
 商标分类
商标分类  商标转让
商标转让 
一种用于聚合物脱挥造粒的超重力旋转床及其应用方法与流程
 2021-02-22 07:02:39|
2021-02-22 07:02:39| 368|
368| 起点商标网
起点商标网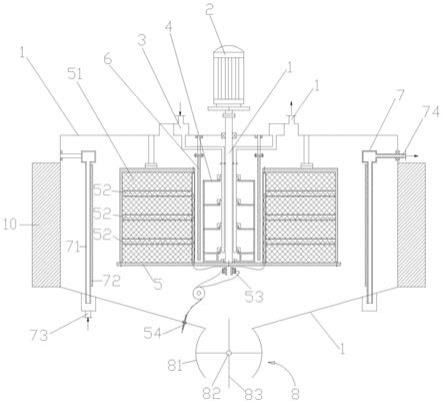
[0001]
本发明涉及一种超重力旋转床及其应用。更具体地,涉及一种用于聚合物脱挥造粒的超重力旋转床及其应用。
背景技术:
[0002]
在单体聚合成聚合物的过程中,最终的聚合物产品中大都含有低相对分子质量的组分,即挥发性有机化合物(volatile organic compounds,voc),简称“挥发分”,其中,溶剂、未反应的单体以及反应副产物等都是挥发分。为了保证聚合物的质量,同时满足安全因素和环境保护,必须去除聚合物中的这些挥发分,这个工艺过程被称之为“聚合物脱挥过程”,其重要性仅次于反应过程。
[0003]
热塑性聚合物如聚丙烯(pp)、聚乙烯(pe)、聚苯乙烯(ps)等物质在化工以及人们的日常生活中扮演着重要的角色。传统的热塑性聚合物脱挥和造粒过程往往分开进行。其中脱挥过程最为普遍也是工业上应用最多的设备是单或双螺杆挤出机。物料在螺杆挤出机中不断的挤压破碎,同时吸收机械摩擦带来的热能而不断升温,并完成脱挥过程。造粒过程则依靠外加的造粒设备来完成(例如:中国专利201520432940.8公开的设备)。整个过程较为繁琐,设备占地面积大,能耗较高;同时由于物料离开螺杆之后温度不稳定,容易发生生料或者焦料现象。
[0004]
超重力技术主要设备是超重力旋转床,通过旋转床内部转子的高速旋转产生的强大离心力场,能够极大地强化混合和传质过程,因此超重力反应器具有传质效率高,设备尺寸小,工业能耗低等优势。中国专利200710120712.7公布了一种在超重力环境下的聚合物脱挥装置。在超重力环境下,分子扩散和相间传质过程比常规重力场下的要快得多,巨大的剪切力能够将液体撕裂成微米甚至纳米级的液膜、液线和液滴,产生巨大且能快速更新的相界面,强化聚合物的脱挥过程。但是仍然存在脱挥和造粒过程分开进行的缺陷。
技术实现要素:
[0005]
本发明要解决的第一个技术问题是提供一种用于聚合物脱挥造粒的超重力旋转床。该装置实现了超重力聚合物脱挥、造粒、卸料一体化。
[0006]
本发明中的术语“聚合物脱挥过程”简称“脱挥”。
[0007]
本发明要解决的第二个技术问题是利用上述超重力旋转床进行聚合物脱挥、造粒、卸料一体化的方法
[0008]
为解决上述第一个技术问题,本发明采用如下的技术方案:
[0009]
一种用于聚合物脱挥造粒的超重力旋转床,包括外壳、电机、进液腔、多层圆盘分布器、转子、静态导流件、造粒组件、卸料组件和气体出口。
[0010]
所述电机的旋转轴穿过壳体上表面延伸到壳体内部;
[0011]
所述电机旋转轴的下端与转子固定连接;
[0012]
所述转子的上表面圆周上固定有填料环,填料环中部为空腔结构;
[0013]
所述进液腔设置在壳体上部;
[0014]
所述进液腔的底部通过液体分布管道通向设置在填料环空腔结构内的多层圆盘分布器表面;
[0015]
所述填料环和多层圆盘分布器之间的空隙内设置静态导流件;
[0016]
所述填料环的外表面和壳体之间设置造粒组件,该造粒组件固定在壳体内壁上;
[0017]
所述壳体的底部呈圆锥形结构,底部正中心最低处设置卸料组件;
[0018]
所述气体出口设置在壳体的上表面。
[0019]
优选地,所述壳体的外侧壁上包覆外加热炉。
[0020]
优选地,所述进液腔为环形的结构,在进液腔下端设有多根液体分布管,该液体分布管绕着中轴的四周均匀分布;所述液体分布管的下端侧向设有若干喷嘴,每个喷嘴分别喷向多层圆盘分布器的每一层表面。
[0021]
优选地,所述多层圆盘分布器的每层圆盘对应15-30mm厚的填料;最下层的圆盘分布器通过法兰连接固定在电极旋转轴的下端,且每层圆盘分布器之间通过多根筋板进行上下层间的固定,在每层圆盘分布器的内缘设置有溢流堰以防止物料从圆盘内缘流出。
[0022]
优选地,所述多层圆盘分布器的表面设置沟槽或者凸起;更优选地,根据沟槽或者凸起的不同,所述多层圆盘分布器包括:同心环沟槽型、螺旋状沟槽型、直板挡板型、弧板挡板型、以及方块凸起型。
[0023]
优选地,所述转子内固定的填料环设有多层,每层填料环之间设有加热板,该加热板通过导线连接到固定在转子底部的导电滑环上,该导电滑环通过导线外接固定在壳体上的外部静止电源端。
[0024]
优选地,所述静态导流件固定在壳体的上盖上,绕填料一周设置4-32个;更优选地,根据板的类型不同,所述静态导流件包括:径向直板、与径向呈1-90度的直板、弧形弯板和柔性板。
[0025]
优选地,所述造粒组件包括沿着填料外周均匀设置的多个冷却管件;每个冷却管件的表面设有造粒刀片,冷却管件为中空结构,设有冷却介质入口和冷却介质出口,冷却管件内通冷却介质。
[0026]
优选地,所述冷却管件表面设置1-10个造粒刀片;造粒刀片和冷却管件表面的夹角范围为10-90度。
[0027]
优选地,所述卸料组件包括弧形外壳、转轴、固定在转轴上的挡板、和挡板与弧形壳体之间的密封。
[0028]
为解决上述第二个技术问题,本发明采用如下的技术方案:
[0029]
一种利用上述超重力旋转床进行聚合物脱挥、造粒、卸料一体化的方法,包括如下步骤:
[0030]
s1、加热物料,降低物料的粘度和挥发分的汽化潜热,提高流动性;
[0031]
s2、将熔融态物料通过液体进液腔输送至多层圆盘分布器表面;物料在圆盘分布器表面均匀铺展,并呈膜状进入填料环,在离心力的作用下破碎拉伸为细线状,提高气液接触表面积;填料内嵌设的加热板,提供脱挥所需要的汽化潜热;
[0032]
s3、从气体出口抽取装置内气体达到真空以降低挥发分的泡点,同时及时移除挥发分;
[0033]
s4、经过填料拉伸成线状的高温物料以细线状撞击在造粒组件表面骤冷固化并被造粒刀片切割为颗粒;
[0034]
s5、颗粒通过卸料组件,在维持床内真空的条件下,移出旋转床。改变装置的操作条件和工作流体的物性,可以得到不同粒径大小的颗粒。
[0035]
优选地,步骤s1中,物料加热后的粘度范围为0.1-1000pa
·
s;更优选地,粘度范围为1-500pa
·
s。
[0036]
优选地,步骤s2中,超重力旋转床内的转子转速范围为100-2500r/min;更优选地,转速范围为400-2000r/min。
[0037]
优选地,步骤s2中,物料的体积流量为10-250l/h;更优选地,体积流量范围为50-200l/h。
[0038]
优选地,步骤s2中,超重力旋转床内的温度范围为室温-400℃。
[0039]
优选地,步骤s3中,真空度范围为表压-0.70mpa至-0.99mpa;更优选地,真空度范围为表压-0.80mpa至-0.99mpa。
[0040]
本发明所记载的任何范围包括端值以及端值之间的任何数值以及端值或者端值之间的任意数值所构成的任意子范围。
[0041]
如无特殊说明,本发明中的各原料均可通过市售购买获得,本发明中所用的设备可采用所属领域中的常规设备或参照所属领域的现有技术进行。
[0042]
与现有技术相比较,本发明具有如下有益效果:
[0043]
本发明的有益效果如下:
[0044]
1)本发明的目的在于克服现有技术的不足,目前的脱挥及造粒过程多为单独进行,且无法实现在真空下环境下的出料过程,提供一种能够实现聚合物脱挥造粒并且在真空环境下连续进料出料的一体化工艺。
[0045]
2)本发明所设计的超重力旋转床,在超重力环境下,分子扩散和相间传质过程比常规重力场下的要快得多,巨大的剪切力能够将液体撕裂成微米甚至纳米级的液膜、液线和液滴,产生巨大且能快速更新的相界面,强化聚合物的脱挥过程,使聚合物中挥发分的含量降至500ppm以下。
[0046]
3)本发明通过设计旋转床内耦合的造粒组件,原位生产塑料颗粒;得益于超重力旋转床的高剪切力和高离心力,得到的颗粒尺寸分布均匀,粒度分布较窄;通过调整超重力旋转床的转速以及改变造粒组件的结构,可以实现对颗粒平均粒径的控制,同时实现了纳微级到毫米级颗粒的制备生产;
[0047]
4)本发明的超重力旋转床采用多级圆盘耦合式超重力旋转床,解决粘性流体在超重力旋转床内的初始分布问题。
[0048]
5)本发明的超重力旋转床的填料内部内嵌有多层加热板,以对填料进行加热保证脱挥所需要的温度,同时防止物料骤冷固化。
[0049]
6)本发明的超重力旋转床在填料和圆盘之间添加静态导流件,以改变进入填料的液体的运动方向,增加圆盘和填料之间的相对运动。
[0050]
7)在物料的出口处采用特殊设计的卸料组件,卸料组件可以在旋转的同时始终保持腔内的密封状态,从而实现在真空条件下的连续卸料过程。
[0051]
8)本发明将脱挥造粒耦合在一个设备内,并能在真空条件下进行卸料,低能耗,低
成本,节省空间。
附图说明
[0052]
下面结合附图对本发明的具体实施方式作进一步详细的说明
[0053]
图1示出本发明的超重力旋转床主视图示意图;
[0054]
图2示出本发明的超重力旋转床轴截面俯视图示意图;
[0055]
图3示出本发明的超重力旋转床内同心环沟槽型多层圆盘分布器结构示意图;
[0056]
图4示出本发明的超重力旋转床内螺旋状沟槽型多层圆盘分布器结构示意图;
[0057]
图5示出本发明的超重力旋转床内直板挡板型多层圆盘分布器结构示意图;
[0058]
图6示出本发明的超重力旋转床内弧板挡板型多层圆盘分布器结构示意图;
[0059]
图7示出本发明的超重力旋转床内方块凸起型多层圆盘分布器结构示意图;
[0060]
图8示出了本发明的超重力旋转床内静态导流件为直板导向板结构示意图;
[0061]
图9示出了本发明的超重力旋转床内静态导流件为弧板导向板结构示意图;
[0062]
图10示出了本发明的超重力旋转床内静态导流件为柔性板导向板结构示意图;
[0063]
图11示出本发明的超重力旋转床内造粒组件的结构示意图;
[0064]
图12示出本发明的超重力旋转床内卸料组件的装料状态结构示意图;
[0065]
图13示出本发明的超重力旋转床内卸料组件的移料状态结构示意图;
[0066]
图14示出本发明的超重力旋转床内卸料组件的卸料状态结构示意图。
具体实施方式
[0067]
为了更清楚地说明本发明,下面结合优选实施例对本发明做进一步的说明。本领域技术人员应当理解,下面所具体描述的内容是说明性的而非限制性的,不应以此限制本发明的保护范围。
[0068]
如图1所示,作为本发明的一个方面,本发明一种用于聚合物脱挥造粒的超重力旋转床,包括:
[0069]
外壳1,用于容纳或固定超重力旋转床的各个零部件;
[0070]
电机2,为超重力旋转床提供动力;
[0071]
进液腔3,用于暂时存储物料;
[0072]
多层圆盘分布器4,用于解决粘性物料流体在超重力旋转床内的初始分布问题;
[0073]
转子5,用于切割物料为液体微元;
[0074]
静态导流件6,用以改变物料进入填料时的流动方向,增加物料和填料之间的相对运动,提高填料对物料的剪切;
[0075]
造粒组件7,用于在超重力旋转床内直接造粒;
[0076]
卸料组件8,和
[0077]
气体出口9;
[0078]
所述电机2的旋转轴21穿过壳体1上表面延伸到壳体1内部;
[0079]
所述电机旋转轴21的下端与转子5固定连接;
[0080]
所述转子5的上表面圆周上固定有填料环51,填料环51中部为空腔结构;
[0081]
所述进液腔3设置在壳体1上部;
[0082]
所述进液腔3的底部通过液体分布管道通向设置在填料环51空腔结构内的多层圆盘分布器表面4;
[0083]
所述填料环51和多层圆盘分布器4之间的空隙内设置静态导流件6;
[0084]
所述填料环51的外表面和壳体1之间设置造粒组件7,该造粒组件7通过固定件固定在壳体1内壁上;
[0085]
所述壳体1的底部呈圆锥形结构,底部正中心最低处设置卸料组件8;
[0086]
所述气体出口9设置在壳体1的上表面。
[0087]
根据本发明的某些实施例,所述壳体1的外侧壁上包覆外加热炉10。
[0088]
参见图1所示,根据本发明的某些实施例,所述进液腔3为环形的结构,在进液腔3下端设有4根液体分布管,该液体分布管绕着中轴的四周均匀分布;所述液体分布管的下端侧向设有若干喷嘴,每个喷嘴分别喷向多层圆盘分布器的每一层表面。例如,喷嘴是液体分布管侧面引出的一个90度的弯头。
[0089]
参见图1所示,根据本发明的某些实施例,所述多层圆盘分布器4的每层圆盘对应15-30mm厚的填料;最下层的圆盘分布器通过法兰连接固定在电机旋转轴21的下端,且每层圆盘分布器4之间通过多根筋板41进行上下层间的固定,在每层圆盘分布器4的内缘设置有溢流堰以防止物料从圆盘内缘流出。
[0090]
参见图1、图3-图7所示,根据本发明的某些实施例,所述多层圆盘分布器4的表面设置沟槽或者凸起;更优选地,根据沟槽或者凸起的不同,所述多层圆盘分布器4包括:同心环沟槽型、螺旋状沟槽型、直板挡板型、弧板挡板型和方块凸起型。不同类型的多层圆盘分布器4,解决了粘性物料流体在超重力旋转床内的初始分布问题
[0091]
参见图1所示,根据本发明的某些优选实施例,所述转子5内固定的填料环51设有4层,每层填料环之间设有加热板52,该加热板52通过导线连接到固定在转子底部的导电滑环53上,该导电滑环53通过导线外接固定在壳体上的外部静止电源端54。加热板52可对填料进行加热,保证脱挥所需要的温度,同时防止物料骤冷固化;加热板材质可为铝、不锈钢、铜等导热良好的介质;加热板52同转子5一同旋转,并通过导电滑环53实现与外部静止线路的链接。采用热电偶反馈机制控制加热的功率从而控制填料区的温度。加热板的功率可根据脱除挥发分所需的热量进行估算,功率为0.5-15kw,温度为室温-400℃。
[0092]
参见图1、图8-图10所示,根据本发明的某些实施例,所述静态导流件6固定在壳体1的上盖上,绕填料一周设置4-32个;更优选地,根据板的类型不同,所述静态导流件包括:直板导向板、弧板导向板和柔性板导向板;所述的弧板导向板可具有不同的弧度;所述的弧板导向板的中心为界分为两部分,靠近圆盘的一半为刚性板,以维持导向板的位置;靠近填料的一半为柔性板,可在受到液体的撞击时发生弯曲形变,以减少液体撞击板面后的动量损失。柔性板的材质可为硅胶、pvc软板等。
[0093]
参见图11所示,根据本发明的某些优选实施例,所述造粒组件7包括沿着填料外周均匀设置的多个冷却管件71;每个冷却管件71的表面设有造粒刀片72,冷却管件71为中空结构,设有冷却介质入口73和冷却介质出口74,冷却管件71内通冷却介质。冷却管件71内的冷却介质,可以通过低温恒温槽控制冷却介质的温度,以防止生料或者焦料;冷却介质可以为冷却水、冷冻盐水或者液氮;造粒刀片72与冷却管件71表面夹角以及刀片之间的距离,可以实现颗粒直径以及颗粒形态的改变;高温的细线状物料高速撞击在冷造粒刀片上,进而
固化切割,成为颗粒。
[0094]
根据本发明的某些优选实施例,所述冷却管件71表面设置1-10个造粒刀片,优选5-9个;造粒刀片72和冷却管件表面的夹角范围为10-90度,优选2-70度。
[0095]
参见图12-14所示,根据本发明的某些优选实施例,所述卸料组件8包括弧形外壳81、转轴82、固定在转轴上的4块挡板83、和挡板与弧形壳体之间的密封84;其工作原理如图12-图14所示:挡板将卸料组件分为4个区域,当物料累积在其中的一个区域时,通过外接电机带动挡板83旋转,将颗粒从转移到出口处;在旋转的过程中,由于壳体和挡板之间始终存在着密闭的区域,从而可以保持床内的真空环境不被破坏,实现了无需停车泄压的在线进料出料的过程。
[0096]
作为本发明的另一方面,本发明一种利用上述超重力旋转床进行聚合物脱挥、造粒、卸料一体化的方法,包括如下步骤:
[0097]
s1、加热物料,降低物料的粘度和挥发分的汽化潜热,提高流动性;
[0098]
s2、将熔融态物料通过液体进液腔输送至多层圆盘分布器表面;物料在圆盘分布器表面均匀铺展,并呈膜状进入填料环,在离心力的作用下破碎拉伸为细线状,提高气液接触表面积;填料内嵌设的加热板,提供脱挥所需要的汽化潜热;
[0099]
s3、从气体出口抽取装置内气体达到真空以降低挥发分的泡点,同时及时移除挥发分;
[0100]
s4、经过填料拉伸成线状的高温物料以细线状撞击在造粒组件表面骤冷固化并被造粒刀片切割为颗粒;
[0101]
s5、颗粒通过卸料组件,在维持床内真空的条件下,移出旋转床。改变装置的操作条件和工作流体的物性,可以得到不同粒径大小的颗粒。
[0102]
根据本发明的某些优选实施例,步骤s1中,物料加热后的粘度范围为0.1-1000pa
·
s;更优选地,粘度范围为1-500pa
·
s。
[0103]
根据本发明的某些优选实施例,步骤s2中,超重力旋转床内的转子转速范围为100-2500r/min;更优选地,转速范围为400-2000r/min。
[0104]
根据本发明的某些优选实施例,步骤s2中,物料的体积流量为10-250l/h;更优选地,体积流量范围为50-200l/h。
[0105]
根据本发明的某些优选实施例,步骤s2中,超重力旋转床内的温度范围为室温-400℃。
[0106]
根据本发明的某些优选实施例,步骤s3中,真空度范围为表压-0.70mpa至-0.99mpa;更优选地,真空度范围为表压-0.80mpa至-0.99mpa。
[0107]
实施例1
[0108]
采用本装置对聚氨酯预聚体中的挥发分tdi进行脱除。实验条件如下:旋转床转速为200~2000r/min,物料的体积流量为50l/h,脱挥温度为110℃(tdi在真空下的沸点约为110℃),旋转床内的真空度为0.99mpa,物料粘度约为1pa
·
s。脱挥前后聚氨酯预聚物中的tdi含量由气相色谱进行检测,在2000r/min的转速下,此装置实现了聚氨酯预聚体内tdi含量80%的脱除,最终的tdi含量在800~1200ppm。
[0109]
实施例2
[0110]
将实施例1中的装置进行调整,调整圆盘分布器的表面结构,分别为图3所示,发现
最终tdi的脱除率均有不同程度的提升。表面结构的脱挥强化效果为,直板挡板型>弧板挡板型>螺旋沟槽型>同心沟槽型>立方凸起型。最优的直板挡板型的脱除率可提升85%,tdi含量可降低至600~1000ppm。
[0111]
实施例3
[0112]
在实施例2的基础上,采用直板型圆盘,进一步调整静态导流件的结构,分别为图4所示的结构。最终tdi的脱除率均有不同程度的提升,其中效果最优为柔性板结构,柔性板部分为硅胶材质,脱除率可提升至88%,tdi含量可降低至400~700ppm;次之为直板型,再次为弧板型结构。
[0113]
实施例4
[0114]
采用此装置对聚乙烯塑料进行脱挥造粒,实验条件为:转子的转速为400r/min;填料为泡沫镍填料,孔隙率为400ppi;物料流量为40l/h;物料熔融态所需温度约为280℃(进一步提高温度物料会焦化变质);物料粘度约为400pa
·
s;采用实例2,3所确定的结构,即直板挡板型圆盘和柔性板静态导流件;造粒组件内通冷却水循环制冷,采用垂直3片刀片的结构。最终得到的聚乙烯塑料颗粒平均粒径为2mm,颗粒处于1.8-2.2mm的比例约为85%,粒度分布均匀。
[0115]
实施例5
[0116]
在实施例4的基础上,将旋转床的转速调整至2000r/min,同时调整造粒组件的刀片为倾斜45
°
的8刀片结构。最终得到的聚乙烯塑料颗粒平均直径为0.14mm,颗粒处于0.1-0.18之间的比例约为78%,粒度分布较均匀。
[0117]
显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无法对所有的实施方式予以穷举。凡是属于本发明的技术方案所引伸出的显而易见的变化或变动仍处于本发明的保护范围之列。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips