
 商标分类
商标分类  商标转让
商标转让 
一种玻璃钢成型模具的制作方法
 2021-02-21 07:02:08|
2021-02-21 07:02:08| 389|
389| 起点商标网
起点商标网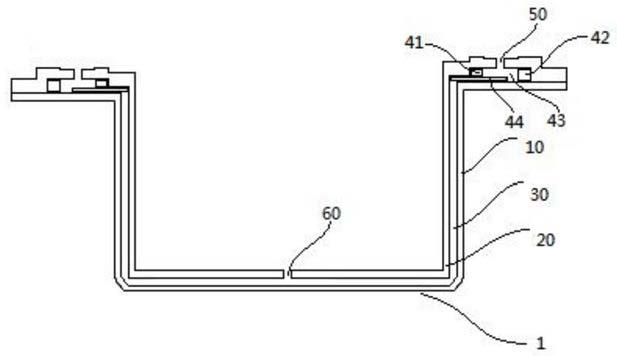
[0001]
本申请涉及模具技术领域,尤其是涉及一种玻璃钢成型模具。
背景技术:
[0002]
玻璃钢是综合了玻璃的硬度,又具有玻璃钢坚硬不碎的特点,综合两者的特性创造出的复合材料。玻璃钢的制备方法目前常用的有手糊成型、真空导入工艺、rtm真空注射工艺、轻质rtm工艺等。
[0003]
手糊成型工艺又称接触成型,是树脂基复合材料生产中最早使用和应用最普遍的一种成型方法。手糊成型工艺是以加有固化剂的树脂混合液为基体,以玻璃纤维及其织物为增强材料,在涂有脱模剂的模具上以手工铺放结合,使二者粘接在一起,制造玻璃钢制品的一种工艺方法。基体树脂通常采用不饱和聚酯树脂或环氧树脂,增强材料通常采用无碱或中碱玻璃纤维及其织物。在手糊成型工艺中,机械设备使用较少,它适于多品种、小批量制品的生产,而且不受制品种类和形状的限制。但其具有有害气体过大,加工精度低,产品变形大,产废品率高,工人劳动强度高等缺陷。
[0004]
真空导入工艺的基本原理是指在固化后的胶衣层上铺放玻璃纤维、玻璃纤维织物、各种嵌件、脱模布、导流网、树脂渗透层、铺放树脂管路和覆盖尼龙(或橡胶、硅酮)挠性薄(即真空袋),薄膜与型腔四周边缘密封严实。型腔内抽真空,往型腔里注入树脂。在真空状态下树脂沿树脂管路、纤维外表面流动而浸渍纤维束,在室温或加热条件下制品固化的成型工艺。真空导入中的树脂以阶梯形式由内置螺旋管内向外均匀扩散,树脂完全浸润纤维铺层制作完成。真空导入工艺具有重复性好、机械性能高的技术优势,但辅助材料(脱模布、导流层、真空膜)造成二次污染巨大,另外制备过中需要铺放多层材料,人工浪费严重,效率低下。
[0005]
rtm和轻质rtm工艺是先将增强织物置于模具中形成一定的形状,再将树脂注射进入模具,浸渍纤维并固化的一种复合材料生产工艺。其主要特点是污染小,为闭模操作系统。具体利用产品模腔和内胶条为真空室,利用内外胶条为锁模腔真空锁模,树脂通过内密封条内侧的导流槽,利用真空负压,把树脂由外向内导入,当出料管树脂没有气泡流出时,制作完成。但具有设备费用高,生产辅助材料和树脂浪费严重的缺陷。
[0006]
鉴于此,特提出本申请。
技术实现要素:
[0007]
本申请的发明目的在于提供一种玻璃钢成型模具,该模具能够不产生辅助材料垃圾且不造成树脂的浪费。
[0008]
为了实现本申请的发明目的,采用的技术方案如下:
[0009]
本申请提供的一种玻璃钢成型模具,包括下模模具、上模模具、抽气孔和进料孔,所述下模模具和所述上模模具之间形成有内模腔,所述抽气孔和所述进料孔分别设置于所述上模模具上;所述下模模具的边缘和所述上模模具的边缘设置有用于密封所述内模腔的
内胶条和外胶条,所述内胶条和所述外胶条间隔设置,所述内胶条和所述外胶条之间形成有一锁模腔,所述抽气孔的开口设置于所述锁模腔上,所述内胶条与所述下模模具之间设置有若干过滤件。
[0010]
可选的,所述上模模具包括上密封圈和上模体,所述上模体的外沿位于所述内胶条与所述过滤件之间。
[0011]
可选的,所述上模体的材质为硅胶。
[0012]
可选的,所述过滤件沿所述内胶条均匀间隔设置。
[0013]
可选的,所述进料孔为一个或多个,设置于所述上模模具的中部。
[0014]
可选的,所述过滤件的宽度为20mm~60mm,压缩厚度为1mm~3mm。
[0015]
可选的,所述过滤件为弹性过滤件,所述弹性过滤件安装前的厚度为 10~30mm。
[0016]
可选的,所述弹性过滤件的材料为蓬松棉。
[0017]
可选的,所述内胶条和所述外胶条为设置有折边的密封条。
[0018]
可选的,所述下模模具和所述上模模具之间设置有紧固装置,所述紧固装置包括搭扣紧固装置或螺栓紧固装置。
[0019]
本申请的技术方案至少具有以下技术优势:
[0020]
采用本申请的玻璃钢成型模具进行玻璃钢型材的生产,具有实用、高效的优势,并且不产生辅材垃圾、不产生进出料管的浪费和废料。
附图说明
[0021]
图1为本申请实施例的玻璃钢成型模具的一种具体实施方式;
[0022]
图2为本申请实施例的玻璃钢成型模具的另一种具体实施方式;
[0023]
图3为本申请实施例的内胶条或外胶条的一种具体实施方式;
[0024]
图4为本申请实施例的内胶条或外胶条的另一种具体实施方式;
[0025]
其中:
[0026]
1-玻璃钢成型模具;
[0027]
10-下膜模具;
[0028]
20-上模模具;
[0029]
21-上模体;
[0030]
22-上密封圈;
[0031]
30-内模腔;
[0032]
41-内胶条;
[0033]
401-折边;
[0034]
402-密封条本体;
[0035]
42-外胶条;
[0036]
43-锁模腔;
[0037]
44-过滤件;
[0038]
50-抽气孔;
[0039]
60-进料孔。
具体实施方式
[0040]
应该指出,以下详细说明都是例示性的,旨在对本申请提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本申请所属技术领域的普通技术人员通常理解的相同含义。
[0041]
需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本申请的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也包括复数形式,此外,还应当理解的是,当在本说明中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
[0042]
下面将结合实施例对本申请的技术方案进行清楚、完整地描述,显然,所描述的实施例是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
[0043]
本申请实施例提出一种玻璃钢成型模具,图1为本申请实施例的玻璃钢成型模具的一种具体实施例方式的示意图。由图1所示,玻璃钢成型模具1包括下模模具10、上模模具20、抽气孔50和进料孔60,下模模具10 和上模模具20之间形成有内模腔30,抽气孔50和进料孔60分别设置于上模模具20上。下模模具10的边缘和上模模具20的边缘设置有用于密封内模腔30的内胶条41和外胶条42,内胶条41和外胶条42间隔设置,内胶条41和外胶条42之间形成有一锁模腔43,抽气孔50的开口设置于锁模腔 43上,内胶条41与下模模具10之间设置有过滤件44。本申请实施例利用外胶条42密封该硬膜模具,利用间隔设置的内胶条41和外胶条42形成一锁模腔43,通过抽气孔50进行抽真空时,过滤件44处只通过空气不通过树脂,可避免树脂原料被吸出,达到过滤效果,从而达到节约树脂原料、避免浪费的技术效果。上模模具20和下模模具10可为硬质材料,例如玻璃钢材质。
[0044]
图2为本申请实施例的玻璃钢成型模具的另一种具体实施例方式的示意图。由图2所示,玻璃钢成型模具1包括下模模具10、上模模具20、抽气孔50和进料孔60,下模模具10和上模模具20之间形成有内模腔30,抽气孔50和进料孔60分别设置于上模模具20上,内胶条41与下模模具 10之间设置有过滤件44,上模模具包括上密封圈22和上模体21,上模体 21的外沿位于内胶条41与过滤件44之间。上模体21为软质材质,例如硅胶,上密封圈为硬质材质,利用内胶条41密封该软膜模具。过滤件44与在制备过程中放置于内模腔30内的导流毡相搭接。
[0045]
在上述具体实施方式中,过滤件沿内胶条均匀间隔设置。过滤件的间距可为20~100cm。
[0046]
工作原理:当采用上述玻璃钢成型模具制备时,先在内模腔铺设导流毡,然后将下模模具和上模模具固定连接,通过进料孔向内模腔注入树脂材料,同时通过抽气孔进行抽真空,内模腔内的气体通过过滤件被抽走,过滤件挡住树脂材料不被吸出。当没有气体流出时,玻璃钢型材制备完成。
[0047]
具体的,本申请实施例中的进料孔60为一个或多个,设置于上模模具 20的中部。当玻璃钢成型模具比较大时,可设置多个进料孔进行进料,提高进料速度。本申请实施例的模具通过在上模模具的中部进料,在玻璃钢成型模具边缘抽真空,可缩短进料管的长度,从而可节约树脂原料,同时可避免在玻璃钢制品的拐弯处形成气泡,提高成品率。
[0048]
具体的,当设置有多个进料孔60时,多个进料孔60的间距不大于 600mm。当玻璃钢成型模具比较大时,则需要增加进料孔的个数和间距,同时沿内胶条增设过滤件,以增加抽气效率,当增设过滤件后,多个进料孔60的间距也最好不大于1000mm。
[0049]
具体的,本申请实施例中的过滤件44的宽度为20mm~60mm,压缩厚度为1mm~3mm,并优选1mm~2mm。具体的,本申请实施例中的过滤件 44为弹性过滤件,弹性过滤件安装前的厚度为10~30mm,具体材料可选用蓬松棉。蓬松棉也称纤维合成定型絮片或喷胶棉,是非织造布的一种,即通常所说的太空棉或真空棉,由天然棉纤维,人造纤维或合成纤维经拉松、梳理、喷胶、焙烘固化加工而成。
[0050]
具体的,内胶条和外胶条为设置有折边的密封条,图3为内胶条或外胶条的一种具体实施方式的横截面示意图。由图3可所示,密封条设置有一折边401,该折边一端与密封条本体402连接,另一端为游离端,并向密封条本体402的方向弯折。采用这种截面的密封条,弹性变形的范围大,特别适用于添加过滤件的情况。
[0051]
具体的,本申请实施例中的抽气孔50上连接有抽气管,抽气管用于与真空泵相连接。
[0052]
具体的,本申请实施例中的进料孔60上设置有进料管。
[0053]
具体的,本申请实施例中的下模模具10和上模模具20之间设置有紧固装置,用于将下模模具10和上模模具20固定连接,紧固装置包括搭扣紧固装置或螺栓紧固装置。
[0054]
采用本申请实施例的模具进行玻璃钢型材的生产,生产速度是普通手糊工艺的1.5倍,产品强度提高30%,解决了手糊玻璃钢做大不做小和产品分层、气泡、针孔、生产效率慢的难题,关键是制作当中避免了有害气体的产生。采用本申请实施例的玻璃钢成型模具进行玻璃钢型材的生产,生产速度是真空导入工艺的2倍,强度基本相同,不产生辅材垃圾(脱模布、引流网、真空膜、进出料管),真空导入生产过程不产生有害气体。采用本申请实施例的玻璃钢成型模具进行玻璃钢型材的生产时,和rtm和轻质 rtm相比,强度和速度接近,成本更低,解决了进出料管的浪费和废料(导料槽树脂、出料管溢流树脂)污染环境问题。只要是手糊玻璃钢制作的产品,都可以采用本申请实施例的玻璃钢成型模具进行制作,真正解决了玻璃钢劳动强度大、制品质量差、制作效率慢的问题,从根本上解决了玻璃钢型材制备过程中的环保污染问题。
[0055]
并且,本申请实施例的玻璃钢成型模具具有成本低、使用范围广,可适用于软膜模具和硬膜模具。
[0056]
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 树脂基复合材料

 热门咨询
热门咨询




tips