
 商标分类
商标分类  商标转让
商标转让 
一种缩短冷却周期的注塑模具的制作方法
 2021-02-21 09:02:39|
2021-02-21 09:02:39| 354|
354| 起点商标网
起点商标网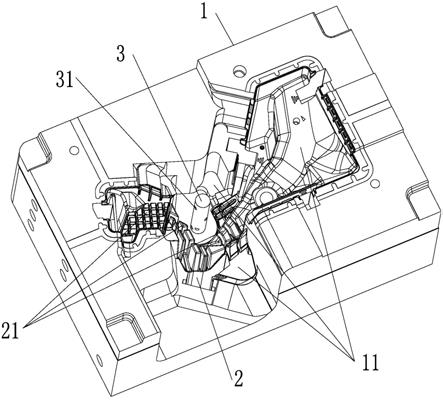
[0001]
本实用新型涉及模具加工方面的技术领域,尤其涉及一种缩短冷却周期的注塑模具。
背景技术:
[0002]
模具加工时,对于一些存在冷却障碍的产品的模具,目前的技术是在模芯周围设置冷却回路,但针对产品塑胶结构较集中且模具钢材细小的模芯形状上,无法设置冷却回路,所以使用较长的冷却时间来对应产品的生产,现有技术采用自然冷却方式的冷却时间较长,直接导致了产品生产周期长,产品生产成本高的缺陷。
技术实现要素:
[0003]
(一)实用新型目的
[0004]
本实用新型的目的是提供一种缩短冷却周期的注塑模具,解决了现有产品模具存在冷却障碍、冷却周期较长、产品生产成本较高的问题,本实用新型得以加速开模后模芯的冷却,有效降低冷却的时间,从而降低产品生产周期、降低生产成本。
[0005]
(二)技术方案
[0006]
为了实现上述目的,本实用新型采用如下的技术方案以提供一种缩短冷却周期的注塑模具,包括:
[0007]
凹设有模芯腔的模芯座,所述模芯座上凹设有模芯腔,所述模芯腔内设有成型镶件和位于成型镶件一侧的冷却管件,所述成型镶件上设有相互连通的多个成型部,所述冷却管件上开设有面向成型部的多个进出气口。
[0008]
模芯腔内的塑料制品在成型镶件的成型部形成塑料集中区域,以使成型镶件所对应的塑料集中区域内的制品塑料比其他地方更多更集中,由此,塑料制品在成型部处成型时所含的热量也更多,而成型镶件上的成型部吸收热量的能力有限,因而在普通自然冷却模式下,需要很长的冷却时间来使塑胶产品冷却。而本实用新型通过设计动态吹气/吸气的冷却管件,本实用新型得以加速开模后模芯的冷却,冷却管件上开进出气口对着成型镶件难以冷却的成型部部位,在开模取产品的过程中,冷却气体从进出气口持续吹出加速成型镶件的冷却,使其降低温度;在注塑时进出气口能从成型镶件上吸走更多的热量,从而加速了塑胶产品的冷却,降低了成型周期。
[0009]
在一些实施例中,多个进出气口沿冷却管件的管身周向开设且上下错落分布。由此,多个进出气口能够从不同方向分别对成型镶件进行动态吹气/吸气,有效加快塑料制品的冷却时间,从而降低产品生产周期、降低生产成本。
[0010]
在一些实施例中,多个成型部呈网状分布在成型镶件上且多个成型部之间设有相互连通的成型通道,所述成型通道与进出气口相连通。由此,针对成型镶件上所对应的塑料制品网状区域内塑胶比其他地方更多更集中的结构,进出气口供给的冷却气体可以通过成型通道快速到达成型镶件的网状区域内的各个成型部上,以加速开模后成型部和成型部处
模芯的冷却,有效降低冷却的时间。
[0011]
在一些实施例中,所述成型镶件呈曲形且半包围设置在冷却管件的一侧。由此,本实用新型能够针对具有曲形复杂形状的成型镶件进行快速开模冷却,克服成型镶件因吸收热量能力有限、而需要很长的冷却时间冷却塑胶产品的缺陷。
[0012]
在一些实施例中,所述模芯座的底部开设有用于放置成型镶件的通孔和设置在通孔一侧的凸台,所述成型镶件围设在凸台一侧,所述凸台上开设有供冷却管件插入模芯腔内的安装孔。由此,模芯座与其匹配的另一模芯座进行注塑时,通过在模芯座的底部设置位于通孔一侧的凸台,成型镶件通过通孔能够受驱活动在模芯座与其匹配的另一模芯座之间起注塑定型作用,凸台固定在模芯座的底部,以使冷却管件在模芯腔内形成适配成型镶件的冷却零件的同时不影响模芯腔内塑料制品的成型,有效降低冷却的时间,从而降低产品生产周期、降低生产成本。
[0013]
在一些实施例中,所述冷却管件的底部开设有连接冷却驱动器的通气口。由此,通过冷却驱动器提供冷却气体至成型部或抽取成型部的热量能够进一步加快成型镶件上塑料制品的冷却时间或成型镶件的冷却时间,大幅降低了产品的生产成本。
[0014]
在一些实施例中,所述成型部呈条形状。由此,本实用新型能够针对成型镶件上的成型部形状细而长的条形结构进行快速冷却,条形状成型部由于细而长的形状结构,导致其吸收热量的能力有限,因而在普通的模式下,需要很长的冷却时间来是塑胶产品冷却。本实用新型通过冷却管件的设计得以加速开模后细小模芯形状的冷却,有效降低冷却的时间,从而降低产品生产周期、降低生产成本。
附图说明
[0015]
图1是本实用新型一实施例的缩短冷却周期的注塑模具的立体结构图;
[0016]
图2是图1的分解结构图;
[0017]
图3是图1的背面视图。
[0018]
附图标记:
[0019]
模芯座1,模芯腔11,通孔12,凸台13,安装孔14,成型镶件2,成型部21,成型通道22,冷却管件3,进出气口31,通气口32。
具体实施方式
[0020]
下面结合说明书的附图,通过对本实用新型的具体实施方式作进一步的描述,使本实用新型的技术方案及其有益效果更加清楚、明确。
[0021]
请参阅图1-3所示的本实施例一的一种缩短冷却周期的注塑模具,该缩短冷却周期的注塑模具包括:模芯座1,成型镶件2,冷却管件3,其中,模芯座1上凹设有模芯腔11,模芯腔11内设有成型镶件2和位于成型镶件2一侧的冷却管件3,其中,成型镶件2呈曲形且半包围设置在冷却管件3的一侧。
[0022]
如图1、2所示,在本实施例中,成型镶件2上设有多个呈条形状的成型部21,冷却管件3上开设有面向成型部21的多个进出气口31。具体的,多个进出气口31沿冷却管件3的管身周向开设且上下错落分布,冷却管件3的底部开设有用于连接冷却驱动器的通气口32。
[0023]
如图1、2所示,在本实施例中,多个成型部21呈网状分布在成型镶件2上且多个成
型部21之间设有相互连通的成型通道22,成型通道22与进出气口31相连通。
[0024]
如图2所示,在本实施例中,模芯座1的底部开设有用于放置成型镶件2的通孔12和设置在通孔12一侧的凸台13,成型镶件2围设在凸台13一侧,凸台13上开设有供冷却管件3插入模芯腔11内的安装孔14。
[0025]
如图1-3所示,本实施例中一个模芯座的模芯腔的轴测图,该模芯座设置为前模芯座,图1为前模芯腔11的轴测图,模芯座1外周的水冷却回路无法对成型镶件2起到冷却作用。而本实用新型通过设计动态吹气/吸气的冷却管件,本实用新型得以加速开模后模芯的冷却,冷却管件3上开进出气口31对着成型镶件难以冷却的成型部21部位,在开模取产品的过程中,冷却气体从进出气口31持续吹出加速成型镶件2的冷却,使其降低温度;在注塑时进出气口31能从成型镶件2上吸走更多的热量,从而加速了塑胶产品的冷却,降低了成型周期。
[0026]
如图1所示的模具,成型镶件2的冷却周期由原来的75秒降低到了45秒,大幅降低了产品的生产成本。图中的成型镶件对应注塑制品网状区域内塑胶比其他地方更多更集中,因而注塑成型时所含的热量也更多,而成型镶件上的成型部形状细而长,吸收热量的能力有限,因而在普通的冷却模式下,需要很长的冷却时间来是塑胶产品冷却。
[0027]
可以理解的,成型镶件2可以设置为曲形立体状或直线形立体状。
[0028]
可以理解的,成型部21可以设置为条形状,也可以设置为梯形状或多边形状或者其他形状,只要成型部设置在冷却管件3一侧与进出气口31相对设置即可。
[0029]
可以理解的,冷却管件3上的进出气口31可以开设在管身四周,也可以开设在管身顶部。
[0030]
应当理解的是,本实用新型的上述具体实施方式仅仅用于示例性说明或解释本实用新型的原理,而不构成对本实用新型的限制。因此,在不偏离本实用新型的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。此外,本实用新型所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips