
 商标分类
商标分类  商标转让
商标转让 
一种解决3D手机保护膜贴合的自动化设备的制作方法
 2021-02-22 07:02:50|
2021-02-22 07:02:50| 324|
324| 起点商标网
起点商标网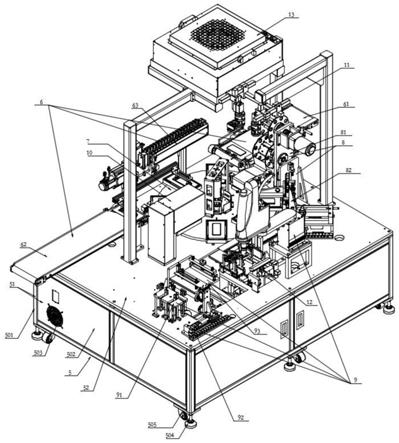
一种解决3d手机保护膜贴合的自动化设备
技术领域
[0001]
本发明涉及一种贴膜装置,具体是一种解决3d手机保护膜贴合的自动化设备。
背景技术:
[0002]
手机膜又称手机美容膜、手机保护膜,是可用于装裱手机机身表面、屏幕及其他有形物体的一种冷裱膜,种类繁多,根据其用途可分为:手机屏幕保护膜、手机机身保护膜;功能由最初的单纯防刮保护膜到推出功能型保护膜系列可分为:防窥膜、镜子膜、ar膜、磨砂膜、高清膜、防刮保护膜、3d膜、手机机身防刮花保护膜、钻石膜、钢化膜等。
[0003]
但现有手机屏幕贴膜方法均为人工贴膜,成本高,效率低,贴膜效果各有差异,基于此,我们提供一种解决3d手机保护膜贴合的自动化设备。
技术实现要素:
[0004]
本发明的目的在于提供一种解决3d手机保护膜贴合的自动化设备,以解决上述背景技术中提出的问题。
[0005]
为实现上述目的,本发明提供如下技术方案:
[0006]
一种解决3d手机保护膜贴合的自动化设备,包括支撑架组件、自动上下料机构、自动转盘、自动屏幕除尘清洗装置、自动点胶贴膜组件和自动固化装置,所述自动上下料机构、自动转盘、自动屏幕除尘清洗装置、自动点胶贴膜组件和自动固化装置固定安装在支撑架组件上,所述自动上下料机构、自动屏幕除尘清洗装置、自动点胶贴膜组件和自动固化装置均顺时针沿周向分布在自动转盘外侧,所述自动点胶贴膜组件包括移膜装置和机器人点胶贴膜装置,所述机器人点胶贴膜装置包括底座、贴膜机构和点胶件,所述底座上固定安装用于进行贴膜工序的机器人,所述贴膜机构固定安装在机器人的机械手伸缩端处,所述点胶件固定安装在机器人上;所述贴膜机构由步进电机、齿轮齿条副和线性滑轨副组合而成;所述底座的材质为25mm镀铬钢板;所述点胶件为点胶阀。
[0007]
作为本发明再进一步的方案:所述支撑架组件包括下机架和机架板,所述机架板固定安装在下机架上,所述下机架由焊接方通架和门板组成;所述门板采用c型折弯方式;所述下机架两边侧门设置有对流风扇;所述机架板为镀铬处理的45#钢;所述机架板厚度为20mm;所述下机架底部设置有若干升降脚杯;所述升降脚杯旁侧设置有若干移动脚轮;所述升降脚杯和移动脚轮与下机架之间设置有安装板。
[0008]
作为本发明再进一步的方案:所述自动上下料机构包括上料输送线、下料输送线和位于上料输送线与下料输送线之间的上下料机械手;所述上料输送线的具体结构不加限制,本实施例中,优选的,所述上料输送线包括带有调速器的第一调速电机和第一铝型材支撑架,所述第一铝型材支撑架上套设有第一输送带,所述第一铝型材支撑架的两端设置有用于支撑第一输送带的第一不锈钢托板;所述第一输送带为亚光绿磨砂型输送带;所述第一输送带两侧设置固定挡板和活动挡板;所述第一输送带末端设置有产品挡板,所述产品挡板上固定安装用于检测产品是否到达终点位置的传感器;所述第一输送带侧面设置有定
位气缸;所述上下料机械手包括横移机构和上下放料机构,所述上下放料机构滑动安装在横移机构上;所述横移机构包括固定安装有丝杆的第二调速电机和采用方通与钢板焊接而成的支撑底座,所述第二调速电机固定安装在丝杆底座上,所述丝杆底座固定安装在支撑底座上;所述上下放料机构包括第一升降气缸和用于保证定位精度和运行稳定性的线性滑轨副,所述线性滑轨副固定安装在第一升降气缸上,所述线性滑轨副固定安装有机械手,所述第一升降气缸滑动安装在横移机构;所述调速电机为伺服电机;所述丝杆底座采用模组专用铝型材;所述第一升降气缸两侧面设置有油压缓冲器;所述下料输送线包括带有调速器的第三调速电机和第二铝型材支撑架,所述第二铝型材支撑架上套设有第二输送带,所述第二铝型材支撑架的两端设置有用于支撑第二输送带的第二不锈钢托板;所述第二输送带为亚光绿磨砂型输送带;所述第二输送带两侧设置固定挡板;所述第二输送带前端设置有对射光电。
[0009]
作为本发明再进一步的方案:所述自动转盘包括带有调速器的第四调速电机和凸轮分割器,所述第四调速电机和凸轮分割器之间通过同步带连接,所述凸轮分割器顶部安装固定小圆盘和随动大圆盘;所述随动大圆盘上沿周向均布设置若干工位,所述工位上固定安装与其一一对应的手机载具,所述手机载具内部设置有与其一一对应的真空吸盘,所述随动大圆盘中部固定安装旋转接头安装架,所述旋转接头安装架与固定小圆盘之间设置有用于确保各工位所需真空度的气动旋转接头,所述气动旋转接头转动连接在旋转接头安装架上;所述气动旋转接头与旋转接头安装架通过联轴器连接;所述随动大圆盘上沿固定小圆盘周向均布与各工位一一对应的感应片;所述固定小圆盘上纵向安装若干个感应器;所述自动装盘的工位数量为八个;所述感应片的数量为八个;所述感应器的数量为三个。
[0010]
作为本发明再进一步的方案:所述自动屏幕除尘清洗装置包括无尘布清洁机构和除尘辊清洁机构;所述无尘布清洁机构包括无尘布清洁机架、无尘布放料卷、无尘布收料卷和第五调速电机,所述无尘布放料卷、无尘布收料卷和第五调速电机均固定安装在无尘布清洁机架上,所述无尘布清洁机架设置有无尘布过渡轮和无尘布压辊安装座,所述第五调速电机固定连接无尘布收料卷,所述无尘布放料卷下方设置有用于计数无尘布进给量的编码器,所述无尘布清洁机架底部设置带有线性滑轨副和油压缓冲器的第二升降气缸;所述无尘布过渡轮通过弹性件固定连接在无尘布压辊安装座上;所述弹性件为弹簧;所述无尘布收料卷采用抱夹方式制动;所述除尘辊清洁机构包括除尘辊、带有线性滑轨副的第三升降气缸和保证第三升降气缸往返运动及其稳定性的第一无杆气缸,所述除尘辊固定安装除尘辊安装座上,所述除尘辊安装座弹性连接在第三升降气缸上,所述第三升降气缸滑动安装在第一无杆气缸上;所述除尘辊安装座和第三升降气缸之间弹性连接的方式为采用弹簧连接;所述第三升降气缸两侧设置有油压缓冲器。
[0011]
作为本发明再进一步的方案:所述移膜装置包括上膜机构、膜横移机构和撕膜机构;所述上膜机构包括第六电机和升降丝杆,所述第六电机和升降丝杆之间通过同步带传递动力,所述升降丝杆顶部设置异型膜放置板,所述异型膜放置板上设置若干确保膜位置的调节导向杆;所述第六电机为伺服电机;所述调节导向杆上安装测膜量感应器;所述调节导向杆的数量为六个;所述测膜量感应器的数量为三个;所述膜横移机构包括第二无杆气缸、实现膜升降的滑台气缸和用于分膜功能的smc中空气缸,所述滑台气缸固定安装在第二无杆气缸上,所述smc中空气缸固定安装在滑台气缸上;所述撕膜机构包括撕膜机构支架、
用于调节粘性底膜进给量的第七电机、粘性底膜放料卷和粘性底膜收料卷,所述第七电机、粘性底膜放料卷和粘性底膜收料卷均固定安装在撕膜机构支架上,所述第七电机连接粘性底膜收料卷,所述撕膜机构支架上固定安装撕膜刀板;所述撕膜刀板的末端设置为尖角;所述撕膜刀板下方设置除静电设备;所述除静电设备为等离子除静电器;所述第六电机为伺服电机。
[0012]
作为本发明再进一步的方案:所述自动固化装置包括uv固化灯和用于对uv固化灯进行冷却的uv水冷箱,所述uv水冷箱固定安装在uv固化灯侧面。
[0013]
作为本发明再进一步的方案:所述机器人点胶贴膜装置的顶部正上方设置有顶部ccd定位装置,所述机器人点胶贴膜装置的左后方设置有底部ccd定位装置;所述机架板上方设置有空气净化装置。
[0014]
与现有技术相比,本发明的有益效果是:通过设置自动上下料机构、自动屏幕除尘清洗装置、自动点胶贴膜组件和自动固化装置,自动上下料机构完成待贴膜手机上料,待贴膜手机放置在自动转盘,自动转盘转动,自动屏幕除尘清洗装置完成对待贴膜手机屏幕清洗,自动转盘转动至自动点胶贴膜组件处,自动点胶贴膜组件中移膜装置将待贴手机膜处理后,机器人带动贴膜机构完成取模,点胶件先对待贴膜手机点uv胶,再机器人带动贴膜机构完成对待贴膜手机贴膜的工序,将点胶件及贴膜机构共同集成于机器人上,节省工位的同时也确保了点胶及贴膜精度,自动转盘转动至自动固化装置处,自动固化装置将待贴手机膜下的uv胶快速固化,自动转盘转动至自动上下料机构,完成下料,从而实现对3d手机全程自动化贴合保护膜的目的,提高贴膜效率,保证贴膜效果的一致性。
附图说明
[0015]
图1为解决3d手机保护膜贴合的自动化设备的结构示意图。
[0016]
图2为解决3d手机保护膜贴合的自动化设备中俯视图的结构示意图。
[0017]
图3为解决3d手机保护膜贴合的自动化设备中机器人点胶贴膜装置的结构示意图。
[0018]
图4为解决3d手机保护膜贴合的自动化设备中上料输送线的结构示意图。
[0019]
图5为解决3d手机保护膜贴合的自动化设备中上下料机械手的结构示意图。
[0020]
图6为解决3d手机保护膜贴合的自动化设备中下料输送线的结构示意图。
[0021]
图7为解决3d手机保护膜贴合的自动化设备中自动转盘的结构示意图。
[0022]
图8为解决3d手机保护膜贴合的自动化设备中无尘布清洁机构的结构示意图。
[0023]
图9为解决3d手机保护膜贴合的自动化设备中除尘辊清洁机构的结构示意图。
[0024]
图10为解决3d手机保护膜贴合的自动化设备中上膜机构的结构示意图。
[0025]
图11为解决3d手机保护膜贴合的自动化设备中膜横移机构的结构示意图。
[0026]
图12为解决3d手机保护膜贴合的自动化设备中撕膜机构的结构示意图。
[0027]
图13为解决3d手机保护膜贴合的自动化设备中自动固化装置的结构示意图。
[0028]
图中:1-底座、2-贴膜机构、3-点胶件、4-机器人、5-支撑架组件、51-下机架、501-焊接方通架、502-门板、503-对流风扇、504-升降脚杯、505-移动脚轮、506-安装板、52-机架板、6-自动上下料机构、61-上料输送线、601-第一调速电机、602-第一铝型材支撑架、603-第一输送带、604-第一不锈钢托板、605-固定挡板、606-活动挡板、607-产品挡板、608-传感
器、609-定位气缸、62-下料输送线、621-第三调速电机、622-第二铝型材支撑架、623-第二输送带、624-第二不锈钢托板、625-固定挡板、626-对射光电、63-上下料机械手、631-第二调速电机、632-支撑底座、633-丝杆底座、634-第一升降气缸、635-线性滑轨副、636-机械手、7-自动转盘、701-第四调速电机、702-凸轮分割器、703-固定小圆盘、704-随动大圆盘、705-工位、706-手机载具、707-真空吸盘、708-气动旋转接头、709-联轴器、710-感应片、711-感应器、712-旋转接头安装架、8-自动屏幕除尘清洗装置、811-无尘布放料卷、812-无尘布收料卷、813-第五调速电机、814-无尘布清洁机架、815-无尘布过渡轮、816-编码器、817-第二升降气缸、818-无尘布压辊安装座、819-弹性件、821-除尘辊、822-第三升降气缸、823-第一无杆气缸、824-除尘辊安装座、825-油压缓冲器、9-自动点胶贴膜组件、、911-第六电机、912-升降丝杆、913-异型膜放置板、914-调节导向杆、915-测膜量感应器、921-第二无杆气缸、922-滑台气缸、923-smc中空气缸、931-第七电机、932-粘性底膜放料卷、933-粘性底膜收料卷、934-撕膜机构支架、935-撕膜刀板、936-除静电设备、10-自动固化装置、101-uv固化灯、102-uv水冷箱、11-顶部ccd定位装置、12-底部ccd定位装置、13-空气净化装置。
具体实施方式
[0029]
下面结合具体实施方式对本专利的技术方案作进一步详细地说明。
[0030]
请参阅图1-13,一种解决3d手机保护膜贴合的自动化设备,包括支撑架组件5、自动上下料机构6、自动转盘7、自动屏幕除尘清洗装置8、自动点胶贴膜组件9和自动固化装置10,所述自动上下料机构6、自动转盘7、自动屏幕除尘清洗装置8、自动点胶贴膜组件9和自动固化装置10固定安装在支撑架组件5上,所述自动上下料机构6、自动屏幕除尘清洗装置8、自动点胶贴膜组件9和自动固化装置10均顺时针沿周向分布在自动转盘7外侧,所述自动点胶贴膜组件9包括移膜装置和机器人点胶贴膜装置,所述机器人点胶贴膜装置包括底座1、贴膜机构2和点胶件3,所述底座1上固定安装用于进行贴膜工序的机器人4,所述贴膜机构2固定安装在机器人4的机械手伸缩端处,所述点胶件3固定安装在机器人4上;通过设置自动上下料机构6、自动屏幕除尘清洗装置8、自动点胶贴膜组件9和自动固化装置10,自动上下料机构6完成待贴膜手机上料,待贴膜手机放置在自动转盘7,自动转盘7转动,自动屏幕除尘清洗装置8完成对待贴膜手机屏幕清洗,自动转盘7转动至自动点胶贴膜组件9处,自动点胶贴膜组件9中移膜装置将待贴手机膜100处理后,机器人4带动贴膜机构2完成取模,点胶件先对待贴膜手机点uv胶,再机器人4带动贴膜机构2完成对待贴膜手机贴膜的工序,将点胶件3及贴膜机构2共同集成于机器人4上,节省工位的同时也确保了点胶及贴膜精度,自动转盘7转动至自动固化装置10处,自动固化装置10将待贴手机膜100下的uv胶快速固化,自动转盘7转动至自动上下料机构6,完成下料,从而实现对3d手机全程自动化贴合保护膜的目的,提高贴膜效率,保证贴膜效果的一致性;所述贴膜机构2的具体结构不加限制,本实施例中,优选的,所述贴膜机构2由步进电机、齿轮齿条副和线性滑轨副组合而成,保证了贴膜精度及兼容性;所述底座1的具体材质不加限制,本实施例中,优选的,所述底座1的材质为25mm镀铬钢板,保证机器人运行的稳定性;所述点胶件3的具体结构不加限制,本实施例中,优选的,所述点胶件3为点胶阀,保证出胶精度。
[0031]
所述支撑架组件5的具体结构不加限制,本实施例中,优选的,所述支撑架组件5包括下机架51和机架板52,所述机架板52固定安装在下机架51上,所述下机架51由焊接方通
架501和门板502组成;通过由下机架51和机架板52构成的支撑架组件对上述各自动化设备的位置固定安装提供支撑作用,同时下机架51和机架板52构成的内部空间能够放置电控箱、气源电磁阀和工控机等,以及能够在内部设置电器安装板和层叠折板,将电器安装板用于电器元器件安装,层叠折板将电脑主机与机器人控制器层叠安装,充分利用下机架51和机架板52构成的内部空间,避免布线的杂乱;下机架51各面的门板502上能够设置用于整机压缩空气供给的气动三联件和用于整机供电的电源开关;进一步,为增加门板的强度,所述门板502采用c型折弯方式,不易变形;再进一步,为对下机架51内电器元器件的散热,所述下机架51两边侧门设置有对流风扇503;再进一步,所述机架板52的具体材质不加限制,本实施例中,优选的,所述机架板52为镀铬处理的45#钢;再进一步,所述机架板52的具体厚度不加限制,本实施例中,优选的,所述机架板52厚度为20mm;再进一步,为便于调节整体高低及分散整机承重,所述下机架51底部设置有若干升降脚杯504;再进一步,为方便移动整机位置,所述升降脚杯504旁侧设置有若干移动脚轮505;再进一步,为增加承重能力,所述升降脚杯504和移动脚轮505与下机架51之间设置有安装板506。
[0032]
所述自动上下料机构6的具体结构不加限制,本实施例中,优选的,所述自动上下料机构6包括上料输送线61、下料输送线62和位于上料输送线61与下料输送线62之间的上下料机械手63;所述上料输送线61的具体结构不加限制,本实施例中,优选的,所述上料输送线61包括带有调速器的第一调速电机601和第一铝型材支撑架602,所述第一铝型材支撑架602上套设有第一输送带603,所述第一铝型材支撑架602的两端设置有用于支撑第一输送带603的第一不锈钢托板604;通过将待贴膜手机放置在上料输送线61上,上下料机械手63将待贴膜手机移动到自动转盘7,从而开始自动化贴膜,当完成贴膜,上下料机械手63将待贴膜手机移动到下料输送线62,完成待贴膜手机的自动化贴膜的整个周期;所述第一输送带603的选型不加限制,本实施例中,优选的,所述第一输送带603为亚光绿磨砂型输送带,确保摩擦力的同时也减少了待贴膜手机相对输送带打滑时造成的外观影响;进一步,为能够根据待贴膜手机大小调节所需宽度,所述第一输送带603两侧设置固定挡板605和活动挡板606,确保了输送线的兼容性;再进一步,为防止产品掉落和检测产品是否到达终点位置,所述第一输送带603末端设置有产品挡板607,所述产品挡板607上固定安装用于检测产品是否到达终点位置的传感器608;再进一步,为确保产品到达输送线终点时的定位精度,所述第一输送带603侧面设置有定位气缸609。
[0033]
所述上下料机械手63的具体结构不加限制,本实施例中,优选的,所述上下料机械手63包括横移机构和上下放料机构,所述上下放料机构滑动安装在横移机构上,所述横移机构的具体结构不加限制,本实施例中,优选的,所述横移机构包括固定安装有丝杆的第二调速电机631和采用方通与钢板焊接而成的支撑底座632,所述第二调速电机631固定安装在丝杆底座633上,所述丝杆底座633固定安装在支撑底座632上;所述上下放料机构的具体结构不加限制,本实施例中,优选的,所述上下放料机构包括第一升降气缸634和用于保证定位精度和运行稳定性的线性滑轨副635,所述线性滑轨副635固定安装在第一升降气缸634上,所述线性滑轨副635固定安装有机械手636,所述第一升降气缸634滑动安装在横移机构;通过设置带有丝杆的第二调速电机631工作,驱动第一升降气缸634横向移动,当取放待贴膜手机时,第一升降气缸634驱动位于线性滑轨副635的机械手636上下移动,完成取料和放料;所述调速电机631的具体类型不加限制,本实施例中,优选的,所述调速电机631为
伺服电机;进一步,为考虑外观度和加工量问题,所述丝杆底座633采用模组专用铝型材;再进一步,为减少第一升降气缸634冲击造成的震动及噪音,所述第一升降气缸634两侧面设置有油压缓冲器637。
[0034]
下料输送线62的具体结构不加限制,本实施例中,优选的,所述下料输送线62包括带有调速器的第三调速电机621和第二铝型材支撑架622,所述第二铝型材支撑架622上套设有第二输送带623,所述第二铝型材支撑架622的两端设置有用于支撑第二输送带623的第二不锈钢托板624;当待贴膜手机完成贴膜后,机械手636将位于自动转盘7上的已贴膜手机取下,放置在第二输送带623上,完成下料;所述第二输送带623的选型不加限制,本实施例中,优选的,所述第二输送带623为亚光绿磨砂型输送带,确保摩擦力的同时也减少了待贴膜手机相对输送带打滑时造成的外观影响;进一步,为防止已贴膜手机掉落,所述第二输送带623两侧设置固定挡板625;再进一步,为检查产品是否有已贴膜手机放入,所述第二输送带623前端设置有对射光电626。
[0035]
所述自动转盘7的具体结构不加限制,本实施例中,优选的,所述自动转盘7包括带有调速器的第四调速电机701和凸轮分割器702,所述第四调速电机701和凸轮分割器702之间通过同步带连接,所述凸轮分割器702顶部安装固定小圆盘703和随动大圆盘704;所述随动大圆盘704上沿周向均布设置若干工位705,所述工位705上固定安装与其一一对应的手机载具706,所述手机载具706内部设置有与其一一对应的真空吸盘707,所述随动大圆盘704中部固定安装旋转接头安装架712,所述旋转接头安装架712与固定小圆盘703之间设置有用于确保各工位705所需真空度的气动旋转接头708,所述气动旋转接头708转动连接在旋转接头安装架712上;通过设置凸轮分割器,确保各工位705的定位精度及稳定性,真空吸盘707确保随动大圆盘704转动时待贴膜手机放置的定位精度,当在进行待贴膜手机的各工序时,自动转盘7依次转动,移动工位705至所对应的工序上,进行对待贴膜手机处理工作,即机械手636从上料输送线61吸取待贴膜手机并放置在自动转盘7的工位705上,自动转盘7旋转至自动屏幕除尘清洗装置8,清洗完成,自动转盘7旋转至自动点胶贴膜组件9进行贴膜,贴膜完成,自动转盘7旋转至自动固化装置10,当完成固化工序,自动转盘7旋转至2工位至下料输送线62;进一步,为确保气动旋转接头708与随动大圆盘704的同心度和确保旋转接头寿命,所述气动旋转接头708与旋转接头安装架712通过联轴器709连接;再进一步,为感应各工位705所处状态,所述随动大圆盘704上沿固定小圆盘703周向均布与各工位705一一对应的感应片710;再进一步,为更好的感应各工位705所处状态,所述固定小圆盘703上纵向安装若干个感应器711;所述自动装盘7的工位数量不加限制,本实施中,优选的,所述自动装盘7的工位数量为八个;所述感应片710的具体数量不加限制,本实施中,优选的,所述感应片710的数量为八个;所述感应器711的具体数量不加限制,本实施中,优选的,所述感应器711的数量为三个。
[0036]
所述自动屏幕除尘清洗装置8的具体结构不加限制,本实施例中,优选的,所述自动屏幕除尘清洗装置8包括无尘布清洁机构81和除尘辊清洁机构82;所述无尘布清洁机构81的具体结构不加限制,本实施例中,优选的,所述无尘布清洁机构81包括无尘布清洁机架814、无尘布放料卷811、无尘布收料卷812和第五调速电机813,所述无尘布放料卷811、无尘布收料卷812和第五调速电机813均固定安装在无尘布清洁机架814上,所述无尘布清洁机架814设置有无尘布过渡轮815和无尘布压辊安装座818,所述第五调速电机813固定连接无
尘布收料卷812,所述无尘布放料卷811下方设置有用于计数无尘布进给量的编码器816,所述无尘布清洁机架814底部设置带有线性滑轨副和油压缓冲器的第二升降气缸817;通过设置第五调速电机813和编码器816配合使用,有效调节无尘布的进给量,通过将无尘布由无尘布放料卷811处拉出,绕经无尘布过渡轮815和无尘布压辊安装座818,再绕道编码器816处,再绕到无尘布收料卷812处,由第五调速电机813带动无尘布收料卷812对无尘布收料,实现对待贴膜手机的初次清洁,通过设置带有线性滑轨副和油压缓冲器的第二升降气缸817,保证无尘布与待贴膜手机顶面贴合,拖动无尘布达到清洁效果,同时保证升降过程的稳定性与流畅性,以及减少气缸冲击造成的震动及噪音;进一步,为确保机构下压不会造成对待贴膜手机损坏,所述无尘布过渡轮815通过弹性件819固定连接在无尘布压辊安装座818上,所述弹性件819的具体类型不加限制,本实施例中,所述弹性件819为弹簧;再进一步,为控制张力以确保进给的一致性,所述无尘布收料卷812采用抱夹方式制动。
[0037]
所述除尘辊清洁机构82包的具体结构不加限制,本实施例中,优选的,所述除尘辊清洁机构82包括除尘辊821、带有线性滑轨副的第三升降气缸822和保证第三升降气缸822往返运动及其稳定性的第一无杆气缸823,所述除尘辊821固定安装除尘辊安装座824上,所述除尘辊安装座824弹性连接在第三升降气缸822上,所述第三升降气缸822滑动安装在第一无杆气缸823上;通过设置第一无杆气缸823,节省安装空间的同时确保第三升降气缸822往返运动的稳定性,设置带有线性滑轨副的第三升降气缸822,保证升降过程的稳定性与流畅性,当第三升降气缸822带动除尘辊821上下运动,除尘辊821与手机屏幕接触时,第一无杆气缸823各前进、后退一次,即完成一次清洗,实现对手机屏幕二次清洁的目的;所述除尘辊安装座824和第三升降气缸822之间弹性连接的具体方式不加限制,本实施例中,优选的,所述除尘辊安装座824和第三升降气缸822之间弹性连接的方式为采用弹簧连接,确保除尘辊821下压往返除尘时对手机不会造成影响;进一步,为减少气缸冲击造成的震动及噪音,所述第三升降气缸822两侧设置有油压缓冲器825。
[0038]
所述移膜装置的具体结构不加限制,本实施例中,优选的,所述移膜装置包括上膜机构91、膜横移机构92和撕膜机构93;所述上膜机构91的具体结构不加限制,本实施例中,优选的,所述上膜机构91包括第六电机911和升降丝杆912,所述第六电机911和升降丝杆912之间通过同步带传递动力,所述升降丝杆912顶部设置异型膜放置板913,所述异型膜放置板913上设置若干确保膜位置的调节导向杆914;通过将待贴膜放置在异型膜放置板913,第六电机911转动带动升降丝杆912向上移动至膜横移机构92处;所述第六电机911的具体选型不加限制,本实施例中,优选的,所述第六电机为伺服电机;进一步,为实时监测待贴膜的存储量,所述调节导向杆914上安装测膜量感应器915;所述调节导向杆914的具体数量不加限制,本实施例中,优选的,所述调节导向杆914的数量为六个;所述测膜量感应器915的具体数量不加限制,本实施例中,优选的,所述测膜量感应器915的数量为三个。
[0039]
所述膜横移机构92的具体结构不加限制,本实施例中,优选的,所述膜横移机构92包括第二无杆气缸921、实现膜升降的滑台气缸922和用于分膜功能的smc中空气缸923,所述滑台气缸922固定安装在第二无杆气缸921上,所述smc中空气缸923固定安装在滑台气缸922上;通过设置第二无杆气缸921,确保滑台气缸922横移的同时也节省了安装空间;设置实现待贴膜升降的滑台气缸922,确保升降过程中待贴膜的稳定性;同时设置smc中空气缸923,真空吸住膜的一端上下抖动使膜之间分离不重叠;通过滑台气缸922带动smc中空气缸
923下降,真空吸附异型膜放置板913上的手机膜,后滑台气缸922带动smc中空气缸923上升,第二无杆气缸921推动滑台气缸922向撕膜机构93运动。
[0040]
所述撕膜机构93的具体结构不加限制,本实施例中,优选的,所述撕膜机构93包括撕膜机构支架934、用于调节粘性底膜进给量的第七电机931、粘性底膜放料卷932和粘性底膜收料卷933,所述第七电机931、粘性底膜放料卷932和粘性底膜收料卷933均固定安装在撕膜机构支架934上,所述第七电机931连接粘性底膜收料卷933,所述撕膜机构支架934上固定安装撕膜刀板935;通过膜横移机构92将待贴膜移动至撕膜机构93上,撕膜刀板935完成对待贴膜底膜撕除的工序,机器人4带动贴膜机构2完成待贴膜取模,从而进入机器人点胶贴膜装置完成贴膜工序;进一步,为保证撕膜成功率,所述撕膜刀板935的末端设置为尖角;再进一步,为消除撕膜时产生的静电对膜的影响,所述撕膜刀板935下方设置除静电设备936;所述除静电设备936的具体选型不加限制,本实施例中,优选的,所述除静电设备936为等离子除静电器;所述第七电机931的具体选型不加限制,本实施例中,优选的,所述第六电机为伺服电机。
[0041]
自动固化装置10的具体结构不加限制,本实施例中,优选的,所述自动固化装置10包括uv固化灯101和用于对uv固化灯101进行冷却的uv水冷箱102,所述uv水冷箱102固定安装在uv固化灯101侧面;通过自动转盘7将点胶贴膜手机转动至uv固化灯101下方,uv固化灯101发出紫外线光,将膜下的uv胶快速固化,设置uv水冷箱102用于对uv固化灯101进行冷却,增加uv固化灯101的使用寿命。
[0042]
本实施例的工作原理是:通过设置自动上下料机构6、自动屏幕除尘清洗装置8、自动点胶贴膜组件9和自动固化装置10,自动上下料机构6完成待贴膜手机上料,待贴膜手机放置在自动转盘7,自动转盘7转动,自动屏幕除尘清洗装置8完成对待贴膜手机屏幕清洗,自动转盘7转动至自动点胶贴膜组件9处,自动点胶贴膜组件9中移膜装置将待贴手机膜100处理后,机器人4带动贴膜机构2完成取模,点胶件先对待贴膜手机点uv胶,再机器人4带动贴膜机构2完成对待贴膜手机贴膜的工序,将点胶件3及贴膜机构2共同集成于机器人4上,节省工位的同时也确保了点胶及贴膜精度,自动转盘7转动至自动固化装置10处,自动固化装置10将待贴手机膜100下的uv胶快速固化,自动转盘7转动至自动上下料机构6,完成下料,从而实现对3d手机全程自动化贴合保护膜的目的,提高贴膜效率,保证贴膜效果的一致性。
[0043]
实施例2
[0044]
本实施例与实施例1的不同之处在于:所述机器人点胶贴膜装置的顶部正上方设置有顶部ccd定位装置11,所述机器人点胶贴膜装置的左后方设置有底部ccd定位装置12;通过设置顶部ccd定位装置11和底部ccd定位装置12,分别在贴膜时和撕膜时校准待贴膜的位置,保证贴膜精度。
[0045]
本实施例的工作原理是:通过设置顶部ccd定位装置11和底部ccd定位装置12,分别校准待贴膜的位置,保证贴膜精度。
[0046]
实施例3
[0047]
本实施例与实施例1的不同之处在于:所述机架板52上方设置有空气净化装置13,通过设置空气净化装置13,用于净化整个自动化设备中的空气,防止空气中灰尘对贴膜效果造成影响,保证良好的贴膜效果。
[0048]
本实施例的工作原理是:通过设置空气净化装置13,用于净化整个自动化设备中的空气,防止空气中灰尘对贴膜效果造成影响,保证良好的贴膜效果。
[0049]
上面对本专利的较佳实施方式作了详细说明,但是本专利并不限于上述实施方式,在本领域的普通技术人员所具备的知识范围内,还可以在不脱离本专利宗旨的前提下做出各种变化。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips