
 商标分类
商标分类  商标转让
商标转让 
一种热熔连接式四氟管后加工装置的制作方法
 2021-02-22 07:02:51|
2021-02-22 07:02:51| 486|
486| 起点商标网
起点商标网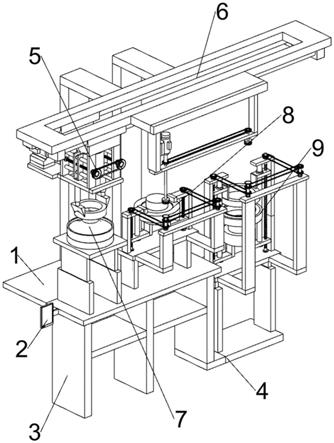
[0001]
本发明涉及一种四氟管领域,尤其涉及一种热熔连接式四氟管后加工装置。
背景技术:
[0002]
四氟管,学名聚四氟乙烯管(简称f4管、四氟管)是使用高质量的柱塞工挤出管,采用特殊加工工艺,使钢管和塑料管紧密结合,能承爱正压1.6mpa,负压:77kpa;可在-60℃~+260℃内正常使用,具有可靠优良的耐腐蚀性。输送高温下的强腐蚀性气、液体,这是其它管道所不能代替的。广泛应用于机械、化工、航空、电气电子、国防工业、尖端科技、医疗卫生及电绝缘等领域。
[0003]
目前四氟管大量应用于各种领域中,现有技术中部分四氟管作为不锈钢管件的内衬具有很好的防腐效果,由于管件两端均设有法兰,因此四氟管端头也要做翻边处理,且获得的翻边应与法兰大小一致。由于翻边是由四氟管热熔然后模压成板状,翻边越大,加工的难度也越大,且加工出来的翻边平整度达不到要求,影响后期法兰段的密封连接,在进行翻边过程中常常采用锥形模具进行热熔翻边处理,普通锥形模具侧面为平直面,进而在四氟管头弯折过程中,四氟管头热熔后会贴合普通锥形模具侧面的平直面,导致四氟管初步翻边角度过小,后续二次翻边过程中弯折角度和难度较大,导致翻边连接处造成二次弯折,降低翻边的连接强度,同时部分法兰较大时,极限翻边状态下,导致翻边部分管材变薄,降低了此翻边的使用寿命,并且部分四氟管材无法做到极限翻边,导致翻边尺寸和质量不合格。
[0004]
针对上述问题,我们提出了一种热熔连接式四氟管后加工装置。
技术实现要素:
[0005]
为了克服现有技术中部分四氟管作为不锈钢管件的内衬具有很好的防腐效果,由于管件两端均设有法兰,因此四氟管端头也要做翻边处理,且获得的翻边应与法兰大小一致。由于翻边是由四氟管热熔然后模压成板状,翻边越大,加工的难度也越大,且加工出来的翻边平整度达不到要求,影响后期法兰段的密封连接,在进行翻边过程中常常采用锥形模具进行热熔翻边处理,普通锥形模具侧面为平直面,进而在四氟管头弯折过程中,四氟管头热熔后会贴合普通锥形模具侧面的平直面,导致四氟管初步翻边角度过小,后续二次翻边过程中弯折角度和难度较大,导致翻边连接处造成二次弯折,降低翻边的连接强度,同时部分法兰较大时,极限翻边状态下,导致翻边部分管材变薄,降低了此翻边的使用寿命,并且部分四氟管材无法做到极限翻边,导致翻边尺寸和质量不合格的缺点,技术问题:提供一种热熔连接式四氟管后加工装置。
[0006]
技术方案如下:一种热熔连接式四氟管后加工装置,包括有固定机床板、运行控制屏、安装底架、安装底板、夹持固定机构、转移动力机构、外翻机构、定型机构和补边机构;固定机床板与运行控制屏相连接;固定机床板下方与安装底架进行焊接;安装底架与安装底板相连接;固定机床板上方依次与外翻机构和定型机构相连接;固定机床板上方与转移动力机构相连接;转移动力机构与夹持固定机构相连接;安装底板上方与补边机构相连接。
[0007]
作为优选,夹持固定机构包括有第一动力电机、第一电机座、第一集合框、第一龙门架、第二龙门架、第一丝杆、第一传动轮、第二传动轮、第二丝杆、第一限位滑杆、第二限位滑杆、第三限位滑杆、第四限位滑杆、第一弧形夹套、第二弧形夹套、第一电动推杆和第一热熔加热环;第一动力电机下方与第一电机座进行螺栓连接;第一电机座与第一集合框相连接;第一动力电机输出轴与第一丝杆进行固接;第一集合框上方一侧与第一龙门架相连接,并且第一集合框上方另一侧与第二龙门架相连接;第一龙门架与第一丝杆进行转动连接;第一丝杆与第二龙门架进行转动连接;第一丝杆与第一传动轮进行固接;第一传动轮外环面通过皮带与第二传动轮进行传动连接;第二传动轮轴心与第二丝杆进行固接;第二丝杆依次与第一龙门架和第二龙门架进行转动连接;第一龙门架与第一限位滑杆进行插接;第一限位滑杆与第二龙门架进行插接;第一龙门架与第二限位滑杆进行插接;第二限位滑杆与第二龙门架进行插接;第一龙门架与第三限位滑杆进行插接;第三限位滑杆与第二龙门架进行插接;第一龙门架与第四限位滑杆进行插接;第四限位滑杆与第二龙门架进行插接;第一丝杆外表面依次与第一弧形夹套和第二弧形夹套进行滑动连接;第二丝杆外表面依次与第一弧形夹套和第二弧形夹套进行滑动连接;第一限位滑杆外表面依次与第一弧形夹套和第二弧形夹套进行滑动连接;第二限位滑杆外表面依次与第一弧形夹套和第二弧形夹套进行滑动连接;第三限位滑杆外表面依次与第一弧形夹套和第二弧形夹套进行滑动连接;第四限位滑杆外表面依次与第一弧形夹套和第二弧形夹套进行滑动连接;第一集合框下方与第一电动推杆相连接;第一电动推杆下方与第一热熔加热环相连接;第一龙门架上方与转移动力机构相连接;第二龙门架上方与转移动力机构相连接。
[0008]
作为优选,转移动力机构包括有顶部滑动集合板、第一衔接板、电机架、第一电动滑杆、第一电动滑座、第二电动滑杆、第二电动滑座、第二动力电机、第一转轴杆、第三传动轮、第一内齿环、第四传动轮、第二转轴杆和第二内齿环;顶部滑动集合板与第一衔接板进行螺栓连接;顶部滑动集合板依次与第一电动滑杆和第二电动滑杆相连接;第一衔接板与电机架相连接;第一电动滑杆外表面与第一电动滑座进行滑动连接;第二电动滑杆外表面与第二电动滑座进行滑动连接;电机架与第二动力电机进行螺栓连接;第二动力电机输出轴与第一转轴杆进行固接;第一转轴杆外表面与电机架进行转动连接;第一转轴杆外表面依次与第三传动轮和第一内齿环进行固接;第三传动轮外环面通过皮带与第四传动轮进行传动连接;第四传动轮轴心与第二转轴杆进行固接;第二转轴杆与电机架进行转动连接;第二转轴杆与第二内齿环进行固接;顶部滑动集合板与固定机床板相连接;第二电动滑座与第一龙门架相连接;第一电动滑座与第二龙门架相连接。
[0009]
作为优选,外翻机构包括有第一升降台、第一承载板、固定外环筒和热熔尖锥座;第一升降台上方与第一承载板相连接;第一承载板上方与固定外环筒相连接;固定外环筒内侧与热熔尖锥座进行套接;第一升降台下方与固定机床板相连接。
[0010]
作为优选,定型机构包括有第二承载板、第二升降台、第一连接侧架、第二连接侧架、第三丝杆、第五传动轮、第六传动轮、第七传动轮、第三龙门架、第八传动轮、第一平齿轮、第九传动轮、第十传动轮、第四丝杆、第一内螺纹滑条、第一圆柱台、第一内撑圆柱、第一外侧限位环台、第五限位滑杆、第二内螺纹滑条和第六限位滑杆;第二承载板下方与第二升降台相连接;第二承载板上方一侧与第一连接侧架相连接,并且第二承载板上方另一侧与第二连接侧架相连接;第一连接侧架与第三丝杆进行转动连接;第三丝杆下方与第二承载
板进行转动连接;第三丝杆上方与第五传动轮进行固接;第五传动轮外环面通过皮带与第六传动轮进行传动连接;第六传动轮轴心与第七传动轮进行固接;第六传动轮轴心与第三龙门架进行转动连接;第三龙门架与第二承载板相连接;第七传动轮外环面通过皮带与第八传动轮进行传动连接;第八传动轮轴心与第一平齿轮进行固接;第八传动轮轴心与第九传动轮进行固接;第九传动轮轴心与第三龙门架进行转动连接;第九传动轮外环面通过皮带与第十传动轮进行传动连接;第十传动轮轴心与第四丝杆进行固接;第四丝杆下方与第二承载板进行转动连接;第四丝杆外表面与第一内螺纹滑条进行滑动连接;第一内螺纹滑条与第一圆柱台相连接;第一圆柱台上方与第一内撑圆柱相连接;第一圆柱台外表面与第一外侧限位环台进行滑动连接;第一外侧限位环台上方一侧与第一连接侧架相连接,并且第一外侧限位环台上方另一侧与第二连接侧架相连接;第一内螺纹滑条与第五限位滑杆进行滑动连接;第五限位滑杆上方与第二连接侧架相连接;第三丝杆外表面与第二内螺纹滑条进行滑动连接;第二内螺纹滑条与第一圆柱台相连接;第二内螺纹滑条内侧与第六限位滑杆进行滑动连接;第二升降台下方与固定机床板相连接。
[0011]
作为优选,补边机构包括有第三升降台、第三承载板、第三连接侧架、第四连接侧架、第五丝杆、第十一传动轮、第十二传动轮、第四龙门架、第十三传动轮、第十四传动轮、第二平齿轮、第十五传动轮、第十六传动轮、第六丝杆、第三内螺纹滑条、第七限位滑杆、第四内螺纹滑条、第二圆柱台、第二内撑圆柱、圆环承载台、第二热熔加热环、第五内螺纹滑条、第八限位滑杆和第六内螺纹滑条;第三升降台上方与第三承载板相连接;第三承载板上方一侧与第三连接侧架相连接,并且第三承载板上方另一侧与第四连接侧架相连接;第三连接侧架与第五丝杆进行转动连接;第五丝杆上方与第十一传动轮进行固接;第五丝杆与第三承载板进行转动连接;第十一传动轮外环面通过皮带与第十二传动轮进行传动连接;第十二传动轮轴心与第四龙门架进行转动连接;第十二传动轮轴心与第十三传动轮进行固接;第十三传动轮外环面通过皮带与第十四传动轮进行传动连接;第十四传动轮轴心与第二平齿轮进行固接;第十四传动轮轴心与第十五传动轮进行固接;第十五传动轮轴心与第四龙门架进行转动连接;第十五传动轮外环面通过皮带与第十六传动轮进行传动连接;第十六传动轮轴心与第六丝杆进行固接;第六丝杆与第四连接侧架进行转动连接;第六丝杆下方与第三承载板进行转动连接;第六丝杆外表面与第三内螺纹滑条进行滑动连接;第三内螺纹滑条与第七限位滑杆进行滑动连接;第七限位滑杆与第四连接侧架进行插接;第六丝杆外表面与第四内螺纹滑条进行滑动连接;第四内螺纹滑条与第七限位滑杆进行滑动连接;第四内螺纹滑条与第二圆柱台相连接;第二圆柱台上方与第二内撑圆柱相连接;第二内撑圆柱上方设置有圆环承载台;圆环承载台下方与第三承载板相连接;第三内螺纹滑条与第二热熔加热环相连接;第二热熔加热环上方与第五内螺纹滑条相连接;第五内螺纹滑条内侧与第八限位滑杆进行滑动连接;第五内螺纹滑条内侧与第五丝杆进行滑动连接;第八限位滑杆与第三连接侧架相连接;第八限位滑杆与第六内螺纹滑条进行滑动连接;第六内螺纹滑条与第五丝杆进行滑动连接;第三升降台下方与安装底板相连接。
[0012]
作为优选,圆环承载台包括有第二外侧限位环台、四氟圆环和四氟热熔连接环;第二外侧限位环台内侧依次设置有四氟圆环和四氟热熔连接环;四氟圆环内侧与四氟热熔连接环相接触;第二外侧限位环台与第三承载板相连接。
[0013]
作为优选,第一电动推杆设置有两个,分别位于第一热熔加热环上方两侧。
[0014]
作为优选,第一升降台、第二升降台和第三升降台均设置有两个。
[0015]
作为优选,热熔尖锥座侧面设置为向内凹陷的弧面。
[0016]
本发明具有如下优点:1、为解决现有技术中部分四氟管作为不锈钢管件的内衬具有很好的防腐效果,由于管件两端均设有法兰,因此四氟管端头也要做翻边处理,且获得的翻边应与法兰大小一致。由于翻边是由四氟管热熔然后模压成板状,翻边越大,加工的难度也越大,且加工出来的翻边平整度达不到要求,影响后期法兰段的密封连接,在进行翻边过程中常常采用锥形模具进行热熔翻边处理,普通锥形模具侧面为平直面,进而在四氟管头弯折过程中,四氟管头热熔后会贴合普通锥形模具侧面的平直面,导致四氟管初步翻边角度过小,后续二次翻边过程中弯折角度和难度较大,导致翻边连接处造成二次弯折,降低翻边的连接强度,同时部分法兰较大时,极限翻边状态下,导致翻边部分管材变薄,降低了此翻边的使用寿命,并且部分四氟管材无法做到极限翻边,导致翻边尺寸和质量不合格的问题;
[0017]
2、设计了夹持固定机构,转移动力机构,外翻机构,定型机构和补边机构,在使用时首先将四氟管固定至夹持固定机构,然后首先通过外翻机构将四氟管底部进行外翻,然后转移动力机构带动夹持固定机构连同四氟管进行移动,即带动四氟管运动至定型机构上方,对外翻的四氟管外翻部分进行弯折定型,然后转移动力机构带动夹持固定机构连同四氟管进行移动,即带动外翻完成的四氟管运动至补边机构上方,然后通过在半径不足的翻边外环进行后续热熔连接补边,将圆环状的四氟片连接至翻边外环;
[0018]
3、实现了对四氟管的自动固定定位,然后利用弧面锥形模具进行翻边处理,保证了翻边的平滑,并进行翻边后的热熔二次定型,并针对翻边外环直径较小的四氟管进行翻边补边连接,使四氟管翻边外环直径扩大,使翻边能够达到不同尺寸法兰的安装要求的效果。
附图说明
[0019]
图1为本发明的立体结构示意图;
[0020]
图2为本发明的夹持固定机构立体结构示意图;
[0021]
图3为本发明的转移动力机构立体结构示意图;
[0022]
图4为本发明的外翻机构立体结构示意图;
[0023]
图5为本发明的定型机构立体结构示意图;
[0024]
图6为本发明的补边机构立体结构示意图;
[0025]
图7为本发明的圆环承载台立体结构示意图。
[0026]
附图标记说明:1_固定机床板,2_运行控制屏,3_安装底架,4_安装底板,5_夹持固定机构,6_转移动力机构,7_外翻机构,8_定型机构,9_补边机构,501_第一动力电机,502_第一电机座,503_第一集合框,504_第一龙门架,505_第二龙门架,506_第一丝杆,507_第一传动轮,508_第二传动轮,509_第二丝杆,5010_第一限位滑杆,5011_第二限位滑杆,5012_第三限位滑杆,5013_第四限位滑杆,5014_第一弧形夹套,5015_第二弧形夹套,5016_第一电动推杆,5017_第一热熔加热环,601_顶部滑动集合板,602_第一衔接板,603_电机架,604_第一电动滑杆,605_第一电动滑座,606_第二电动滑杆,607_第二电动滑座,608_第二动力电机,609_第一转轴杆,6010_第三传动轮,6011_第一内齿环,6012_第四传动轮,6013_
第二转轴杆,6014_第二内齿环,701_第一升降台,702_第一承载板,703_固定外环筒,704_热熔尖锥座,801_第二承载板,802_第二升降台,803_第一连接侧架,804_第二连接侧架,805_第三丝杆,806_第五传动轮,807_第六传动轮,808_第七传动轮,809_第三龙门架,8010_第八传动轮,8011_第一平齿轮,8012_第九传动轮,8013_第十传动轮,8014_第四丝杆,8015_第一内螺纹滑条,8016_第一圆柱台,8017_第一内撑圆柱,8018_第一外侧限位环台,8019_第五限位滑杆,8020_第二内螺纹滑条,8021_第六限位滑杆,901_第三升降台,902_第三承载板,903_第三连接侧架,904_第四连接侧架,905_第五丝杆,906_第十一传动轮,907_第十二传动轮,908_第四龙门架,909_第十三传动轮,9010_第十四传动轮,9011_第二平齿轮,9012_第十五传动轮,9013_第十六传动轮,9014_第六丝杆,9015_第三内螺纹滑条,9016_第七限位滑杆,9017_第四内螺纹滑条,9018_第二圆柱台,9019_第二内撑圆柱,9020_圆环承载台,9021_第二热熔加热环,9022_第五内螺纹滑条,9023_第八限位滑杆,9024_第六内螺纹滑条,902001_第二外侧限位环台,902002_四氟圆环,902003_四氟热熔连接环。
具体实施方式
[0027]
为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步地详细描述。仅此声明,本发明在文中出现或即将出现的上、下、左、右、前、后、内、外等方位用词,仅以本发明的附图为基准,其并不是对本发明的具体限定。
[0028]
实施例1
[0029]
一种热熔连接式四氟管后加工装置,如图1-7所示,包括有固定机床板1、运行控制屏2、安装底架3、安装底板4、夹持固定机构5、转移动力机构6、外翻机构7、定型机构8和补边机构9;固定机床板1与运行控制屏2相连接;固定机床板1下方与安装底架3进行焊接;安装底架3与安装底板4相连接;固定机床板1上方依次与外翻机构7和定型机构8相连接;固定机床板1上方与转移动力机构6相连接;转移动力机构6与夹持固定机构5相连接;安装底板4上方与补边机构9相连接。
[0030]
在使用热熔连接式四氟管后加工装置时,首先人工将此装置稳定固定至工作平面,然后外接电源,并通过运行控制屏2接通装置内部动力系统电源,然后首先将四氟管固定至夹持固定机构5,然后首先通过外翻机构7将四氟管底部进行外翻,然后转移动力机构6带动夹持固定机构5连同四氟管进行移动,即带动四氟管运动至定型机构8上方,对外翻的四氟管外翻部分进行弯折定型,然后转移动力机构6带动夹持固定机构5连同四氟管进行移动,即带动外翻完成的四氟管运动至补边机构9上方,然后通过在半径不足的翻边外环进行后续热熔连接补边,将圆环状的四氟片连接至翻边外环,实现了对四氟管的自动固定定位,然后利用弧面锥形模具进行翻边处理,保证了翻边的平滑,并进行翻边后的热熔二次定型,并针对翻边外环直径较小的四氟管进行翻边补边连接,使四氟管翻边外环直径扩大,使翻边能够达到不同尺寸法兰的安装要求的效果。
[0031]
夹持固定机构5包括有第一动力电机501、第一电机座502、第一集合框503、第一龙门架504、第二龙门架505、第一丝杆506、第一传动轮507、第二传动轮508、第二丝杆509、第一限位滑杆5010、第二限位滑杆5011、第三限位滑杆5012、第四限位滑杆5013、第一弧形夹套5014、第二弧形夹套5015、第一电动推杆5016和第一热熔加热环5017;第一动力电机501
下方与第一电机座502进行螺栓连接;第一电机座502与第一集合框503相连接;第一动力电机501输出轴与第一丝杆506进行固接;第一集合框503上方一侧与第一龙门架504相连接,并且第一集合框503上方另一侧与第二龙门架505相连接;第一龙门架504与第一丝杆506进行转动连接;第一丝杆506与第二龙门架505进行转动连接;第一丝杆506与第一传动轮507进行固接;第一传动轮507外环面通过皮带与第二传动轮508进行传动连接;第二传动轮508轴心与第二丝杆509进行固接;第二丝杆509依次与第一龙门架504和第二龙门架505进行转动连接;第一龙门架504与第一限位滑杆5010进行插接;第一限位滑杆5010与第二龙门架505进行插接;第一龙门架504与第二限位滑杆5011进行插接;第二限位滑杆5011与第二龙门架505进行插接;第一龙门架504与第三限位滑杆5012进行插接;第三限位滑杆5012与第二龙门架505进行插接;第一龙门架504与第四限位滑杆5013进行插接;第四限位滑杆5013与第二龙门架505进行插接;第一丝杆506外表面依次与第一弧形夹套5014和第二弧形夹套5015进行滑动连接;第二丝杆509外表面依次与第一弧形夹套5014和第二弧形夹套5015进行滑动连接;第一限位滑杆5010外表面依次与第一弧形夹套5014和第二弧形夹套5015进行滑动连接;第二限位滑杆5011外表面依次与第一弧形夹套5014和第二弧形夹套5015进行滑动连接;第三限位滑杆5012外表面依次与第一弧形夹套5014和第二弧形夹套5015进行滑动连接;第四限位滑杆5013外表面依次与第一弧形夹套5014和第二弧形夹套5015进行滑动连接;第一集合框503下方与第一电动推杆5016相连接;第一电动推杆5016下方与第一热熔加热环5017相连接;第一龙门架504上方与转移动力机构6相连接;第二龙门架505上方与转移动力机构6相连接。
[0032]
首先将四氟管插入至第四限位滑杆5013和第一弧形夹套5014之间,然后通过运行控制屏2接通第一动力电机501电源,然后第一动力电机501带动第一丝杆506进行转动,然后第一丝杆506带动第一传动轮507进行转动,进而第一传动轮507带动第二传动轮508进行转动,进而第二传动轮508带动第二丝杆509进行转动,然后第二丝杆509和第一丝杆506同时转动,由于第二丝杆509和第一丝杆506外表面两侧螺纹相反,进而第二丝杆509和第一丝杆506转动带动第一弧形夹套5014和第二弧形夹套5015在第一限位滑杆5010、第二限位滑杆5011、第三限位滑杆5012和第四限位滑杆5013外表面滑动相互靠近,进而第一弧形夹套5014和第二弧形夹套5015将其之间的四氟管进行夹持固定,完成了对四氟管的固定。
[0033]
转移动力机构6包括有顶部滑动集合板601、第一衔接板602、电机架603、第一电动滑杆604、第一电动滑座605、第二电动滑杆606、第二电动滑座607、第二动力电机608、第一转轴杆609、第三传动轮6010、第一内齿环6011、第四传动轮6012、第二转轴杆6013和第二内齿环6014;顶部滑动集合板601与第一衔接板602进行螺栓连接;顶部滑动集合板601依次与第一电动滑杆604和第二电动滑杆606相连接;第一衔接板602与电机架603相连接;第一电动滑杆604外表面与第一电动滑座605进行滑动连接;第二电动滑杆606外表面与第二电动滑座607进行滑动连接;电机架603与第二动力电机608进行螺栓连接;第二动力电机608输出轴与第一转轴杆609进行固接;第一转轴杆609外表面与电机架603进行转动连接;第一转轴杆609外表面依次与第三传动轮6010和第一内齿环6011进行固接;第三传动轮6010外环面通过皮带与第四传动轮6012进行传动连接;第四传动轮6012轴心与第二转轴杆6013进行固接;第二转轴杆6013与电机架603进行转动连接;第二转轴杆6013与第二内齿环6014进行固接;顶部滑动集合板601与固定机床板1相连接;第二电动滑座607与第一龙门架504相连
接;第一电动滑座605与第二龙门架505相连接。
[0034]
首先通过运行控制屏2接通第一电动滑杆604和第二电动滑杆606的电源,并接通第二动力电机608电源,即第二动力电机608带动第一转轴杆609进行转动,进而第一转轴杆609带动第三传动轮6010和第一内齿环6011进行转动,同时第三传动轮6010带动第四传动轮6012进行转动,进而第四传动轮6012带动第二转轴杆6013和第二内齿环6014进行转动,然后第一电动滑杆604和第二电动滑杆606分别带动第一电动滑座605和第二电动滑座607运动,即第一电动滑座605和第二电动滑座607带动夹持固定机构5进行运动,即通过带动夹持固定机构5,进而带动四氟管进行运动,依次运动至外翻机构7、定型机构8和补边机构9上方分别进行处理,完成了对四氟管的传送。
[0035]
外翻机构7包括有第一升降台701、第一承载板702、固定外环筒703和热熔尖锥座704;第一升降台701上方与第一承载板702相连接;第一承载板702上方与固定外环筒703相连接;固定外环筒703内侧与热熔尖锥座704进行套接;第一升降台701下方与固定机床板1相连接。
[0036]
首先通过运行控制屏2控制接通第一升降台701电源,然后第一升降台701带动第一承载板702向上运动,进而第一承载板702带动固定外环筒703和热熔尖锥座704向上运动,进而使热熔尖锥座704伸入至四氟管内部,并接通热熔尖锥座704电源,使其开始发热,进而将四氟管开口部分向外翻,待外翻完成,然后切断热熔尖锥座704电源,然后静置等待外翻边冷却,再控制第一升降台701收缩,即热熔尖锥座704下降,完成了对四氟管的外翻。
[0037]
定型机构8包括有第二承载板801、第二升降台802、第一连接侧架803、第二连接侧架804、第三丝杆805、第五传动轮806、第六传动轮807、第七传动轮808、第三龙门架809、第八传动轮8010、第一平齿轮8011、第九传动轮8012、第十传动轮8013、第四丝杆8014、第一内螺纹滑条8015、第一圆柱台8016、第一内撑圆柱8017、第一外侧限位环台8018、第五限位滑杆8019、第二内螺纹滑条8020和第六限位滑杆8021;第二承载板801下方与第二升降台802相连接;第二承载板801上方一侧与第一连接侧架803相连接,并且第二承载板801上方另一侧与第二连接侧架804相连接;第一连接侧架803与第三丝杆805进行转动连接;第三丝杆805下方与第二承载板801进行转动连接;第三丝杆805上方与第五传动轮806进行固接;第五传动轮806外环面通过皮带与第六传动轮807进行传动连接;第六传动轮807轴心与第七传动轮808进行固接;第六传动轮807轴心与第三龙门架809进行转动连接;第三龙门架809与第二承载板801相连接;第七传动轮808外环面通过皮带与第八传动轮8010进行传动连接;第八传动轮8010轴心与第一平齿轮8011进行固接;第八传动轮8010轴心与第九传动轮8012进行固接;第九传动轮8012轴心与第三龙门架809进行转动连接;第九传动轮8012外环面通过皮带与第十传动轮8013进行传动连接;第十传动轮8013轴心与第四丝杆8014进行固接;第四丝杆8014下方与第二承载板801进行转动连接;第四丝杆8014外表面与第一内螺纹滑条8015进行滑动连接;第一内螺纹滑条8015与第一圆柱台8016相连接;第一圆柱台8016上方与第一内撑圆柱8017相连接;第一圆柱台8016外表面与第一外侧限位环台8018进行滑动连接;第一外侧限位环台8018上方一侧与第一连接侧架803相连接,并且第一外侧限位环台8018上方另一侧与第二连接侧架804相连接;第一内螺纹滑条8015与第五限位滑杆8019进行滑动连接;第五限位滑杆8019上方与第二连接侧架804相连接;第三丝杆805外表面与第二内螺纹滑条8020进行滑动连接;第二内螺纹滑条8020与第一圆柱台8016相连接;第二
内螺纹滑条8020内侧与第六限位滑杆8021进行滑动连接;第二升降台802下方与固定机床板1相连接。
[0038]
首先转移动力机构6带动夹持固定机构5连同四氟管运动至第一内撑圆柱8017上方,然后控制第二升降台802带动第二承载板801向上运动,此时第一内撑圆柱8017插入至四氟管内部,然后翻边部分接触到第一外侧限位环台8018的凹陷圆环内部,然后控制第一电动推杆5016向下推出,同时接通第一热熔加热环5017电源,使其开始发热,进而第一电动推杆5016带动第一热熔加热环5017向下运动,即第一热熔加热环5017按压至第一外侧限位环台8018的凹陷圆环内部四氟管翻边部分上方,进行二次加热下压,待第一热熔加热环5017向下运动,将翻边压平,然后控制第一热熔加热环5017停止发热,并控制第一电动推杆5016收缩,此时控制第二升降台802继续上升一端距离,即此时第一平齿轮8011向上运动至第一内齿环6011内侧,然后第一内齿环6011与第一平齿轮8011啮合,进而第一内齿环6011带动第一平齿轮8011进行转动,进而第一平齿轮8011带动第八传动轮8010进行转动,然后第八传动轮8010带动第九传动轮8012进行转动,进而第九传动轮8012带动第十传动轮8013进行转动,然后第十传动轮8013带动第四丝杆8014进行转动,同时第八传动轮8010带动第七传动轮808进行转动,进而第七传动轮808带动第六传动轮807进行转动,然后第六传动轮807带动第五传动轮806进行转动,进而第五传动轮806带动第三丝杆805进行转动,进而第三丝杆805和第四丝杆8014同时转动分别带动第二内螺纹滑条8020和第一内螺纹滑条8015向下运动,即第二内螺纹滑条8020和第一内螺纹滑条8015分别在第六限位滑杆8021和第五限位滑杆8019外表面向下滑动,进而第二内螺纹滑条8020和第一内螺纹滑条8015带动第一圆柱台8016和第一内撑圆柱8017向下运动,即第一内撑圆柱8017从四氟管中抽出,同时第一圆柱台8016脱离四氟管的翻边,进而完成了四氟管翻边的二次定型。
[0039]
补边机构9包括有第三升降台901、第三承载板902、第三连接侧架903、第四连接侧架904、第五丝杆905、第十一传动轮906、第十二传动轮907、第四龙门架908、第十三传动轮909、第十四传动轮9010、第二平齿轮9011、第十五传动轮9012、第十六传动轮9013、第六丝杆9014、第三内螺纹滑条9015、第七限位滑杆9016、第四内螺纹滑条9017、第二圆柱台9018、第二内撑圆柱9019、圆环承载台9020、第二热熔加热环9021、第五内螺纹滑条9022、第八限位滑杆9023和第六内螺纹滑条9024;第三升降台901上方与第三承载板902相连接;第三承载板902上方一侧与第三连接侧架903相连接,并且第三承载板902上方另一侧与第四连接侧架904相连接;第三连接侧架903与第五丝杆905进行转动连接;第五丝杆905上方与第十一传动轮906进行固接;第五丝杆905与第三承载板902进行转动连接;第十一传动轮906外环面通过皮带与第十二传动轮907进行传动连接;第十二传动轮907轴心与第四龙门架908进行转动连接;第十二传动轮907轴心与第十三传动轮909进行固接;第十三传动轮909外环面通过皮带与第十四传动轮9010进行传动连接;第十四传动轮9010轴心与第二平齿轮9011进行固接;第十四传动轮9010轴心与第十五传动轮9012进行固接;第十五传动轮9012轴心与第四龙门架908进行转动连接;第十五传动轮9012外环面通过皮带与第十六传动轮9013进行传动连接;第十六传动轮9013轴心与第六丝杆9014进行固接;第六丝杆9014与第四连接侧架904进行转动连接;第六丝杆9014下方与第三承载板902进行转动连接;第六丝杆9014外表面与第三内螺纹滑条9015进行滑动连接;第三内螺纹滑条9015与第七限位滑杆9016进行滑动连接;第七限位滑杆9016与第四连接侧架904进行插接;第六丝杆9014外表面
与第四内螺纹滑条9017进行滑动连接;第四内螺纹滑条9017与第七限位滑杆9016进行滑动连接;第四内螺纹滑条9017与第二圆柱台9018相连接;第二圆柱台9018上方与第二内撑圆柱9019相连接;第二内撑圆柱9019上方设置有圆环承载台9020;圆环承载台9020下方与第三承载板902相连接;第三内螺纹滑条9015与第二热熔加热环9021相连接;第二热熔加热环9021上方与第五内螺纹滑条9022相连接;第五内螺纹滑条9022内侧与第八限位滑杆9023进行滑动连接;第五内螺纹滑条9022内侧与第五丝杆905进行滑动连接;第八限位滑杆9023与第三连接侧架903相连接;第八限位滑杆9023与第六内螺纹滑条9024进行滑动连接;第六内螺纹滑条9024与第五丝杆905进行滑动连接;第三升降台901下方与安装底板4相连接。
[0040]
首先转移动力机构6带动夹持固定机构5连同四氟管运动至第二热熔加热环9021上方,然后控制第三升降台901上升,进而第三升降台901带动第三承载板902位置升高,此时四氟管向下插入至第二热熔加热环9021和圆环承载台9020内侧,进而带动第二平齿轮9011运动至第二内齿环6014内侧,进而第二内齿环6014带动第二平齿轮9011进行转动,然后第二平齿轮9011带动第十四传动轮9010进行转动,第十四传动轮9010带动第十五传动轮9012进行转动,然后第十五传动轮9012带动第十六传动轮9013进行转动,进而第十六传动轮9013带动第六丝杆9014进行转动,同时第十四传动轮9010带动第十三传动轮909进行转动,然后第十三传动轮909带动第十二传动轮907进行转动,然后第十二传动轮907带动第十一传动轮906进行转动,然后第十一传动轮906带动第五丝杆905进行转动,然后第五丝杆905两侧螺纹相反,进而第五丝杆905带动第五内螺纹滑条9022在第八限位滑杆9023表面向下滑动,同时第五丝杆905带动第六内螺纹滑条9024在第八限位滑杆9023表面向上滑动,同理第六丝杆9014转动带动第三内螺纹滑条9015在第七限位滑杆9016表面向下滑动,第六丝杆9014带动第四内螺纹滑条9017在第七限位滑杆9016表面向上滑动,进而第三内螺纹滑条9015和第五内螺纹滑条9022同时带动第二热熔加热环9021向下运动,即带动第二热熔加热环9021下压至圆环承载台9020上方表面,同时第四内螺纹滑条9017和第六内螺纹滑条9024向上运动带动第二圆柱台9018和第二内撑圆柱9019向上运动,进而第二内撑圆柱9019向上插入至四氟管内部,此时第二圆柱台9018上方圆环表面与四氟管翻边接触,进而第二圆柱台9018和第二热熔加热环9021将四氟管翻边夹持在其之间稳定固定,然后进行持续加热,进而待热熔完成,完成对四氟管翻边的补边。
[0041]
圆环承载台9020包括有第二外侧限位环台902001、四氟圆环902002和四氟热熔连接环902003;第二外侧限位环台902001内侧依次设置有四氟圆环902002和四氟热熔连接环902003;四氟圆环902002内侧与四氟热熔连接环902003相接触;第二外侧限位环台902001与第三承载板902相连接。
[0042]
首先将四氟圆环902002和四氟热熔连接环902003固定至第二外侧限位环台902001内侧,然后四氟管运动至四氟热熔连接环902003内侧后,此时四氟管翻边部分外侧与四氟热熔连接环902003内侧接触,然后第二热熔加热环9021下压对四氟热熔连接环902003进行加热,进而四氟热熔连接环902003融化后将其外侧的四氟圆环902002和其内侧的四氟管翻边部分进行热熔连接,进而完成对四氟管翻边部分的热熔补边。
[0043]
第一电动推杆5016设置有两个,分别位于第一热熔加热环5017上方两侧。
[0044]
以便于两个第一电动推杆5016可以带动第一热熔加热环5017向下稳定运动。
[0045]
第一升降台701、第二升降台802和第三升降台901均设置有两个。
[0046]
以便于可以分别带动第一承载板702,第二承载板801和第三承载板902稳定升高和下降。
[0047]
热熔尖锥座704侧面设置为向内凹陷的弧面。
[0048]
以便于四氟管管头加热后与热熔尖锥座704侧面接触相对运动,此时受热的管头部分可以沿着此向内凹陷的弧面形成一个向外展开的管头,形成初步外翻的管头。
[0049]
应理解,该实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本申请所附权利要求书所限定的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips