预设路径将套有导流网管套的螺旋管铺设在带孔隔离膜上;铺设导流网:将导流网铺设于套有导流网管套的螺旋管上;真空袋膜密封:将真空袋膜密封铺设于模具预留的边缘上,以形成模具密封腔;抽取真空:在模具密封腔内,通过抽气装置抽取空气,以使在模具密封腔内形成负压;导入基体树脂:通过模具密封腔内的负压,将预设容量的基体树脂导入模具密封腔内;固化和脱模:待基体树脂固化后,对基体树脂进行脱模,以获取制品。
[0033]
本发明的真空导入工艺生产制品的方法,通过对螺旋管套设导流网管套,以及通过依次铺设用导流网管套包裹的螺旋管和导流网的方式,可以实现通过导流网管套的包裹层以及导流网而将螺旋管与增强纤维的表面进行隔绝,从而避免真空环境下螺旋管与铺设增强纤维的直接接触,从而起到去除管痕的作用,实现提高制品的外观水平以及产品性能。
附图说明
[0034]
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
[0035]
图1为本发明实施例提供的真空导入工艺生产制品的方法s10-s80中的一流程图;
[0036]
图2为本发明实施例提供的真空导入工艺生产的制品的一示意图。
[0037]
其中,说明书中的附图说明如下:
[0038]
a-模具;b-脱模剂;c-制品;d-带孔隔离膜;e-用导流网管套包裹的螺旋管;f-导流网;g-真空袋膜;h-密封胶带。
具体实施方式
[0039]
为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
[0040]
需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
[0041]
需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0042]
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
[0043]
实施例1
[0044]
本发明提供一种真空导入工艺生产制品的方法,具体地,如图1和图2所示,该方法可以包括:
[0045]
s10:铺设增强材料:在预制的模具a上铺设增强材料。
[0046]
在一个实施例中,可以在预制的模具a上铺设增强材料,具体地,该增强材料可以包括但不局限于例如玻璃纤维材料或者碳纤维材料等增强材料,此处并不限定。
[0047]
s20:铺设带孔隔离膜d:在增强材料的表面上铺设预制的带孔隔离膜d。
[0048]
基于步骤s10,在预制的模具a上铺设增强材料后,进一步地,可以将预制的带孔隔离膜d铺设在增强材料上。具体地,该预制的带孔隔离膜d可以通过例如缝制的工艺对带孔隔离膜d进行预处理,以提前准备合适尺寸的带孔隔离膜d,此处并不限定。
[0049]
s30:铺设套有导流网f管套的螺旋管:将螺旋管套入预制的导流网f管套中,并按照预设路径将套有导流网f管套的螺旋管铺设在带孔隔离膜d上。
[0050]
当带孔隔离膜d铺设完成后,进一步地,可以铺设用导流网f管套包裹的螺旋管e,也即,可以先将螺旋管套入预制的导流网f管套中,以使螺旋管的表面上包裹用导流网f缝制的管套,而后可以按照预设路径将套有用导流网f管套包裹的螺旋管e铺设在带孔隔离膜d上。具体地,可以在模具a上规划好具体要铺设螺旋管的路径,并根据规划螺旋管的路径将套有导流网f管套的螺旋管铺设在带孔隔离膜d上。
[0051]
s40:铺设导流网f:将导流网f铺设于套有导流网f管套的螺旋管上。
[0052]
在铺设用导流网f管套包裹的螺旋管e之后,进一步地,可以再进行导流网f的铺设,具体地,可以将导流网f铺设于用导流网f管套包裹的螺旋管上。
[0053]
s50:真空袋膜g密封:将真空袋膜g密封铺设于模具a预留的边缘上,以形成模具a
密封腔。
[0054]
基于上述的步骤s10-s40,通过在预制的模具a上依次铺设增强材料、带孔隔离膜d、用导流网f管套包裹的螺旋管e和导流网f,进一步地,可以进行真空袋膜g密封,以使形成模具a密封腔,具体地,可以将真空袋膜g密封铺设于模具a预留的边缘上。
[0055]
在一个实施例中,可以通过密封胶带h的方式将真空袋膜g密封铺设于模具a预留的边缘上。可以理解,密封胶带h可以选用橡胶材料制成的橡胶带,以使利用橡胶带的柔软粘性可以将真空袋膜g密封设于模具a预留的边缘上。具体地,可以在模具a预留的边缘上粘贴上密封胶带h,待密封胶带h的预留膜撕开后,可以将真空袋膜g粘贴于撕开预留膜的密封胶带h上,以使将真空袋膜g密封铺设于模具a预留的边缘上。
[0056]
s60:抽取真空:在模具a密封腔内,通过抽气装置抽取空气,以使在模具a密封腔内形成负压。
[0057]
基于步骤s50中的真空袋膜g密封,进一步地,可以抽取模具a密封腔内的真空,具体地,在模具a密封腔内,可以通过抽气装置抽取空气,以使在模具a密封腔内形成负压。其中,该抽取装置可以为真空泵。
[0058]
在一个实施例中,在模具a密封腔内,通过抽气装置抽取空气,以使在模具a密封腔内形成负压之后,方法还可以包括:
[0059]
s61:检测模具a密封腔的气密性,以确认是否存在漏气点,以使当不存在漏气点时将预设容量的基体树脂导入模具a密封腔内。该实施例中,通过检测模具a密封腔的气密性,可以避免出现漏气状态影响模具a腔内的密封性,而可能影响导入基体树脂固化的性能。
[0060]
s70:导入基体树脂:通过模具a密封腔内的负压,将预设容量的基体树脂导入模具a密封腔内。
[0061]
在一个实施例中,基于步骤s60,进一步地,基于模具a密封腔内的负压环境,可以导入基体树脂,具体地,在负压的环境下,通过螺旋管可以将预处理的基体树脂引流导入到模具a的密封腔内。
[0062]
s80:固化和脱模:待基体树脂固化后,对基体树脂进行脱模,以获取制品c。
[0063]
基于步骤s70,在导入基体树脂之后,优选地,可以通过预加热的方式对基体树脂进行加热,以加快基体树脂进行固定的速度,以使待基体树脂固化后,可以加快地对基体树脂进行脱模,从而提高获取制品c的效率。
[0064]
上述的实施例中的步骤s10-s80,通过对螺旋管套设导流网f管套,以及通过依次铺设用导流网管套包裹的螺旋管e和导流网f的方式,可以实现通过导流网f管套的包裹成以及导流网而将螺旋管与增强纤维的表面进行隔绝,从而避免真空环境下螺旋管与铺设增强纤维的直接接触,从而起到去除管痕的作用,实现提高制品c的外观水平以及产品性能。
[0065]
在一个实施例中,在预制的模具a上铺设增强材料之前,方法还可以包括:
[0066]
s01:对模具a进行表面处理,以使模具a的表面保持合适的光泽度和/或硬度。
[0067]
在一个实施例中,对模具a进行表面处理,具体地,可以包括对模具a的表面进行胶衣覆盖处理。该实施例中,可以理解,胶衣是可以在其表面进行着色的涂层,通过胶衣喷涂可以减少增强纤维受外部因素的影响。
[0068]
在一个实施例中,在对模具a的表面进行胶衣覆盖处理之后,在预制的模具a上铺设增强材料之前,方法还可以包括:
[0069]
确定覆盖后的胶衣是否粘手,以使当确定胶衣不粘手后,在预制的模具a上铺设增强材料。该实施例中,具体地,可以在胶衣喷涂之后的一定时间内,通过检测胶衣喷涂是否粘手,以使当确定胶衣喷涂不粘手后,在预制的模具a上铺设增强材料。可以避免出现胶衣粘手(此时胶衣未凉干)时对铺设增强材料的影响。另外,还可以检测胶衣是否出现喷涂遗漏、堆积或者流挂的情况。
[0070]
在一个实施例中,胶衣覆盖处理还可以包括:
[0071]
对模具a的表面进行清洁,具体地,可以使用无尘布(无绒布)并使用清洁剂等先对模具a的表面擦拭;并待模具a干燥后,在模具a的表面上涂抹脱模剂b,该脱模剂b可以为脱模蜡或者脱模水,并不限定。
[0072]
在对模具a的表面清洁后,可以通过喷涂工艺将预制的胶衣均匀喷涂在模具a上。或者,还可以通过手工的方式将预制的胶衣均匀涂抹在模具a上。
[0073]
实施例2
[0074]
在一个实施例中,具体地,如图2所示,本发明还提供一种制品c,该制品c可以包括上述实施例1中任一实施例方法的步骤进行获取。
[0075]
本实施例中的制品c,通过上述实施例1中的步骤,具体通过对螺旋管套设导流网管套,以及通过依次铺设用导流网管套包裹的螺旋管和导流网的方式,可以实现通过导流网管套的包裹层以及导流网而将螺旋管与增强纤维的表面进行隔绝,从而避免真空环境下螺旋管与铺设增强纤维的直接接触,从而起到去除管痕的作用,实现提高制品的外观水平以及产品性能。
[0076]
以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips