
 商标分类
商标分类  商标转让
商标转让 
用于制造植物性材质的器具且具有内外套件的公母模构件的制作方法
 2021-02-22 07:02:52|
2021-02-22 07:02:52| 276|
276| 起点商标网
起点商标网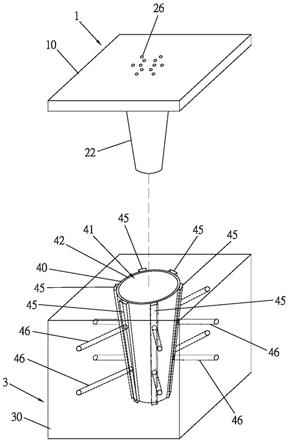
[0001]
本发明有关于公模及母模,尤其是一种用于制造植物性材质的器具且具有内外套件的公母模构件。
背景技术:
[0002]
现有技术的容器成形模具,主要包括一公模及一母模。其中该公模下方延伸出一内模。该母模内部形成一模穴,该模穴的开口位在该母模的上表面。该内模的形态对应于该模穴的形态。使得该公模与该母模模合时,该内模可以套入该模穴且两者不相接触,而在其间形成一空间。其中该母模上可配置有多个通孔连通该模穴的内部空间,使得外部的空气可以进入该模穴。制造时将淀粉材质注入该空间,再经过加压加热后,该淀粉材质被成形而成为淀粉质器具,然后将该公模及该母模分离,即可取出该淀粉质器具。
[0003]
只是上述现有技术的容器成形模具,该公模及该母模的材质属于不透气结构,仅通过通孔导入外部空气,而该淀粉材质在发泡成形过程中会产生气体,使得该淀粉材质膨胀,膨胀的淀粉材质相当容易阻塞住该通孔,而使得内部的气体无法通过通孔向外排出,导致该淀粉材质内部会产生不均匀的气泡,因此影响整体的发泡效果不好,也会降低最后的成形品质。并且,当内部气体无法排出时,也会升高整个模具的内部压力,而容易产生震爆,相当不安全。
[0004]
并且,当需要连续制造多个淀粉质器具时,在脱模及合模的过程中,该公模及该母模的温度会降低,因此在过程中需要重复加温,而需要花费额外的加热时间,因此也降低整体的生产效率。
[0005]
故本发明希望提出一种崭新的用于制造植物性材质的器具且具有内外套件的公母模构件,以解决上述现有技术上的缺陷。
技术实现要素:
[0006]
所以本发明的目的为解决上述现有技术上的问题,本发明中提出一种用于制造植物性材质的器具且具有内外套件的公母模构件,将一具细孔的公模金属外套件套在公模的内模外侧,并将一具细孔的母模金属内套件置于母模的模穴内部,且在公模的内模及母模的母模本体上配置多个沟槽,各个沟槽上形成连通外界的通孔。因此在制造时,淀粉质材料产生的湿气及空气可从该公模金属外套件及该母模金属内套件向外溢出,再通过对应的沟槽及通孔逸散到该公模及该母模的外部,而达到压力释放的目的,因此可以有效排除成形时所产生的蒸气。本发明也在公模及母模上配置加热棒作为加热之用,以在脱模及合模的过程可以维持该公模及该母模的温度,而不须重复加温,所以在制造上可以增加生产的速度。本发明的模具设计确实可以改进现有技术的缺点,制造出淀粉质器具。
[0007]
为达到上述目的,本发明中提出一种用于制造植物性材质的器具且具有内外套件的公母模构件,用于将淀粉质材料制成淀粉质器具,在制造的过程必须在淀粉质材料加入水分,这些水分在制造时会蒸发;该公母模构件包括一公模,包括一上板及一由该上板向下
延伸的内模;一母模,包括一母模本体,其中该母模本体的内部形成一模穴,该模穴的开口位于该母模本体的上表面;一公模金属外套件套在该公模的该内模外侧,该公模金属外套件的形态对应于该内模的形态;其中该公模金属外套件主要是由具有细孔的金属材质所构成;其中该公模金属外套件的该细孔贯穿该公模金属外套件的内侧及外侧;因此在制造时内部的淀粉质材料所产生的湿气或空气可以通过该公模金属外套件的该细孔逸散到该公模金属外套件的外界;其中该公模金属外套件的形态及大小对应于该模穴的形态及大小;一母模金属内套件,置于该母模的该模穴内部,该母模金属内套件的形态对应于该模穴的形态,使得该公模与该母模模合时,该公模的公模金属外套件可套入该母模的该母模金属内套件,而且两者不相接触,而在其间形成一空间,其中该母模金属内套件主要是由具有细孔的金属材质所构成;其中该母模金属内套件的该细孔贯穿该母模金属内套件的内侧及外侧;因此在制造时内部的淀粉质材料所产生的湿气或空气可以通过该母模金属内套件的该细孔逸散到该母模金属内套件的外界;制造时该模穴及该内模之间的该空间注入淀粉质材料,使得模合的该公模与该母模经过加压加热的制造程序后,该淀粉质材料被成形,而成为形如该空间的淀粉质器具。
[0008]
进一步的,该内模上形成多个第一沟槽,各第一沟槽上形成多个第一通孔;该多个第一通孔与该公模的外侧连通,使得在制作时该淀粉质材料所产生的气体可通过该公模金属外套件溢出到该第一沟槽,再由该第一沟槽上的该第一通孔向外逸散到该公模的外侧。
[0009]
进一步的,各第一沟槽形成纵向且约等间隔环绕在该内模周边的配置形态。
[0010]
进一步的,该母模的该母模本体的该模穴上形成多个第二沟槽,各第二沟槽上形成多个第二通孔;该多个第二通孔与该母模本体的外侧连通,使得在制作时该淀粉质材料所产生的气体可通过该母模金属内套件溢出到该第二沟槽,再由该第二沟槽上的该第二通孔向外逸散到该母模本体的外侧。
[0011]
进一步的,各第二沟槽形成纵向且约等间隔环绕在该模穴周边的配置形态。
[0012]
进一步的,该公模金属外套件的该细孔的大小小于0.3mm。
[0013]
进一步的,该母模金属内套件的该细孔的大小小于0.3mm。
[0014]
进一步的,在该公模及该母模的适当处埋入加热棒,并由电线牵引到外部的加热器以作为加热之用,以在铸造时对该公模及该母模进行加温以维持温度;因此在脱模及合模的过程可以维持该公模及该母模的温度。
[0015]
进一步的,在该公模及该母模上埋入温度监测器,其中该温度监测器所监测的数值导引到外部的控制器,该控制器连接该加热器,该控制器通过该加热器控制该加热棒的温度,以符合制造上的需要。
[0016]
进一步的,该公模及该母模的外侧包覆一外钢模,以加强该公模及该母模在模合后的紧实程度;而且该外钢模上形成多个透气孔,以使得内部产生的气体可以向外排出;其中该外钢模分为一上钢模及下钢模;其中该上钢模的形态对应该公模外侧的形态;而该下钢模的形态则对应该母模外侧的形态;该上钢模及下钢模上则形成对应的透气孔;当该公模与该母模在模合后,该上钢模及下钢模包覆在模合后的该公模与该母模的外侧。
附图说明
[0017]
图1为本发明的元件分解示意图;
图2为本发明的公模的底侧视角的分解示意图;图3为本发明的元件组合的截面示意图;图4为本发明中取出淀粉质器具的示意图;图5为本发明的另一元件分解示意图,其中在公模上配置温度监测器,在母模上配置加热棒;图6为本发明的公模、母模及外钢模的组合的截面示意图。
[0018]
附图标记说明1、公模,10、上板,11、空气道,100、淀粉质器具,20、内模,22、公模金属外套件,25、第一沟槽,26、第一通孔,3、母模,30、母模本体,40、模穴,41、开口,42、母模金属内套件,45、第二沟槽,46、第二通孔,5、空间,50、加热棒,51、电线,55、加热器,60、温度监测器,65、控制器,70、外钢模,71、上钢模,72、下钢模,75、透气孔。
具体实施方式
[0019]
下面结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是本发明还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似推广,因此本发明不受下面公开的具体实施例的限制。
[0020]
现谨就本发明的结构组成,及所能产生的功效与优点,配合附图,举本发明的一较佳实施例详细说明如下。
[0021]
请参考图1至图6所示,本发明的用于制造植物性材质的器具且具有内外套件的公母模构件,用于对淀粉质材料进行高压高热的铸形,而制成淀粉质器具。其中在制造的过程必须在淀粉质材料加入水分,这些水分在制造时会蒸发,必须适当的导引才能达到成形的目的。该公母模构件包括下列元件:一公模1,包括一上板10及一由该上板10向下延伸的内模20,如图1所示。
[0022]
一母模3,包括一母模本体30,其中该母模本体30的内部形成一模穴40,该模穴40的开口41位在该母模本体30的上表面。
[0023]
本发明还包括一公模金属外套件22,套在该公模1的该内模20外侧,该公模金属外套件22的形态对应于该内模20的形态。其中该公模金属外套件22主要是由具有细孔的金属材质所构成。其中该公模金属外套件22的该细孔可以贯穿该公模金属外套件22的内侧及外侧。因此在制造时内部的淀粉质材料所产生的湿气或空气可以通过该公模金属外套件22的该细孔逸散到该公模金属外套件22的外界而达到压力释放的目的。其中该公模金属外套件22的形态及大小对应于该模穴40的形态及大小。其中该公模金属外套件22的该细孔的大小小于0.3mm。
[0024]
其中该内模20上形成多个第一沟槽25,各第一沟槽25上再形成多个第一通孔26。该多个第一通孔26与该公模1的外侧连通。因此在制作时该淀粉质材料所产生的气体可以通过该公模金属外套件22溢出到该第一沟槽25,再由该第一沟槽25上的该第一通孔26向外逸散到该公模1的外侧,图2中仅显示部分的第一通孔26。较佳的如图2所示,各第一沟槽25形成纵向且约等间隔环绕在该内模20周边的配置形态。
[0025]
本发明还包括一母模金属内套件42,置于该母模3的该模穴40内部,如图1及图4所
示,该母模金属内套件42的形态对应于该模穴40的形态,使得该公模1与该母模3模合时,该公模1的公模金属外套件22可以套入该母模3的该母模金属内套件42,而且两者不相接触,而在其间形成一空间5,如图4所示。其中该母模金属内套件42主要是由具有细孔的金属材质所构成。其中该母模金属内套件42的该细孔可以贯穿该母模金属内套件42的内侧及外侧。因此在制造时内部的淀粉质材料所产生的湿气或空气可以通过该母模金属内套件42的该细孔逸散到该母模金属内套件42的外界而达到压力释放的目的。其中该母模金属内套件42的该细孔的大小小于0.3mm。
[0026]
制造时将淀粉质材料注入该模穴40及该内模20之间的该空间5,使得模合的该公模1与该母模3经过加压加热的制造程序后,该淀粉质材料被成形,而成为形如该空间5的淀粉质器具100,如图6所示。
[0027]
如图4所示,在模合时,该公模1的内模20上的该公模金属外套件22套入该母模3的该模穴40内的该母模金属内套件42,而且两者不相接触,而在其间形成该空间5。
[0028]
如图1及图4所示,本发明还可在该母模3的该母模本体30的模穴40上形成多个第二沟槽45,各第二沟槽45上再形成多个第二通孔46。该多个第二通孔46与该母模本体30的外侧连通。因此在制作时该淀粉质材料所产生的气体可以通过该母模金属内套件42溢出到该第二沟槽45,再由该第二沟槽45上的该第二通孔46向外逸散到该母模本体30的外侧。较佳的如图1所示,各第二沟槽45形成纵向且约等间隔环绕在该模穴40周边的配置形态。
[0029]
如图5所示,本发明还可在该公模1及该母模3的适当处埋入加热棒50,并由电线51牵引到外部的加热器55以作为加热之用,以在铸造时对该公模1及该母模3进行加温以维持温度。主要是当连续制造多个淀粉质器具100时,在脱模及合模的过程可以维持该公模1及该母模3的温度,而不须重复加温。所以在制造上可以增加生产的速度。同样的在该公模1及该母模3上可以埋入温度监测器60,其中该温度监测器60所监测的数值导引到外部的控制器65,该控制器65连接该加热器55,该控制器65通过该加热器55控制该加热棒50的温度,以符合制造上的需要。
[0030]
本发明的另一实施例请参考图6,可以在该公模1及该母模3的外侧包覆一外钢模70,以加强该公模1及该母模3在模合后的紧实程度。而且可在该外钢模70上形成多个透气孔75,以使得内部产生的气体可以向外排出。其中该外钢模70分为一上钢模71及下钢模72。其中该上钢模71的形态对应该公模1外侧的形态。而该下钢模72的形态则对应该母模3外侧的形态。该上钢模71及下钢模72上则形成对应的透气孔75。因此当该公模1与该母模3在模合后再将该上钢模71及下钢模72包覆在模合后的该公模1与该母模3的外侧。
[0031]
本发明在成形时,将淀粉质材料置入该空间5,再经过高压高热成形,实际操作时,该淀粉质材料主要包括淀粉料、发泡剂、稳定剂、纤维质增强剂、填充粉料,其中淀粉料主要是来自马铃薯淀粉、玉米淀粉、木薯淀粉或其他的植物性淀粉。在成形时必须添加水分以凝聚这些材料。然后再以高热使其成形,在此期间,该水分会蒸发,因此该公模1及该母模3有助于排除所蒸发的水分。并且发泡剂可以使得所形成的淀粉质器具100发泡,以减少所需要的材料。
[0032]
当脱模时,该淀粉质器具100的外部可以直接涂上脱模剂以便于脱模。而内部如果需要盛装食品时,则不适于喷洒脱模剂。所以必须应用该空气道11充气,应用气压的力道将模具与该淀粉质器具100分离。可以在该内模20上形成粗糙表面或沟槽或颗粒状凸出物,以
便于充气脱模之用。
[0033]
本发明的优点在于将一具细孔的公模金属外套件套在公模的内模外侧,并将一具细孔的母模金属内套件置于母模的模穴内部,且在公模的内模及母模的母模本体上配置多个沟槽,各个沟槽上形成连通外界的通孔。因此在制造时,淀粉质材料产生的湿气及空气可从该公模金属外套件及该母模金属内套件向外溢出,再通过对应的沟槽及通孔逸散到该公模及该母模的外部,而达到压力释放的目的,因此可以有效排除成形时所产生的蒸气。本发明也在公模及母模上配置加热棒作为加热之用,以在脱模及合模的过程可以维持该公模及该母模的温度,而不须重复加温,所以在制造上可以增加生产的速度。本发明的模具设计确实可以改进现有技术的缺点,制造出淀粉质器具。
[0034]
显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips