
 商标分类
商标分类  商标转让
商标转让 
一种全自动卧式热板焊接机的制作方法
 2021-02-21 09:02:05|
2021-02-21 09:02:05| 261|
261| 起点商标网
起点商标网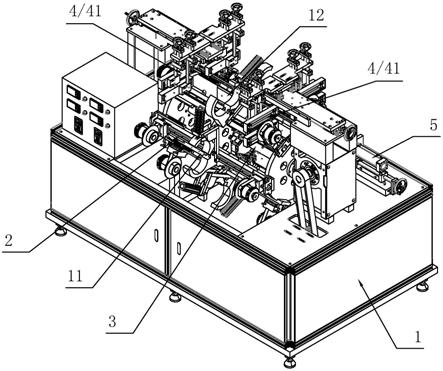
[0001]
本实用新型涉及滤清器生产设备,具体涉及一种全自动卧式热板焊接机。
背景技术:
[0002]
滤清器是指通过滤纸起过滤杂质或者气体的作用的汽车配件。其中,滤清器包括呈圆柱形的滤纸筒,滤纸筒轴向两侧安装有端盖。
[0003]
其中,现有的端盖通常由塑料材质制成,因此,可通过对端盖进行加热而适当熔化后将端盖的熔化部分与滤纸筒粘接实现固定。热板焊接机便是通过热熔端盖的方式实现滤清器生产加工的设备。
[0004]
但是,现有的热板焊接机均采用立式加工,即将滤纸筒的轴向朝竖向入料,且端盖入料通过置于滤纸筒上下两端,在经过加热熔化后,沿竖向朝向滤纸筒进行挤压粘接固定,其缺点在于,由于端盖从上下两个方形进行安装,因此,上下两个端盖在安装过程中受力不均匀,使得两端的安装强度存在一定的差异,通常为下端连接强度更大,从而影响使用的稳定性。
技术实现要素:
[0005]
针对现有技术存在的不足,本实用新型的目的在于提供一种将两件端盖夹具设置于滤纸筒夹具的水平两侧而实现焊接机构工作可将两端盖稳定的安装于滤纸筒两侧的一种全自动卧式热板焊接机。
[0006]
为实现上述目的,本实用新型提供了如下技术方案:包括机架,所述机架上设置有夹具组件、送料机构、热熔机构及焊接机构,所述夹具组件包括一件滤纸筒夹具及两件端盖夹具,各所述端盖夹具分别设置于滤纸筒夹具的水平位置两侧,所述送料机构包括旋转件、转动轴、驱动电机,所述转动轴的轴向与端盖夹具朝向滤纸筒夹具的方向相同,且转动轴沿周向转动设置于机架,所述旋转件固定设置于转动轴外周,所述夹具组件设置于旋转件上,所述驱动电机固定设置于机架,用于驱动转动轴的转动,所述机架位于夹具组件的转动轨迹上设置有上料工位、热熔工位、组装工位及下料工位,所述热熔机构设置于机架位于热熔工位,所述焊接机构设置于机架位于组装工位。
[0007]
通过采用上述技术方案,1.夹具组件由滤纸筒夹具对滤纸筒进行夹持固定,端盖夹具在滤纸筒夹具水平两侧对端盖进行夹持,并在送料机构的工作下实现在热熔机构进行端盖熔化、在焊接机构进行按压组装,且组装过程中由于端盖从滤纸筒水平两侧按压,使得两侧受力对称相同而使两侧安装均匀稳定;2.夹具组件通过送料机构在驱动电机驱动转动轴而同步带动旋转件的方式实现周向运动的传输,运动路径更加的简单而便于控制;3.机架上上料工位及下料工位的设置,使得可在上料工位及下料工位实现原料的放入及成品的取出,使得单独设置工位而操作更加安全。
[0008]
本实用新型进一步设置为:所述夹具组件的数量为若干组,各所述夹具组件沿旋转件的转动周向等间距排列设置于旋转件上。
[0009]
通过采用上述技术方案,夹具组件若干组可实现各工位可同时实现工作而提高工作效率,放置工位闲置。
[0010]
本实用新型进一步设置为:所述上料工位、热熔工位、组装工位及下料工位沿转动轴的转动方向依次排列设置,所述上料工位与组装工位呈水平对称设置于转动轴两侧,所述下料工位位于转动轴的下侧。
[0011]
通过采用上述技术方案,上料工位、热熔工位、组装工位及下料工位沿转动轴的转动方向排列,使得依次加工路径更加的合理化,上料工位设置于组装工位对立侧,而下料工位设置于下侧,因此,四个工位分别设置于四个区域而使空间分配更加均匀,且下料工位设置于下侧,将可通过重力作用而更加便捷的实现下料。
[0012]
本实用新型进一步设置为:所述夹具组件设置有滑移导轨、滑移座,所述滑移导轨的轨道方向与转动轴的轴向相互平行,所述滑移座的数量与端盖夹具的数量相同,且各滑移座滑移设置于滑移导轨上,各所述端盖夹具设置于对应的滑移座上。
[0013]
通过采用上述技术方案,夹具组件采用滑移座在滑移导轨上的滑移运动而实现端盖夹具朝滤纸筒夹具的运动,使得在焊接机构的驱动作用下可实现更加稳定有效的滑移挤压组装。
[0014]
本实用新型进一步设置为:所述旋转件的数量为若干件,各所述旋转件沿滑移导轨的轨道方向排列设置。
[0015]
通过采用上述技术方案,多件旋转件沿滑移导轨的轨道方向排列,使得可在多件旋转件的支撑下实现滑移导轨更加稳定的安装,从而实现滑移座的稳定滑移。
[0016]
本实用新型进一步设置为:各所述端盖夹具设置有用于与焊接机构连接的连接卡块,所述焊接机构包括用于驱动端盖夹具沿滑移导轨滑移的驱动气缸及用于将驱动气缸的输出轴与端盖夹具连接的连接块,所述驱动气缸及连接块的数量与端盖夹具的数量对应设置,各所述驱动气缸固定设置于机架,各所述连接块设置于对应驱动气缸的输出轴上,各所述连接块上位于对应连接卡块的转动轨迹上设置有连接卡槽,且各连接卡槽位于对应连接卡块的转动轨迹方向两侧设置有连接进口及连接出口。
[0017]
通过采用上述技术方案,焊接机构采用在夹具组件位于组装工位时,连接卡块卡接于连接块上的连接卡槽内而实现与驱动气缸的输出轴固定连接,因此,便可通过驱动气缸工作而将端盖夹具朝滤纸筒夹具运动,使得经过熔化的端盖有效粘接组装于滤纸筒上。
[0018]
本实用新型进一步设置为:所述机架对应各驱动气缸设置有供对应驱动气缸固定安装的安装板,所述机架对应各安装板设置有驱动对应安装板沿驱动气缸的输出轴的轴向滑移的调整组件,各所述调整组件包括连接板、调整轨道、调整丝杆、调整转轮及调整刻度,各所述安装板与对应连接板固定安装,各所述调整轨道的轨道方向与对应驱动气缸的输出轴的轴向相互平行,各连接板滑移设置于对应的调整轨道,各所述调整丝杆沿周向转动设置于机架,各所述连接板螺纹连接于对应的调整丝杆,各所述调整转轮固定设置于调整丝杆的轴向一侧,各所述调整刻度沿对应调整丝杆的轴向设置于机架位于对应连接板的滑移轨迹上。
[0019]
通过采用上述技术方案,调整组件的设置,则通过调整转轮转动调整丝杆,使得连接板通过与调整丝杆的螺纹连接而实现沿调整导轨的滑移,从而实现连接卡槽与连接卡块的位置对应,使得夹具组件在随送料机构运动过程中配位的稳定性。
[0020]
本实用新型进一步设置为:所述热熔机构包括用于将端盖夹具上装载的端盖加热而实现熔化的加热板。
[0021]
通过采用上述技术方案,热熔机构采用加热板对端盖进行加热熔化。
[0022]
下面结合附图和具体实施方式对本实用新型作进一步描述。
附图说明
[0023]
图1为本实用新型具体实施方式的装配图;
[0024]
图2为本实用新型具体实施方式的装配图;
[0025]
图3为本实用新型具体实施方式中夹具组件与部分送料机构的装配图;
[0026]
图4为本实用新型具体实施方式中夹具组件的装配图;
[0027]
图5为本实用新型具体实施方式中端盖夹具与滑移座的装配图;
[0028]
图6为本实用新型具体实施方式中部分机架与焊接机构的装配图;
[0029]
图7为本实用新型具体实施方式中连接块的零件图。
具体实施方式
[0030]
为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步地详细描述。
[0031]
如图1-图2所示,本实用新型公开了一种全自动卧式热板焊接机,包括由板体拼接而成的机架1,机架1上设置有夹具组件2、送料机构3、热熔机构4及焊接机构5,且机架1设置有上料工位11、热熔工位12、组装工位13及下料工位14,热熔机构4设置于热熔工位12,焊接机构5设置于组装工位13,其中,夹具组件2用于对分散的滤纸筒及端盖零件进行夹持,热熔机构4用于将端盖零件进行部分熔化,焊接机构5用于将端盖与滤纸筒进行拼接组装,而送料机构3则通过与夹具组件2安装来带动端盖及滤纸筒在不同的工位之间运动传输,使得在上料工位11将滤纸筒及端盖零件装入上料工位11,并运动至热熔工位12实现端盖的部分熔化,之后运动至组装工位13在焊接机构5的工作下完成滤纸筒与端盖的组装,并运动至下料机构实现成品输出。
[0032]
其中,本实施例中的热熔机构4为通电实现发热的加热板41,加热板41通过螺栓等方式固定安装于机架1,且在夹具组件2位于热熔工位12时,与端盖相邻,使得热传导而实现端盖的有效熔化。
[0033]
结合图3所示,本实施例中的送料机构3包括旋转件31、转动轴32、驱动电机(驱动电机安装于机架1内而未显示),转动轴32的轴向呈左右方向,且转动轴32通过轴承等方式沿周向转动设置于机架1,旋转件31呈圆形板状,且通过由转动轴32的穿设及螺栓连接而实现固定安装于转动轴32外周,使得夹具组件2可通过安装于旋转件31上,在转动轴32带动旋转件31转动可实现带动夹具组件2的转动而实现工位变化,另外,驱动电机通过螺栓等方式固定设置于机架1内,且通过减速机及带轮的方式与转动轴32连接,使得驱动电机作为驱动电源而实现工位的自动切换。
[0034]
优选的,本实施例中的上料工位11、热熔工位12、组装工位13及下料工位14沿转动轴32的转动方向依次排列设置,且上料工位11位于转动轴32前侧、热熔工位12位于转动轴32上侧、组装工位13位于转动轴32后侧、下料工位14位于转动轴32的下侧,因此,上料工位
11、热熔工位12、组装工位13及下料工位14沿转动轴32的转动方向排列,使得依次加工路径更加的合理化,上料工位11设置于组装工位13对立侧,而下料工位14设置于下侧,因此,四个工位分别设置于四个区域而使空间分配更加均匀,且下料工位14设置于下侧,将可通过重力作用而更加便捷的实现下料。
[0035]
结合图4所示,本实施例中的夹具组件2为六组,各组夹具组件2沿旋转件31的周向等间距排列设置,使得不同夹具位于不同的工位而执行不同的工作,用于提高工作效率。另外,各组夹具组件2包括一件滤纸筒夹具21及两件端盖夹具22,各端盖夹具22分别设置于对应滤纸筒夹具21的水平左右位置两侧,使得滤纸筒夹具21夹持滤纸筒,端盖夹具22夹持端盖,端盖夹具22在焊接机构5的作用下,从左右方向实现稳定有效的组装于滤纸筒。
[0036]
另外,本实施例中的各夹具组件2设置有滑移导轨23、滑移座24,其中,滑移导轨23的轨道方向呈左右方向,且对称设置于滤纸筒夹具21左右两侧,另外,同组夹具组件2中的滑移座24的数量与端盖夹具22的数量相同,且各滑移座24滑移设置于滑移导轨23上,而各端盖夹具22通过螺栓等方式固定安装于对应的滑移座24上,因此,滑移座24在滑移导轨23上的滑移运动而实现端盖夹具22朝滤纸筒夹具21的运动,使得在焊接机构5的驱动作用下可实现更加稳定有效的滑移挤压组装。
[0037]
优选的,本实施例中的旋转件31的数量为三件,各旋转件31沿滑移导轨23的轨道方向排列设置,且各滑移导轨23通过螺栓等方式固定安装于各旋转件31上,因此,多件旋转件31沿滑移导轨23的轨道方向排列,使得可在多件旋转件31的支撑下实现滑移导轨23更加稳定的安装,从而实现滑移座24的稳定滑移。
[0038]
结合图5-图7所示,本实施例中的各端盖夹具22背离滤纸筒夹具21侧一体成型有呈圆柱形的连接卡块221,另外,焊接机构5包括用于驱动端盖夹具22沿滑移导轨23滑移的驱动气缸51及用于将驱动气缸51的输出轴与端盖夹具22连接的连接块52,驱动气缸51及连接块52的数量为两件且分别设置于端盖夹具22背离滤纸筒夹具21侧,另外,各驱动气缸51通过螺栓的方式固定安装于机架1,各连接块52通过螺纹连接的方式安装于对应驱动气缸51的输出轴上,另外,各连接块52上位于对应连接卡块221的转动轨迹上设置有连接卡槽521,且各连接卡槽521位于对应连接卡块221的转动轨迹方向两侧设置有连接进口522及连接出口523,因此,焊接机构5采用在夹具组件2位于组装工位13时,连接卡块221卡接于连接块52上的连接卡槽521内而实现与驱动气缸51的输出轴固定连接,便可通过驱动气缸51工作而将端盖夹具22朝滤纸筒夹具21运动,使得经过熔化的端盖有效粘接组装于滤纸筒上。
[0039]
另外,本实施例中的机架1对应各驱动气缸51设置有供对应驱动气缸51固定安装的安装板15,机架1对应各安装板15设置有驱动对应安装板15沿驱动气缸51的输出轴的轴向滑移的调整组件16,各调整组件16包括连接板161、调整轨道162、调整丝杆163、调整转轮164及调整刻度165,各安装板15与对应连接板161通过螺栓等方式固定安装,各调整轨道162的轨道方向呈左右方向,各连接板161通过卡接的方式滑移设置于对应的调整轨道162,各调整丝杆163通过轴承的方式沿周向转动设置于机架1,各连接板161螺纹连接于对应的调整丝杆163,各调整转轮164通过键连接的方式固定安装于对应调整丝杆163的轴向一侧,另外,各调整刻度165通过刻画或者贴片的方式沿对应调整丝杆163的轴向设置于机架1位于对应连接板161的滑移轨迹上,因此,调整组件16的设置,则通过调整转轮164转动调整丝杆163,使得连接板161通过与调整丝杆163的螺纹连接而实现沿调整导轨的滑移,从而实现
连接卡槽521与连接卡块221的位置对应,使得夹具组件2在随送料机构3运动过程中配位的稳定性,且调整刻度165可更加精准的监控调整行程。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips