
 商标分类
商标分类  商标转让
商标转让 
一种玻璃自动下料机的制作方法
 2021-02-18 23:02:11|
2021-02-18 23:02:11| 304|
304| 起点商标网
起点商标网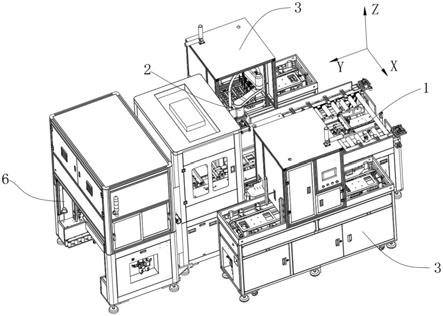
[0001]
本实用新型涉及自动化设备技术领域,尤其涉及一种玻璃自动下料机。
背景技术:
[0002]
目前,自动化设备在制造业中得到了广泛的应用,将不计其数的劳动者从简单劳累的重复性劳动中解放出来。
[0003]
但是目前仍有许多生产设备仍未实现全自动化,一些工序仍由工人手动执行,尤其是在玻璃喷镀作业的下料工序,需要将玻璃工件逐一从喷镀载具上下料至料盘中,一般多由工人手动将工件逐个从载具上取下并放置于料盘中,严重制约了生产效率和标准化水平。
[0004]
因此,亟需一种玻璃自动下料机,以解决上述的技术问题。
技术实现要素:
[0005]
基于以上所述,本实用新型的目的在于提供一种玻璃自动下料机,能够提高下料的效率,同时避免人工下料对玻璃工件或玻璃载具造成损坏。
[0006]
为达上述目的,本实用新型采用以下技术方案:
[0007]
提供一种玻璃自动下料机,包括:
[0008]
载具传送设备,用于传送玻璃载具,其沿y轴方向依次设置有接收工位、取料工位、清洁工位和收料工位;
[0009]
取料装置,设于所述取料工位,用于从玻璃载具上搬起玻璃工件;
[0010]
料盘下料设备,所述取料机械臂将搬起的玻璃工件放置于所述料盘下料设备上的料盘上,所述料盘下料设备将已装满玻璃工件的料盘堆叠以便回收;以及
[0011]
载具清洁装置,设于所述清洁工位上,通过等离子气体吹扫所述清洁工位上的玻璃载具。
[0012]
具体而言,玻璃自动下料机从对接设备上接收装载着玻璃工件的玻璃载具后,载具传送设备将其转移至其上的取料工位,取料装置从玻璃载具中取出玻璃工件并转运至料盘下料设备中的料盘上,料盘下料设备自动将已装满玻璃工件的料盘堆叠以便回收,另一方面,当玻璃载具中的玻璃工件被全部取出后,载具传送设备将其转移至清洁工位,载具清洁装置通过离子气体对空载的玻璃载具进行全面的吹扫清洁后,载具传送设备将玻璃载具转移至收料工位,玻璃载具被回收。至此,玻璃自动下料机实现了玻璃工件与玻璃载具的自动分离、玻璃工件的回收、玻璃载具的清洁与回收,提高了下料的效率,同时避免人工下料对玻璃工件或玻璃载具造成损坏。
[0013]
作为玻璃自动下料机的一个可选方案,所述料盘下料设备包括:
[0014]
机架,其沿y轴方向依次设置有空盘工位、下料工位和回收工位;
[0015]
下料传送装置,安装于所述机架上,能够在所述空盘工位、所述下料工位和所述回收工位之间传送料盘;
[0016]
分盘装置,安装于所述机架上,且设于所述空盘工位,能够将堆叠于所述空盘工位上方的料盘逐个下拉至所述下料传送装置上;
[0017]
堆盘装置,安装于所述机架上,且设于所述回收工位,能够将传送至所述回收工位的料盘逐个向上堆叠回收;以及
[0018]
料盘检测装置,能够分别检测所述空盘工位和所述回收工位上的料盘。
[0019]
具体而言,料盘下料设备首先通过在空盘工位设置分盘装置,将堆叠于空盘工位上方且连为一体的料盘逐个下拉至下料传送装置上,然后下料传送装置带动料盘逐个沿y轴方向移动至下料工位,等待取料装置将玻璃工件下料至料盘上,待料盘上装满玻璃工件后,下料传送装置再次启动,带动该料盘移动至回收工位,然后堆盘装置将料盘逐个向上堆叠回收。如此一来,料盘下料设备实现了自动将堆叠的空料盘逐个装料,并将已装料的料盘再次堆叠起来,提高玻璃工件下料至料盘的效率,且待回收的料盘呈堆叠状便于运输回收。
[0020]
作为玻璃自动下料机的一个可选方案,所述分盘装置包括:
[0021]
分盘机构,能够将料盘承托于所述下料传送装置的上方,且能够将最下方的料盘下拨至所述下料传送装置上;以及
[0022]
二级顶升机构,能够沿竖直方向伸出至第一高度和第二高度,且能够承托料盘,所述第一高度为所述分盘机构承托料盘的高度,所述第二高度等于所述第一高度与料盘厚度之差,且高于所述下料传送装置承托料盘的高度。
[0023]
作为玻璃自动下料机的一个可选方案,所述堆盘装置包括:
[0024]
承托机构,能够在允许料盘竖直移动的避让状态和承载料盘的承托状态之间转换;以及
[0025]
一级顶升机构,能够驱动料盘沿竖直方向穿过所述承托机构。
[0026]
作为玻璃自动下料机的一个可选方案,所述载具传送设备包括:
[0027]
主机柜;
[0028]
接收滚筒机构,设于所述主机柜上,且位于所述接收工位,用于带动玻璃载具从对接设备传送至所述接收工位上;以及
[0029]
载具移载装置,用于带动玻璃载具在所述载具传送设备的各个工位之间转移。
[0030]
作为玻璃自动下料机的一个可选方案,所述载具移载装置包括:
[0031]
移载底座;
[0032]
移载驱动机构,安装于所述移载底座上;
[0033]
移载滑座,沿水平方向滑动连接于所述移载底座上,所述移载驱动机构的输出端与所述移载滑座传动连接;以及
[0034]
移载顶推机构,设于所述移载滑座上,包括两个相对设置的移载顶推组件,所述移载顶推组件包括移载顶推气缸和夹紧结构,所述移载顶推气缸的进气端设有节流阀,两个所述移载顶推气缸能够分别驱动两个所述夹紧结构同步压抵于玻璃载具,以夹持玻璃载具,同时顶起玻璃载具。
[0035]
具体而言,用于承载由玻璃制成的工件的玻璃载具置于移载滑座的上方,移载顶推机构通过两个相对设置的移载顶推气缸分别驱动两个夹紧结构同步压抵于玻璃载具,以将玻璃载具顶起并夹紧于两个夹紧结构之间,随后移载驱动机构带动移载滑座相对移载底座滑动,以将玻璃载具从一个工位转移至另一个工位,能够避免玻璃载具在移动期间相对
移载滑座移动造成其中的玻璃工件窜动而破裂。由于两个移载顶推气缸同步伸缩,且两个移载顶推气缸得进气端上均设有节流阀,因此两个夹紧结构能够从两端同步、平稳地压抵于玻璃载具,避免在顶起和夹紧玻璃载具的过程中,玻璃工件在载具中窜动或被抖出玻璃载具而破裂。
[0036]
作为玻璃自动下料机的一个可选方案,所述移载顶推气缸与所述移载滑座转动连接,所述夹紧结构包括:
[0037]
顶推固定架,设于所述移载滑座上;
[0038]
第一连杆,第一端与所述顶推固定架转动连接;
[0039]
第二连杆,第一端与所述移载滑座转动连接;
[0040]
第三连杆,两端分别与所述第一连杆的第二端和所述第二连杆的第二端转动连接,所述移载顶推气缸的输出端与所述第二连杆和所述第三连杆之间的转动轴转动连接;以及
[0041]
l型板,固定于所述第一连杆的第二端。
[0042]
作为玻璃自动下料机的一个可选方案,所述取料装置包括:
[0043]
取料安装板,设于所述取料工位的一侧;
[0044]
取料机械臂,安装于所述取料安装板上;
[0045]
取料组件,安装于所述取料机械臂的输出端,用于搬起玻璃工件;以及
[0046]
取料定位组件,安装于所述取料安装板上,用于夹紧待取料的玻璃载具。
[0047]
作为玻璃自动下料机的一个可选方案,所述玻璃自动下料机包括两个所述取料装置和两个与之一一对应设置的所述料盘下料设备,两个所述取料装置分别设于所述取料工位相对的两侧,两个所述取料装置能够同时转运同一个玻璃载具中的玻璃工件。
[0048]
作为玻璃自动下料机的一个可选方案,玻璃自动下料机还包括:
[0049]
载具收料设备,设于所述载具传送设备靠近所述收料工位的一端,用于回收空载的玻璃载具。
[0050]
本实用新型的有益效果为:
[0051]
本实用新型提供的玻璃自动下料机从对接设备上接收装载着玻璃工件的玻璃载具后,载具传送设备将其转移至其上的取料工位,取料装置从玻璃载具中取出玻璃工件并转运至料盘下料设备中的料盘上,料盘下料设备自动将已装满玻璃工件的料盘堆叠以便回收,另一方面,当玻璃载具中的玻璃工件被全部取出后,载具传送设备将其转移至清洁工位,载具清洁装置通过离子气体对空载的玻璃载具进行全面的吹扫清洁后,载具传送设备将玻璃载具转移至收料工位,玻璃载具被回收。至此,玻璃自动下料机实现了玻璃工件与玻璃载具的自动分离、玻璃工件的回收、玻璃载具的清洁与回收,提高了下料的效率,同时避免人工下料对玻璃工件或玻璃载具造成损坏。
附图说明
[0052]
为了更清楚地说明本实用新型实施例中的技术方案,下面将对本实用新型实施例描述中所需要使用的附图作简单的介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据本实用新型实施例的内容和这些附图获得其他的附图。
[0053]
图1是本实用新型提供的玻璃自动下料机的结构示意图;
[0054]
图2是本实用新型提供的玻璃自动下料机的局部结构示意图;
[0055]
图3是本实用新型提供的取料装置的结构示意图;
[0056]
图4是本实用新型提供的料盘下料设备的结构示意图;
[0057]
图5是本实用新型提供的料盘下料设备的局部结构示意图;
[0058]
图6是本实用新型提供的分盘装置的结构示意图;
[0059]
图7是本实用新型提供的堆盘装置的结构示意图;
[0060]
图8是本实用新型提供的载具清洁装置的结构示意图;
[0061]
图9是本实用新型提供的玻璃载具移载装置的结构示意图;
[0062]
图10是本实用新型提供的玻璃载具移载装置的正视图;
[0063]
图11是本实用新型提供的玻璃载具移载装置的局部结构示意图;
[0064]
图12是本实用新型提供的移载顶推组件的结构示意图;
[0065]
图13是本实用新型提供的载具收料设备的结构示意图。
[0066]
图中:
[0067]
1、载具传送设备;101、主机柜;1011、接收工位;1012、取料工位;1013、清洁工位;102、接收滚筒机构;103、主动导向组件;104、被动导向组件;105、吹风单元;
[0068]
2、取料装置;21、取料安装板;22、取料机械臂;23、取料组件;231、吸盘安装板;232、取料吸盘;233、气控组件;241、第一定位件;242、第二定位件;243、第三定位件;
[0069]
3、料盘下料设备;31、机架;3101、供气组件;3102、万向轮;32、下料传送装置;33、分盘装置;331、分盘机构;3311、第一承托板;3312、滑移驱动件;3313、拨动板;3314、拨动驱动件;332、二级顶升机构;3321、第一顶升气缸;3322、第二顶升气缸;3323、第一顶托板;34、堆盘装置;341、承托机构;3411、承托架;3412、第二承托板;342、一级顶升机构;3421、第三顶升气缸;3422、第二顶托板;3501、第一空盘传感器;3502、第二空盘传感器;3503、第一满盘传感器;36、对中机构;37、上机柜;38、交互模块;39、警示灯柱;310、空盘导向组件;311、回收导向组件;
[0070]
4、载具清洁装置;41、清洁安装板;42、纵移板;43、纵移驱动电机;44、纵移滑轨;45、横移驱动电机;46、横移滑轨;47、横移板;48、等离子气体喷头;
[0071]
5、载具移载装置;51、移载顶推机构;511、移载顶推组件;5111、移载顶推气缸;5112、节流阀;5113、顶推固定架;5114、第一连杆;5115、第二连杆;5116、第三连杆;5117、l型板;5118、顶推轮;521、移载驱动电机;522、丝杆;523、螺母;53、移载底座;54、移载滑座;55、移载升降机构;551、移载升降气缸;552、移载承托板;553、载具检测件;56、移载接近开关;57、第一移载滑轨;58、第一移载滑块;59、第二移载滑轨;510、第二移载滑块
[0072]
6、载具收料设备;61、收料机架;62、收料升降组件;63、收料导向板;64、光栅传感器;65、导向轮组;
[0073]
200、料盘。
具体实施方式
[0074]
为使本实用新型解决的技术问题、采用的技术方案和达到的技术效果更加清楚,下面将结合附图对本实用新型实施例的技术方案作进一步的详细描述,显然,所描述的实
施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0075]
如图1-图13所示,本实施例提供一种玻璃自动下料机,用于承接从玻璃工件加工设备中下料的玻璃工件,并将玻璃工件与玻璃载具分离下料,在本实施例中,玻璃工件为手机屏幕,玻璃自动下料机包括载具传送设备1、取料装置2、料盘下料设备3和载具清洁装置4,其中载具传送设备1用于传送玻璃载具,其沿y轴方向依次设置有接收工位1011、取料工位1012、清洁工位1013和收料工位,取料装置2设于取料工位1012,用于从玻璃载具上搬起玻璃工件,料盘下料设备3能够将搬起的玻璃工件放置于料盘下料设备3上的料盘200上,料盘下料设备3将已装满玻璃工件的料盘200堆叠以便回收,载具清洁装置4设于清洁工位1013上,通过等离子气体吹扫清洁工位1013上的玻璃载具。
[0076]
具体而言,本实施例提供的玻璃自动下料机从其对接的玻璃加工设备上接收装载着玻璃工件的玻璃载具后,载具传送设备1将其转移至其上的取料工位1012,取料装置2从玻璃载具中取出玻璃工件并转运至料盘下料设备3中的料盘200上,料盘下料设备3自动将已装满玻璃工件的料盘200堆叠以便回收,另一方面,当玻璃载具中的玻璃工件被全部取出后,载具传送设备1将其转移至清洁工位1013,载具清洁装置4通过离子气体对空载的玻璃载具进行全面的吹扫清洁后,载具传送设备1将玻璃载具转移至收料工位,玻璃载具被回收。至此,玻璃自动下料机实现了玻璃工件与玻璃载具的自动分离、玻璃工件的回收、玻璃载具的清洁与回收,提高了下料的效率,同时避免人工下料对玻璃工件或玻璃载具造成损坏。
[0077]
可选的,如图2所示,载具传送设备1包括主机柜101、接收滚筒机构102和载具移载装置5,接收滚筒机构102设于主机柜101上,且位于接收工位1011,用于带动玻璃载具从对接设备传送至接收工位1011上,载具移载装置5用于带动玻璃载具在载具传送设备1的各个工位之间转移。
[0078]
具体的,如图2所示,接收滚筒机构102由滚筒驱动电机及多个沿y轴方向并排设置的滚筒组成,滚筒驱动电机与滚筒之间通过链条传动连接,当玻璃载具的前端从玻璃加工设备上伸出至最前端的滚筒上时,滚筒驱动电机驱动滚筒转动,带动玻璃载具逐渐沿y轴方向移动至接收工位1011上。
[0079]
进一步的,如图2所示,主机柜101的接收工位1011的最前端上设有主动导向组件103,主动导向组件103由分设于接收工位1011两侧的主动导向气缸及安装于气缸上的轮子构成,主动导向气缸能够要x轴方向伸缩,在玻璃载具的前端穿过接收工位1011的最前端时,两个主动导向气缸伸出,使其上的轮子从两侧夹紧玻璃载具并在玻璃载具的侧壁上滚动,以此为玻璃载具的传送提供导向。
[0080]
另外,如图2所示,主机柜101的接收工位1011上还设有被动导轮组件,被动导向组件104由分设于接收工位1011两侧上的导向支架及其上的被动导向轮构成,在玻璃载具部分移动至接收工位1011上后,接收工位1011两侧的被动导向轮均在玻璃载具的两个侧壁上滚动,以此为玻璃载具的传送提供进一步的导向。
[0081]
可选的,如图3所示,取料装置2包括取料安装板21、取料机械臂22、取料组件23和取料定位组件,取料安装板21设于取料工位1012的一侧,取料机械臂22安装于取料安装板
21上,取料组件23安装于取料机械臂22的输出端,用于搬起玻璃工件,取料定位组件安装于取料安装板21上,用于夹紧待取料的玻璃载具。具体而言,当玻璃载具被传送至取料工位1012后,取料定位组件将玻璃载具夹紧于预设取料位置,然后取料机械臂22带动取料组件23将玻璃载具中的玻璃工件搬起至料盘下料设备3上。
[0082]
可选的,如图3所示,取料机械臂22采用四轴机械臂,能够驱动取料组件23在水平面内移动和转动以及沿竖直方向升降。
[0083]
具体的,如图3所示,取料组件23包括吸盘安装板231、取料吸盘232和气控组件233,吸盘安装板231连接于取料机械臂22的输出端,取料吸盘232安装于吸盘安装板231上,取料吸盘232与外置的真空泵连通,气控组件233同样安装于吸盘安装板231上,其设于取料吸盘232与真空泵之间的连通气管上,能够控制取料吸盘232与真空泵之间的通断。优选的,吸盘安装板231上的取料吸盘232设有多个,能够同时吸起多个玻璃工件。
[0084]
具体的,如图3所示,取料定位组件包括第一定位件241、第二定位件242和第三定位件243,第一定位件241、第二定位件242和第三定位件243均由气缸及连接于气缸的输出端的轮子构成,其中,第一定位件241能够沿x轴方向伸缩,而第二定位件242和第三定位件243能够沿y轴方向伸缩且相对设置,第二定位件242和第三定位件243能够将玻璃载具夹紧于两者之间。
[0085]
可选的,如图4-图7所示,料盘下料设备3用于将玻璃工件逐个收纳与料盘200中下料,料盘下料设备3包括机架31、下料传送装置32、分盘装置33、堆盘装置34和料盘检测装置,机架31沿y轴方向依次设置有空盘工位、下料工位和回收工位,下料传送装置32安装于机架31上,其能够在空盘工位、下料工位和回收工位之间传送料盘200,分盘装置33安装于机架31上,且设于空盘工位,能够将堆叠于空盘工位上方的料盘200逐个下拉至下料传送装置32上,堆盘装置34安装于机架31上,且设于回收工位,能够将传送至回收工位的料盘200逐个向上堆叠回收,料盘检测装置能够分别检测空盘工位和回收工位上的料盘200。
[0086]
具体而言,本实施例提供的料盘下料设备3首先通过在空盘工位设置分盘装置33,将堆叠于空盘工位上方且连为一体的料盘200逐个下拉至下料传送装置32上,然后下料传送装置32带动料盘200逐个沿y轴方向移动至下料工位,等待取料装置2将玻璃工件下料至料盘200上,待料盘200上装满玻璃工件后,下料传送装置32再次启动,带动该料盘200移动至回收工位,然后堆盘装置34将料盘200逐个向上堆叠回收。如此一来,料盘下料设备3实现了自动将堆叠的空料盘200逐个装料,并将已装料的料盘200再次堆叠起来,提高玻璃工件下料至料盘200的效率,且待回收的料盘200呈堆叠状便于运输回收。
[0087]
可选的,如图6所示,分盘装置33包括分盘机构331和二级顶升机构332,其中,分盘机构331能够将料盘200承托于下料传送装置32的上方,且能够将最下方的料盘200下拨至下料传送装置32上,二级顶升机构332能够沿竖直方向伸出至第一高度和第二高度,且能够承托料盘200,第一高度为分盘机构331承托料盘200的高度,第二高度等于第一高度与料盘200厚度之差,且高于下料传送装置32承托料盘200的高度。
[0088]
进一步的,分盘机构331包括第一承托板3311、滑移驱动件3312、拨动板3313和拨动驱动件3314,第一承托板3311沿x轴方向滑动设置于机架31,用于承托料盘200;滑移驱动件3312的输出端与第一承托板3311连接,用于驱动第一承托板3311沿x轴方向滑动;拨动板3313沿z轴方向滑动设置于第一承托板3311,拨动驱动件3314安装于第一承托板3311上,其
输出端与拨动板3313连接,用于驱动拨动板3313沿z轴方向滑动。二级顶升机构332包括第一顶升气缸3321、第二顶升气缸3322和第一顶托板3323,第一顶升气缸3321安装于机架31上,其输出端竖直朝上设置,第二顶升气缸3322安装于第一顶升气缸3321的输出端,其输出端竖直朝上设置,第一顶托板3323沿水平方向设置,安装于第二顶升气缸3322的输出端。
[0089]
具体的,初始状态下,第一承托板3311从下方支撑空盘工位上堆叠放置且通过粘接或卡接连为一体的料盘200,第一顶升气缸3321和第二顶升气缸3322均处于缩回状态,此时第一顶托板3323的高度低于下料传送装置32承托料盘200的高度。当下料传送装置32将料盘200从空盘工位传送至下料工位后,首先第一顶升气缸3321和第二顶升气缸3322均伸出,驱动第一顶托板3323上升至与第一承托板3311的顶部平齐的第一高度,此时第一顶托板3323从下方压抵于上方的堆叠的料盘200;随后滑移驱动件3312驱动第一承托板3311背离下料传送装置32和堆叠的料盘200移动,使得第一承托板3311完全脱离堆叠的料盘200;然后第一顶升气缸3321或第二顶升气缸3322中的一个缩回,驱动第一顶托板3323下降至第二高度;然后滑移驱动件3312驱动第一承托板3311朝向下料传送装置32和堆叠的料盘200移动,使得第一承托板3311的上端及拨动板3313插设于堆叠的最下端的两个料盘200之间的间隙中;随后第一顶升气缸3321或第二顶升气缸3322中的另一个也缩回,使得第一顶托板3323与料盘200脱离且下降至下料传送装置32承托料盘200的高度以下,拨动驱动件3314驱动拨动板3313朝下方拨动,使得堆叠的料盘200中最下方的一个脱落至下料传送装置32上;拨动驱动件3314复位,即完成一个料盘200的分盘过程,如此循环往复即可实现堆叠的料盘200逐个脱离。
[0090]
优选的,分盘装置33包括两个相对设置的分盘机构331,两个分盘机构331分设于下料传送装置32在y方向上的两侧,两个分盘机构331共同支撑空盘工位上的料盘200。
[0091]
可选的,滑移驱动件3312及拨动驱动件3314采用气缸,适用于固定行程的短距离直线往复运动。
[0092]
可选的,如图7所示,堆盘装置34包括承托机构341和一级顶升机构342,承托机构341能够在允许料盘200竖直移动的避让状态和承载料盘200的承托状态之间转换,一级顶升机构342能够驱动料盘200沿竖直方向穿过承托机构341。
[0093]
进一步的,承托机构341包括承托架3411和第二承托板3412,承托架3411安装于机架31,第二承托板3412与承托架3411绕水平轴线转动连接,第二承托板3412的活动端能够在水平面的上方转动,当第二承托板3412处于承托状态,第二承托板3412处于水平位置。一级顶升机构342包括第三顶升气缸3421和第二顶托板3422,第三顶升气缸3421安装于机架31上,其输出端朝上方设置,第二顶托板3422安装于第三顶升气缸3421的输出端,第三顶升气缸3421能够驱动第二顶托板3422在竖直方向上升降。
[0094]
具体的,在初始状态下,第二承托板3412处于承托状态,第三顶升气缸3421处于缩回状态,此时第二顶托板3422的高度低于下料传送装置32承托料盘200的高度。当料盘200被传送至回收工位时,第三顶升气缸3421向上方伸出,驱动第二顶托板3422向上移动,同时带动料盘200上升,上升的料盘200与第二承托板3412干涉,带动第二承托板3412转动至让位状态,若第二承托板3412上本身以放置有料盘200,则将已有的料盘200一并顶起,待料盘200通过后,第二承托板3412在重力作用下朝下方转动,恢复至承托状态,随后第三顶升气缸3421缩回,料盘200被放置于第二承托板3412上,第二顶托板3422与料盘200脱离,且逐渐
下降至下料传送装置32承托料盘200的高度的下方,即完成一个料盘200的回收堆叠过程,如此循环往复即可实现将已装满玻璃工件的料盘200逐个回收堆叠。
[0095]
可选的,承托机构341设有四个,下料传送装置32的两侧各并排设置有两个承托机构341,四个承托机构341共同支撑堆叠的待回收的料盘200,提高稳定性。
[0096]
可选的,下料传送装置32包括下料传送电机和两个并排设置的同步带轮组件,下料传送电机安装于机架31,下料传送电机的输出端同时与两个同步带轮组件传动连接,以驱动两个同步带轮组件同步转动。具体的,传送的料盘200置于同步带轮组件中的同步带上,由同步带带动传送,二级顶升机构332和一级顶升机构342均设于与两个同步带轮组件的同步带之间,能够在两个并排设置的同步带之间沿竖直方向穿过。
[0097]
可选的,料盘检测装置包括第一空盘传感器3501,其设于机架31上,用于检测空盘工位中下料传送装置32上的料盘200。具体的,当第一空盘传感器3501检测到料盘200后,下料传送装置32方可启动传送。
[0098]
可选的,料盘检测装置包括第二空盘传感器3502,其设于机架31上,用于检测空盘工位中分盘装置33上的料盘200。具体的,当第二空盘传感器3502检测到料盘200,且第一空盘传感器3501未检测到料盘200的情况下,分盘装置33方可启动。
[0099]
可选的,料盘检测装置包括第一满盘传感器3503,其设于机架31上,用于检测回收工位中下料传送装置32上的料盘200。具体的,当第一满盘传感器3503检测到料盘200后,堆盘装置34方可启动。
[0100]
优选的,第一空盘传感器3501、第二空盘传感器3502和第一满盘传感器3503采用红外传感器。
[0101]
可选的,料盘下料设备3还包括下料对中机构36,下料对中机构36设于下料工位,下料对中机构36包括对中固定板、对中气缸和对中活动板,对中固定板与机架31连接,且位于下料传送装置32的一侧,对中气缸安装于机架31,且位于下料传送装置32的另一侧,对中活动板与对中气缸的输出端活动连接,对中气缸能够驱动对中活动板沿x轴方向移动,以将下料工位上的料盘200夹紧于对中固定板和对中活动板之间,保证玻璃工件在下料至料盘200上时,料盘200处于预设的位置。
[0102]
可选的,料盘下料设备3还包括上机柜37,安装于机架31的上方,上机柜37用于围蔽下料工位,能够起到防尘及防止人员与外置的下料设备干涉,保障人员安全。进一步的,上机柜37上设有交互模块38,交互模块38中设有显示屏、指示灯与操作按钮,工作人员能够从交互模块38输入控制指令及获取设备的状态信息。
[0103]
可选的,上机柜37上还设有警示灯柱39,当料盘下料设备3异常、空载料盘200耗尽或回收料盘200堆满时,警示灯柱39点亮警示信号灯。
[0104]
可选的,空盘工位上还设有空盘导向组件310,空盘导向组件310由若干个沿竖直方向延伸的空盘导向板组成,用于限制空盘工位上堆叠的料盘200的水平位置。
[0105]
可选的,回收工位上还设有回收导向组件311,回收导向组件311由若干个沿竖直方向延伸的回收导向板组成,用于限制回收工位上堆叠的料盘200的水平位置。
[0106]
优选的,如图1和图2所示,玻璃自动下料机包括两个取料装置2和两个与之一一对应设置的料盘下料设备3,两个取料装置2分别设于取料工位1012相对的两侧,两个取料装置2能够同时转运同一个玻璃载具中的玻璃工件。在本实施例中,玻璃载具能够装载多排玻
璃工件,每排设有九个装载工位,其中一个取料装置2能够同时搬运五个玻璃工件,其对应的料盘下料设备3上的料盘200每排对应设置有五个装载工位;另一个取料装置2能够同时搬运四个玻璃工件,其对应的料盘下料设备3上的料盘200每排对应设置有四个装载工位。
[0107]
可选的,如图8所示,载具清洁装置4包括清洁安装板41、纵移组件、横移组件和等离子气体喷头48,其中清洁安装板41固定安装于主机柜101上,纵移组件包括固定于清洁安装板41上的纵移滑轨44、与纵移滑轨44滑动连接的纵移板42和安装于纵移滑轨44一端的纵移驱动电机43,横移组件包括固定于纵移板42上的横移滑轨46、与横移滑轨46滑动连接的横移板47和安装于横移滑轨46一端的横移驱动电机45,横移板47上并排设置有两个等离子气体喷头48。具体而言,纵移驱动电机43能够驱动纵移板42沿y轴方向移动,横移驱动电机45能够驱动横移板47沿x轴方向移动,两者共同带动等离子气体喷头48在水平面内移动,以覆盖空载的玻璃载具的表面积,实现对玻璃载具的全面吹扫清洁。在真空腔体里,通过射频电源在一定的压力情况下起辉产生高能量的无序的等离子体,通过等离子体轰击玻璃载具的表面,能够达到清洗玻璃载具的目的。
[0108]
可选的,载具传送设备1在对应载具清洁装置4的上方(即清洁工位1013的上方)设有吹风单元105,吹风单元105能够竖直朝下吹风,用于控制载具清洁装置4所在区域的扬尘,保证吹扫清洁的效果。进一步的,载具传送设备1在对应载具清洁装置4的上方还设有防尘柜体,吹风单元105设于有防尘柜体的顶部,防尘柜体用于围蔽清洁工位1013,一方面能够避免清洁工位1013上的玻璃载具裸露于充满灰尘的外界环境中,保证吹扫过后的玻璃载具不被再次污染,另一方面,在吹风单元105的作用下,使得防尘柜体内的气压大于外界气压,气体由内向外流动,阻止灰尘从外部进入防尘柜体内。
[0109]
可选的,如图9-图12所示,玻璃载具移载装置用于带动装载玻璃工件的玻璃载具转换工位,玻璃载具移载装置包括移载底座53、移载驱动机构、移载滑座54和移载顶推机构51,移载驱动机构安装于移载底座53上,移载滑座54沿水平方向滑动连接于移载底座53上,移载驱动机构的输出端与移载滑座54传动连接,移载顶推机构51设于移载滑座54上,其包括两个相对设置的移载顶推组件511,移载顶推组件511包括移载顶推气缸5111和夹紧结构,移载顶推气缸5111的进气端设有节流阀5112,两个移载顶推气缸5111能够分别驱动两个夹紧结构同步压抵于玻璃载具以夹持玻璃载具,同时顶起玻璃载具。
[0110]
具体而言,用于承载由玻璃制成的工件的玻璃载具置于移载滑座54的上方,移载顶推机构51通过两个相对设置的移载顶推气缸5111分别驱动两个夹紧结构同步压抵于玻璃载具,以将玻璃载具顶起并夹紧于两个夹紧结构之间,随后移载驱动机构带动移载滑座54相对移载底座53滑动,以将玻璃载具从一个工位转移至另一个工位,能够避免玻璃载具在移动期间相对移载滑座54移动造成其中的玻璃工件窜动而破裂。由于两个移载顶推气缸5111同步伸缩,且两个移载顶推气缸5111得进气端上均设有节流阀5112,因此两个夹紧结构能够从两端同步、平稳地压抵于玻璃载具,避免在顶起和夹紧玻璃载具的过程中,玻璃工件在载具中窜动或被抖出玻璃载具而破裂。
[0111]
可选的,如图11和图12所示,移载顶推气缸5111与移载滑座54转动连接,夹紧结构包括顶推固定架5113、第一连杆5114、第二连杆5115、第三连杆5116和l型板5117,其中,顶推固定架5113固定设置于移载滑座54上,第一连杆5114的第一端与顶推固定架5113转动连接,第二连杆5115的第一端与移载滑座54转动连接,第三连杆5116的两端分别与第一连杆
5114的第二端和第二连杆5115的第二端转动连接,移载顶推气缸5111的输出端与第二连杆5115和第三连杆5116之间的转动轴转动连接,l型板5117固定于第一连杆5114的第二端,进一步的,l型板5117包括横板和竖板,横板的底部与第一连杆5114连接。
[0112]
具体的,初始状态下,移载顶推气缸5111处于缩回状态,l型板5117的高度不超过顶推固定架5113的固定架。当即将需要带动玻璃载具转换工位时,同一个移载顶推机构51中的移载顶推气缸5111在节流阀5112的控制下同步的逐渐伸出,此时在第一连杆5114、第二连杆5115和第三连杆5116的带动下,l型板5117逐渐向上转动,同一个移载顶推机构51中的两个l型板5117同步的逐渐顶起并从玻璃载具的两端夹紧玻璃载具,待l型板5117的横板转动至水平状态,同时竖板也到达竖直状态,此时移载顶推机构51将玻璃载具完全顶起和夹紧。
[0113]
可选的,l型板5117的横板的顶部上的两端分别转动地设置有顶推轮5118,顶推轮5118设置使得横板与玻璃载具之间的摩擦为滚动摩擦,使得顶起玻璃载具的过程更加平缓。
[0114]
优选的,移载顶推机构51中的两个移载顶推组件511分别在玻璃载具的移动方向上的两端夹紧玻璃载具。
[0115]
可选的,玻璃载具移载装置包括至少两个移载顶推机构51,移载顶推机构51沿移载滑座54的滑移方向均匀排布,移载顶推机构51的数量可视玻璃工件的工位数量而定。在本实施例中,玻璃载具移载装置包括三个移载顶推机构51。
[0116]
可选的,玻璃载具移载装置还包括移载升降机构55,设于移载滑座54上,且位于移载顶推机构51的两个移载顶推组件511之间,用于承托并带动玻璃载具升降。具体的,移载升降机构55包括移载升降气缸551和移载承托板552,移载升降气缸551安装于移载滑座54上,移载承托板552安装于移载升降气缸551的输出端,用于承托玻璃载具,移载升降气缸551能够驱动移载承托板552升降。当玻璃载具到达目标工位后,移载升降气缸551驱动玻璃载具升起至作业高度。
[0117]
进一步的,移载升降机构55还包括载具检测件553,载具检测件553设于移载承托板552的底部,用于检测移载承托板552上的玻璃载具。具体的,移载承托板552上设有探测孔,载具检测件553通过探测孔检测移载承托板552上是否存在玻璃载具,并据此判断移载升降气缸551是否伸出。优选的,载具检测件553采用红外传感器。
[0118]
可选的,移载底座53在移载滑座54的滑移方向上的端部设有移载接近开关56,用于限制移载滑座54的滑移行程。优选的,移载接近开关56采用光电式接近开关。
[0119]
可选的,移载底座53上设有第一移载滑轨57,移载滑座54的底部设有第一移载滑块58,第一移载滑块58滑动设置于第一移载滑轨57上,为移载滑座54相对移载底座53滑动提供导向。
[0120]
可选的,移载滑座54的侧面设有第二移载滑轨59,第二移载滑轨59与第一移载滑轨57同向延伸,玻璃载具移载装置还包括第二移载滑块,第二移载滑块滑动设置于第二移载滑轨59,且第二移载滑块与移载底座53始终相对静止,为移载滑座54相对移载底座53滑动提供导向。具体的,第二移载滑块可以设置于外置的固定框架上,第二移载滑轨59和第二移载滑块的设置能够使移载滑座54的滑动更加平稳。
[0121]
可选的,如图13所示,玻璃自动下料机还包括载具收料设备,载具收料设备设于载
具传送设备1靠近收料工位的一端,用于回收空载的玻璃载具。具体而言,载具收料设备包括收料机架6131、收料升降组件62和收料导向板63,收料升降组件62和收料导向板63均安装于收料机架6131上,收料升降组件62包括收料升降电机和收料升降板,收料机架6131上设有沿竖直方向设置的滑轨,收料升降板通过滑块滑动设置于该滑轨上,收料升降电机通过滚珠丝杠结构驱动收料升降板沿竖直方向升降,带动放置于收料升降板上的多层收料架升降,以将多层收料架逐层对准载具传送设备1的传送高度并回收空载的玻璃载具,玻璃载具在传至多层收料架上时两侧与收料导向板63抵接,以避免玻璃载具跑偏。优选的,收料升降组件62设有两个,两个收料升降组件62相对设置于载具收料设备内的两侧,两个收料升降板共同承载多层收料架。
[0122]
可选的,载具收料设备内还设有沿竖直方向设置的光栅传感器64,用于实时检测载具收料设备上的空载玻璃载具的数量。
[0123]
可选的,载具收料设备内设有用于容纳收料小车的收料让位槽,收料小车用于运输多层收料架,收料让位槽的两侧均设有导向轮组65,用于引导收料小车进入预定的收料位置。
[0124]
注意,上述仅为本实用新型的较佳实施例及所运用技术原理。本领域技术人员会理解,本实用新型不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本实用新型的保护范围。因此,虽然通过以上实施例对本实用新型进行了较为详细的说明,但是本实用新型不仅仅限于以上实施例,在不脱离本实用新型构思的情况下,还可以包括更多其他等效实施例,而本实用新型的范围由所附的权利要求范围决定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 连杆机构

 热门咨询
热门咨询




tips