
 商标分类
商标分类  商标转让
商标转让 
一种热流道模具的制作方法
 2021-02-21 07:02:55|
2021-02-21 07:02:55| 372|
372| 起点商标网
起点商标网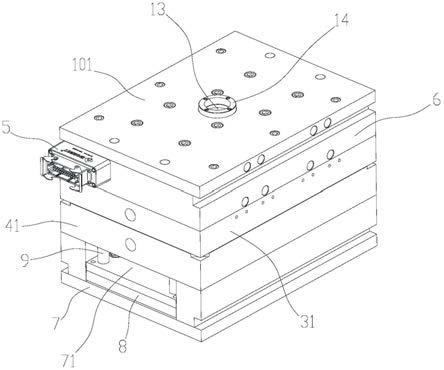
[0001]
本实用新型涉及一种模具,特别涉及一种热流道模具。
背景技术:
[0002]
市场上,有的注塑模具不采用热流道系统,此种方式注塑会因流道内物料易冷却而产生物料的浪费,增加了生产成本,而市场上采用的热流道注塑模具通常采用的是开放式热流道,开放式热流道虽然结构简单,但很容易出现拉丝、泄露现象,而且注塑成的工件表面质量差,容易造成物料的浪费,增加了生产成本。
技术实现要素:
[0003]
本实用新型的目的是提供一种热流道模具。
[0004]
根据本实用新型的一个方面,提供了一种热流道模具,包括热流道、加热部件、上模板组件和下模板组件,加热部件设在热流道上,热流道上设有进料口和出料口,热流道设在上模板组件上,上模板组件包括上模板和上模仁,上模仁设在上模板上,上模板上与下模板接触的端面上设有凸柱,下模板组件包括下模板和下模仁,下模仁设在下模板上,下模板上与上模板接触的端面上设有与凸柱配合的凹部,当上模板和下模板扣合在一起时,热流道上的出料口与上模仁和下模仁之间形成的内腔连通,上模板上的凸柱插接在下模板上的凹部中。
[0005]
本实用新型中,热流道上的加热部件产生的热量可以保证热流道中的塑料保持熔融状态,热流道上的出料口直接与上模仁和下模仁之间的产品成型内腔连通,保证整个流道中的塑料都保持熔融状态,从而可以提高注塑品质,使注塑制品的表面美观度更优,而且热流道非开放式,可以避免拉丝与泄露现象的出现,提高了注塑制品的表面质量,无需人工后期再处理,本实用新型的结构简单,可以有效降低生产成本,另外,上模板上的凸柱与下模板上的凹部的插接配合可以确保上模板和下模板扣合在一起时不会出现偏移,保证上模仁和下模仁可以精准扣合在一起,确保工件的注塑质量。
[0006]
在一些实施方式中,热流道可以包括分流板a和分流板b,分流板a和分流板b连通且关于进料口对称排布,分流板a上设有至少一个热咀a,热咀a与分流板a的内腔连通,分流板b上设有至少一个热咀b,热咀b与分流板b的内腔连通,当上模板和下模板扣合在一起时,热咀a的咀头与上模仁和下模仁之间形成的内腔连通,热咀b的咀头与上模仁和下模仁之间形成的内腔连通。由此,通过分流板a和分流板b可以同步对两个工件进行注塑,两个工件可以是相同的工件,也可以是一个产品的前壳和后壳,另外,热咀a和热咀b可以单独发热,有效保证整个流道中的塑料都保持熔融状态,而且,热咀a和热咀b的压力分布平衡,出胶顺畅、平衡性好,可以实现产品均匀充填,保证产品精度稳定。
[0007]
在一些实施方式中,加热部件可以包括加热管a和加热管b,加热管a沿着分流板a的上端面和下端面分布,加热管b沿着分流板b的上端面和下端面分布。由此,分流板a的上端面和下端面均布局加热管a,从而可以有效保证分流板a中的塑料保持熔融状态,分流板b
的上端面和下端面均布局加热管b,从而可以有效保证分流板b中的塑料保持熔融状态。
[0008]
在一些实施方式中,分流板a上端面上的加热管a可以沉设在分流板a中,分流板a下端面上的加热管a可以沉设在分流板a中,分流板b上端面上的加热管b可以沉设在分流板b中,分流板b下端面上的加热管b可以沉设在分流板b中。由此,加热管a内沉在分流板a中既可以有效提高热传递效率,又可以防止加热管a挪动,影响对分流板a的加热,同时可以对加热管a进行保护,以及便于分流板a与其他部件连接,加热管b内沉在分流板b中既可以有效提高热传递效率,又可以防止加热管b挪动,影响对分流板b的加热,同时可以对加热管b进行保护,以及便于分流板b与其他部件连接。
[0009]
在一些实施方式中,还可以包括热流道模板,热流道模板设在上模板上,分流板a和分流板b均沉设在热流道模板中,热流道模板上可以设有容置加热管a线路的线槽a,热流道模板上可以设有容置加热管b线路的线槽b,当上模板和下模板扣合在一起时,热咀a的咀头穿过热流道模板、上模板并与上模仁和下模仁之间形成的内腔连通,热咀b的咀头穿过热流道模板、上模板并与上模仁和下模仁之间形成的内腔连通。由此,热流道模板可以对分流板a和分流板b进行保护,热流道模板上的线槽a可以收纳加热管a的线路,热流道模板上的线槽b可以收纳加热管b的线路,当热流道模板与其他部件连接时,不会影响到加热管a的线路和加热管b的线路。
[0010]
在一些实施方式中,热流道模板上可以设有插座,插座与加热管a连接,插座与加热管b连接,插座与热咀a连接,插座与热咀b连接。由此,插座上插接电源控制线,就可以为加热管a和加热管b供电且可以控制加热管a和加热管b的工作/停止工作,同时,也可以为热咀a和热咀b供电且可以控制热咀a和热咀b的工作/停止工作,不使用模具时,将电源控制线拔掉,方便模具的收纳和摆放。
[0011]
在一些实施方式中,线槽a的顶部可以设有至少一个固定片a,固定片a与热流道模板可拆卸连接,线槽b的顶部可以设有至少一个固定片b,固定片b与热流道模板可拆卸连接。由此,固定片a可以对加热管a的线路进行固定,防止加热管a的线路翘起,可以对加热管a的线路进行有效保护,固定片b可以对加热管b的线路进行固定,防止加热管b的线路翘起,可以对加热管b的线路进行有效保护。
[0012]
在一些实施方式中,还可以包括下固定板、顶出板和多个顶柱,下模板设在下固定板上,下固定板上设有通槽,顶出板容置在通槽中,通槽的内底部上设有多个通孔,顶柱的一端设在顶出板上,顶柱的另一端穿插在下模板中,当上模板和下模板扣合在一起时,顶柱的另一端抵靠在上模板的底部。由此,当注塑完成后,通过下固定板上的通孔可以将通槽中的顶出板顶起,顶出板带动顶柱同步运动,顶柱可以将上模板顶起,从而使上模板和下模板分离,即:上模仁和下模仁分离,从而可以将成型后的工件取出,需要再注塑时,把顶出板被顶起的作用力撤销,顶出板复位,顶出板带动顶柱同步反方向运动,从而使上模板和下模板重新扣合在一起。
[0013]
在一些实施方式中,还可以包括多个导向柱,导向柱的一端设在下模板的底部,导向柱的另一端穿插在顶出板中,顶出板沿着导向柱可往复滑动。由此,导向柱的存在可以使顶出板往复运动时更加顺畅,不会出现跳动。
[0014]
在一些实施方式中,还可以包括四个气动柱,气动柱上沿轴向设有多个环形凹槽,气动柱的一端穿插在下模板中,气动柱的另一端依次穿过顶出板和下固定板,顶出板沿着
气动柱可往复滑动。由此,气动柱上环形凹槽的存在可以使顶出板往复运动时更加平缓,尤其是在顶出板复位时,可以减小顶出板对下固定板的冲撞,既可以延长顶出板和下固定板的使用寿命,也可以降低顶出板冲撞下固定板产生的噪音。
[0015]
在一些实施方式中,下模板上与上模板接触的端面上可以设有定位凸起,上模板上与下模板接触的端面上可以设有定位凹部,当上模板和下模板扣合在一起时,下模板上的定位凸起插接在上模板上的定位凹部中。由此,定位凸起和定位凹部的插接配合可以进一步确保上模板和下模板扣合在一起时不会出现偏移,保证上模板上的上模仁和下模板上的下模仁可以精准扣合在一起,进一步确保工件的注塑质量。
附图说明
[0016]
图1为本实用新型一种实施方式的热流道模具的结构示意图;
[0017]
图2为图1所示的热流道模具的拆分结构示意图;
[0018]
图3为图1所示的热流道模具中上固定板、热流道模板和上模板组件的结构示意图;
[0019]
图4为图1所示的热流道模具的侧视图;
[0020]
图5为图1所示的热流道模具的侧视图。
[0021]
图中:11、分流板a;12、分流板b;13、进料口;14、定位环;21、加热管a;22、加热管b;23、热咀a;24、热咀b;31、上模板;311、定位凹部;312、穿孔a;313、连接孔b;314、凸柱;32、上模仁;321、穿孔b;41、下模板;42、下模仁;411、定位凸起;412、连接孔a;413、顶出孔;414、连接柱;415、凹部;5、插座;6、热流道模板;61、线槽a;62、线槽b;63、固定片a;64、固定片b;7、下固定板;71、通槽;72、螺栓a;73、通孔;8、顶出板;9、顶柱;10、导向柱;100、气动柱;1001、环形凹槽;101、上固定板;1011、螺栓b。
具体实施方式
[0022]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
[0023]
在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
[0024]
图1至图5示意性地显示了本实用新型一种实施方式的一种热流道模具的结构。
[0025]
参考图1至图5,热流道模具,包括热流道、加热部件、上模板组件和下模板组件。此外,热流道模具还可以包括插座5、热流道模板6、下固定板7、顶出板8、顶柱9、导向柱10、气动柱100和上固定板101。
[0026]
参考图2,热流道包括分流板a11和分流板b12,热流道上成型有进料口13,分流板a11的腔体和分流板b12的腔体连通,分流板a11和分流板b12关于进料口13对称排布,熔融状态的塑料通过进料口13后可以流入到分流板a11的腔体中,同时,熔融状态的塑料通过进料口13后可以流入到分流板b12的腔体中。
[0027]
参考图2,本实施例中,分流板a11和分流板b12均呈t形状。在其他实施例中,分流板a11和分流板b12的形状可以根据工件形状进行适应性调整。
[0028]
参考图2,加热部件包括加热管a21和加热管b22;分流板a11的上端面和下端面上都布置有加热管a21,分流板a11上端面上的加热管a21沉置在分流板a11中,即加热管a21的上端面与分流板a11的上端面平齐,分流板a11下端面上的加热管a21也沉置在分流板a11中,即加热管a21的下端面与分流板a11的下端面平齐,分流板b12的上端面和下端面上都布置有加热管b22,分流板b12上端面上的加热管b22沉置在分流板b12中,即加热管b22的上端面与分流板b12的上端面平齐,分流板b12下端面上的加热管b22也沉置在分流板b12中,即加热管b22的下端面与分流板b12的下端面平齐。分流板a11的上端面和下端面均布局加热管a21,从而可以有效保证分流板a11中的塑料保持熔融状态,分流板b12的上端面和下端面均布局加热管b22,从而可以有效保证分流板b12中的塑料保持熔融状态,加热管a21内沉在分流板a11中既可以有效提高热传递效率,又可以防止加热管a21挪动,影响对分流板a11的加热,同时可以对加热管a21进行保护,以及便于分流板a11与其他部件配合连接,加热管b22内沉在分流板b12中既可以有效提高热传递效率,又可以防止加热管b22挪动,影响对分流板b12的加热,同时可以对加热管b22进行保护,以及便于分流板b12与其他部件配合连接。
[0029]
参考图2,分流板a11上安装有两个热咀a23,分流板a11的底部成型有两个出料口(未示出),每个出料口上安装一个热咀a23,两个热咀a23分别位于分流板a11上两个自由端处,热咀a23通过出料口与分流板a11的内腔连通;分流板b12上安装有两个热咀b24,分流板b12的底部成型有两个出料口(未示出),每个出料口上安装一个热咀b24,两个热咀b24分别位于分流板b12上两个自由端处,热咀b24通过出料口与分流板b12的内腔连通。通过分流板a11和分流板b12可以同步对两个工件进行注塑,两个工件可以是相同的工件,也可以是一个产品的前壳和后壳,另外,热咀a23和热咀b24可以单独发热,有效保证整个流道中的塑料都保持熔融状态,而且,热咀a23和热咀b24的压力分布平衡,出胶顺畅、平衡性好,可以实现产品均匀充填,保证产品精度稳定。
[0030]
参考图2,分流板a11和分流板b12均沉置在热流道模板6中,即热流道模板6上成型有容置分流板a11和分流板b12的凹腔,凹腔的形状与分流板a11和分流板b12的形状对应,热流道模板6可以对分流板a11和分流板b12进行保护,以及便于热流道模板6与其他部件配合连接。
[0031]
参考图2,热流道模板6上成型有线槽a61和线槽b62,加热管a21的走线以及两个热咀a23的走线均可以容置在线槽a61中,加热管b22的走线以及两个热咀b24的走线均可以容置在线槽b62中,热流道模板6的侧部安装有插座5,插座5与加热管a21连接,插座5与加热管b22连接,插座5与热咀a23连接,插座5与热咀b24连接,插座5与加热管a21、加热管b22、热咀a23、热咀b24之间的束线容置在线槽a61和线槽b62中,线槽a61和线槽b62可以对束线进行收纳和保护,以便热流道模板6与其他部件配合连接。
[0032]
参考图2,线槽a61的顶部安装有一个固定片a63,固定片a63的一端与热流道模板6可拆卸连接,如:通过螺钉固定在热流道模板6上,也可以通过翻转搭扣安装在热流道模板6上,固定片a63的另一端悬置在线槽a61的顶部;线槽b62的顶部安装有七个固定片b64,固定片b64的一端与热流道模板6可拆卸连接,如:通过螺钉固定在热流道模板6上,也可以通过
翻转搭扣安装在热流道模板6上,固定片b64的另一端悬置在线槽b62的顶部;固定片a63可以对加热管a21的束线、热咀a23的束线进行固定,防止加热管a21的束线、热咀a23的束线翘起,可以对加热管a21的束线、热咀a23的束线进行有效保护;固定片b64可以对加热管b22的束线、热咀b24的束线进行固定,防止加热管b22的束线、热咀b24的束线翘起,可以对加热管b22的束线、热咀b24的束线进行有效保护。
[0033]
参考图2,当分流板a11和分流板b12沉置在热流道模板6中时,分流板a11上的两个热咀a23和分流板b12上的两个热咀b24均穿过热流道模板板6,并从热流道模板6的底部伸出。
[0034]
参考图2,上模板组件包括上模板31和上模仁32,上模板31安装在热流道模板6的底部(参考图1),上模仁32内嵌在上模板31底部的腔体中,下模板组件包括下模板41和下模仁42,下模仁42内嵌在下模板41顶部的腔体中;当上模板31和下模板41扣合在一起时,上模仁32和下模仁42也扣合在一起,并形成注塑工件的内腔。
[0035]
参考图2,当分流板a11和分流板b12沉置在热流道模板6中时,两个热咀a23均穿过热流道模板6、上模板31上的穿孔a312、上模仁32上的穿孔b321,热咀a23的咀头与上模仁32和下模仁42之间形成的内腔连通,两个热咀b24均穿过热流道模板6、上模板31上的穿孔a312、上模仁32上的穿孔b321,热咀b24的咀头与上模仁32和下模仁42之间形成的内腔连通。本实施例中,注塑工件的内腔包括两个,两个热咀a23的咀头与上模仁32和下模仁42之间的一个内腔连通,两个热咀b24的咀头与上模仁32和下模仁42之间的另一个内腔连通,实现同步对两个工件进行注塑。
[0036]
参考图2,连接柱414的上端依次穿过下模板41上的连接孔a412、上模板31上的连接孔b313,当上模板31和下模板41扣合在一起时(图1所示的状态),连接柱414的上端面与上模板31的上端面平齐,上模板31可以沿着连接柱414上下滑动,连接柱414的数量为四个,四个连接柱414分布在下模板41的四个角位。
[0037]
参考图3,上模板31上与下模板41接触的端面上安装有凸柱314,参考图2,下模板41上与上模板31接触的端面上安装有与凸柱314配合的凹部415,凸柱314与凹部415的数量相同、位置对应、形状匹配,当上模板31和下模板41扣合在一起时,上模板31上的凸柱314插接在下模板41上的凹部415中,确保上模板31和下模板41扣合在一起时不会出现偏移,保证上模仁32和下模仁42可以精准扣合在一起,确保工件的注塑质量。本实施例中,凸柱314的数量为四个,其中两个凸柱314分布在上模板31的一侧,另外两个凸柱314分布在上模板31的另一侧,下模板41上的凹部415与凸柱314的数量相同、位置对应、形状匹配。
[0038]
参考图3,上模板31上与下模板41接触的端面上成型有四个定位凹部311,参考图2,下模板41上与上模板31接触的端面上安装有四个定位凸起411,四个定位凸起411与四个定位凹部311的形状匹配、位置对应,当上模板31和下模板41扣合在一起时(图1所示的状态),下模板41上的四个定位凸起411分别插接在上模板31上的四个定位凹部311中;定位凸起411和定位凹部311的插接配合可以进一步确保上模板31和下模板41扣合在一起时不会出现偏移,保证上模板31上的上模仁32和下模板41上的下模仁42可以精准扣合在一起,进一步确保工件的注塑质量。在其他实施例中,定位凹部311与定位凸起411的位置可以互换。
[0039]
参考图1和图5,下模板41安装在下固定板7上,下固定板7呈u形状,下固定板7包括两个纵梁和一个横梁,两个纵梁和一个横梁形成呈u形状的下固定板7,多个螺栓a72穿过下
固定板7的纵梁旋扭在下模板41中,从而将下模板41固定在下固定板7上。
[0040]
参考图1和图5,由于下固定板7呈u形状,下固定板7上留置有通槽71,顶出板8容置在通槽71中,顶出板8的宽度略小于通槽71的宽度,顶出板8的长度与通槽71的长度相当;参考图4,通槽71的底部上成型有两个通孔73;参考图2,顶柱9的下端固定在顶出板8上,顶柱9的上端穿插在下模板41上的顶出孔413中,当上模板31和下模板41扣合在一起时,顶柱9的上端抵靠在上模板31的底部,即当上模板31和下模板41扣合在一起时,顶柱9的上端与下模板41的上端面平齐;顶柱9的外径略小于顶出孔413的内径,确保顶柱9可以在下模板41上的顶出孔413中上下滑动。参考图2,本实施例中,顶柱9的数量为四个,四个顶柱9分布在顶出板8的四个角位,确保受力均衡。
[0041]
参考图4和图5,当工件注塑完成后,通过下固定板7上的两个通孔73可以将通槽71中的顶出板8顶起,顶出板8带动四个顶柱9同步运动,四个顶柱9在下模板41上的四个顶出孔413中向上运动,四个顶柱9可以将上模板31顶起,从而使上模板31和下模板41分离,即:上模仁32和下模仁42分离,此时,可以将成型后的工件取出,需要再注塑时,把顶出板8被顶起的作用力撤销,顶出板8复位,顶出板8带动四个顶柱9同步反方向运动,四个顶柱9在下模板41上的四个顶出孔413中向下运动,当顶出板8完全复位时(图5所示的状态),四个顶柱9的上端与下模板41的上端面平齐,此时,上模板31和下模板41重新扣合在一起,上模仁32和下模仁42重新扣合在一起。
[0042]
参考图2和图5,下模板41与下固定板7的横梁之间安装有多个导向柱10,导向柱10的上端固定在下模板41的底部,导向柱10的下端穿过顶出板8并穿插在下固定板7的横梁中,顶出板8可以沿着导向柱10上下往复滑动,在工件注塑完成需要出模时,导向柱10的存在可以使顶出板8上下往复运动时更加顺畅,不会出现跳动。
[0043]
参考图2和图4,下模板41与下固定板7的横梁之间还安装有气动柱100,气动柱100的上端依次穿过下固定板7的横梁、顶出板8并穿插在下模板41中,顶出板8可以沿着气动柱100上下往复滑动,气动柱100的数量为四个,四个气动柱100分布在顶出板8的四个角位,确保顶出板8受力均衡。
[0044]
参考图2,气动柱100上沿轴向成型有多个环形凹槽1001,多个环形凹槽1001沿气动柱100的长度方向均匀分布。当顶出板8沿着气动柱100上下往复滑动时,环形凹槽1001的存在可以使顶出板8往复运动时更加平缓,尤其是在顶出板8复位时,可以减小顶出板8对下固定板7的横梁的冲撞,既可以延长顶出板8和下固定板7的使用寿命,也可以降低顶出板8冲撞下固定板7产生的噪音。
[0045]
参考图1和图2,热流道模板6的顶部安装有上固定板101,多个螺栓b1011依次穿过上固定板101、热流道模板6并旋扭在上模板31中,从而将上固定板101、热流道模板6、上模板31固定在一起。
[0046]
参考图1,上固定板101上安装有定位环14,热流道上的进料口13位于定位环14中,定位环14可以方便注塑机的注料口精准地对接在进料口13上。
[0047]
本实用新型中,分流板a11上的两层加热管a21产生的热量可以保证分流板a11中的塑料保持熔融状态,分流板b12上的两层加热管b22产生的热量可以保证分流板b12中的塑料保持熔融状态,同时,分流板a11上的两个热咀a23和分流板b12上的两个热咀b24也可以单独发热,可以有效保证整个流道中的塑料都保持熔融状态,从而可以提高注塑品质,使
注塑制品的表面美观度更优,而且热流道非开放式,可以避免拉丝与泄露现象的出现,提高了注塑制品的表面质量,无需人工后期再处理,而且热咀a23和热咀b24的压力分布平衡,出胶顺畅、平衡性好,可以实现产品均匀充填,保证产品精度稳定;在插座5上插接电源控制线,就可以为加热管a21、加热管b22、热咀a23、热咀b24供电且可以控制加热管a21、加热管b22、热咀a23、热咀b24的工作/停止工作,不使用模具时,将电源控制线拔掉,方便模具的收纳和摆放;当工件注塑完成后,通过两个通孔73将顶出板8顶起,顶出板8带动四个顶柱9同步运动,四个顶柱9将上模板31顶起,从而使上模仁32和下模仁42分离,此时,可以将成型后的工件取出,需要再注塑时,把顶出板8被顶起的作用力撤销,顶出板8复位,顶出板8带动四个顶柱9同步反方向运动,当顶出板8完全复位时,上模仁32和下模仁42重新扣合在一起。本实用新型的结构简单,可以提高注塑品质,有效降低生产成本。
[0048]
以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips