
 商标分类
商标分类  商标转让
商标转让 
一种卷材包覆机器人的制作方法
 2021-02-18 21:02:50|
2021-02-18 21:02:50| 313|
313| 起点商标网
起点商标网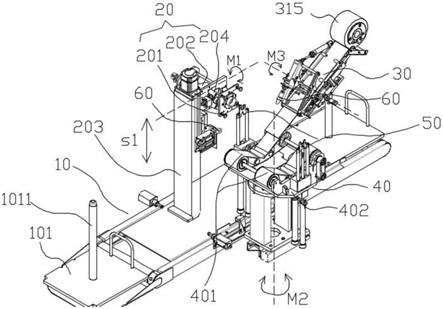
[0001]
本实用新型涉及一种卷材包覆机器人。
背景技术:
[0002]
卷材的包装技术:在一些卷材(需要保护的特殊材料薄膜卷、面卷等)在成卷之后,往往还在需要将卷材包装,以起到保护卷材的作用。
[0003]
中国专利:2018202780105公开了一种类似用于包装卷材的技术,此类技术要求卷材中心空心,将卷材套入保护膜后,使保护膜的长度大于卷材的长度,用热压的方式,将保护膜两端的端口压融密封后,两根和卷材中心空心对齐的顶杆将多余的保护膜推入卷材中心空心内即完成了对卷材的包装密封。然而,该技术中,在保护膜两端被热熔密封时候,保护膜内容易憋入空气,在后期将多余的保护膜推入卷材中心空心部位时候容易遇到阻力而无法完全将多余的保护膜推入卷材中心空心部位。
[0004]
另外一种技术采用热缩的技术,参考中国专利:2011201450680,该技术中,保护膜将卷材外层卷起后,两端预留了足够的长度,两端的保护膜伸入加热装置,则两端的保护膜会收缩而自然收紧以包裹卷材,然后该种技术中,卷材两端多余的保护膜在收到加热时候,收缩的方向不确定,可能无法包紧卷材。
技术实现要素:
[0005]
为解决上述问题,本实用新型提供了一种卷材包覆机器人。
[0006]
本实用新型的卷材包覆机器人,包括:
[0007]
卷材支撑台:用于支撑卷材,所述卷材支撑台可以转动,以将所述卷材两端面朝向调换;
[0008]
盖板输送装置:用于输送盖板,其中,所述盖板边沿设置围栏;
[0009]
机械手:用于抓取所述盖板输送装置上的盖板,并且将所述盖板的围栏嵌套插入卷材端面。
[0010]
在一些具体实施方式中,所述卷材包括两端向外延伸的卷轴,所述盖板中心设置通孔;所述机械手抓取盖板,使通孔正对所述卷材的卷轴后,将盖板穿过卷轴插入卷材端面。
[0011]
在一些具体实施方式中,还包括:升降支撑组件、胶布放卷装置以及输送装置;升降支撑组件:所述升降支撑组件上升,以支撑位于输送装置上卷材的两端卷轴;胶布放卷装置:当所述卷材被支撑组件抬起,胶布放卷装置送出胶布起始边沿c,并将所述胶布起始边沿c输送到被抬起的卷材下方,其中,所述胶布起始边沿的贴合面同时正对于卷材以及盖板;输送装置:安装于卷材支撑台,并且卷材放置于所述输送装置上,当所述胶布起始边沿c位于卷材下方,所述升降支撑组件下降,以及使盖板以及卷材同时压到并且粘住胶布起始边沿c,此时,所述卷材与输送装置接触;输送装置拖动卷材转动,以便于带动胶布缠住并且粘住盖板和卷材。
[0012]
在一些具体实施方式中,所述胶布放卷装置包括:左压块、右压块、左垫块、右垫块、主推杆以及滑轨;所述左垫块和右垫块滑动安装于滑轨,以使左垫块和右垫块相互靠近或者相互背离;所述左压块和右压块移动,以分别使左压块将胶布一侧压在左垫块和使右压块将胶布的另一侧压住右垫块;所述主推杆推动滑轨移动,以使压在左压块和右压块上的胶布起始边沿伸到卷材下方。
[0013]
在一些具体实施方式中,当左垫块和右垫块相对移动并且贴紧时候,左垫块和右垫块相对的边沿拼接成间隙d。
[0014]
在一些具体实施方式中,还包括第一左气缸、第二左气缸、第一右气缸以及第二右气缸;所述第一左气缸固定于左垫块,第一左气缸的伸缩杆驱动左压块移动;所述第一右气缸固定于右垫块,第一右气缸的伸缩杆驱动右压块移动;所述第二左气缸固定于滑轨上,第二左气缸驱动左垫块沿着滑轨滑动;所述第二右气缸固定于滑轨上,第二右气缸驱动右垫块沿着滑轨滑动。
[0015]
在一些具体实施方式中,还包括两根以上阻挡杆;所述阻挡杆设置滚轮;
[0016]
当盖板插入卷材端部后,所述阻挡杆的滚轮和盖板接触,并且挡住盖板边沿。
[0017]
在一些具体实施方式中,所述输送装置为“v”状皮带,电机带动“v”状皮带传动,从而带动卷材转动。
[0018]
本实用新型的技术中,可以用保护膜缠绕于卷材的回转轮廓外表面,两端面可以另外设置盖板进行封装,盖板边沿设置护栏,当保护膜缠绕于卷材的回转轮廓外表面后,盖板从卷材的端面插入卷材,盖板插入卷材的过程中,护栏嵌套入卷材端面,一方面可以密封卷材的端面,另一方面可以将缠绕于卷材的保护膜两端压住,防止保护膜两端褶皱掀起。本技术的方案即适合于无中心轴的卷材,也适合有中心轴的卷材(针对于有中心中的卷材,只需要在盖板中间开设通孔即可,使用时候,使通孔进入卷轴,卷轴进入通孔时候,也可以进一步起到定位盖板的作用)。
附图说明
[0019]
图1为本实用新型一实施方式的卷材包覆机器人结构示意图;
[0020]
图2为图1中卷材包覆机器人的工作原理示意图;
[0021]
图3为本实用新型卷材包覆机器人的盖板插入卷材端面原理示意图;
[0022]
图4为本实用新型另一实施方式的卷材包覆机器人工作原理示意图;
[0023]
图5和图6为本实用新型的胶布放卷装置结构示意图;
[0024]
图7为图6中m处的局部放大示意图;
[0025]
图8和图9为本实用新型一实施方式的左压块和右压块工作原理示意图。
具体实施方式
[0026]
以下参考附图,对本实用新型予以进一步地详尽阐述。
[0027]
附图仅用于示例性说明,不能理解为对本专利的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
[0028]
在实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、
“
连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以是通过中间媒介间接连接,可以说两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在实用新型的具体含义。下面结合附图和实施例对实用新型的技术方案做进一步的说明。
[0029]
一种卷材包覆机器人,包括:
[0030]
卷材支撑台40:用于支撑卷材,所述卷材支撑台40可以转动,以将所述卷材两端面朝向调换;
[0031]
盖板输送装置10:用于输送盖板,其中,所述盖板边沿设置围栏;
[0032]
机械手20:用于抓取所述盖板输送装置10上的盖板,并且将所述盖板的围栏嵌套插入卷材端面。
[0033]
参考图1和图2,本实用新型的一个实施例中,卷材支撑台40可以设置一旋转板402,可以通过一电机驱动旋转板402的转动,也可以在旋转板402背面固定一从动齿轮,通过另外一个主动齿轮啮合,电机驱动主动齿轮,从而带动从动齿轮转动,从动齿轮再带动旋转板402转动,驱动旋转板402转动的技术手段可以理解为现有技术中的任意一种,其只要实现驱动旋转板402转动的都可以。
[0034]
本实用新型技术方案所述的机械手20的一实施例中,机械手20可以独立设置于旋转板402一侧,即正对旋转板402的一侧(并非设置于旋转板上),该机械手20可以包括吸盘201、旋转气缸202以及伸缩气缸204,旋转气缸202通过滑块滑动安装于立柱203,伸缩气缸204安装于旋转气缸202(可以另外设置其他支撑架安装),其中,吸盘201通过支架安装于伸缩气缸204的伸缩杆,伸缩气缸204可以驱动支架移动,以使吸盘201前移或者后退,如此,该机械手20可以在立柱203上沿着箭头s1所示方向升降,旋转气缸202也可以沿着箭头m1方向旋转,盖板输送装置10布局于立柱203下方或者旁边,盖板整齐堆叠于盖板输送装置10,或者通过盖板托盘101乘放,通过盖板输送装置10输送,使堆叠的盖板71移动到预设位置(参考图2中箭头s2所示),这个预设位置可以根据实际需求设计,可以在吸盘201的正下方,需要抓取盖板71的时候,机械手20沿着m1方向旋转,使吸盘201吸附部件朝下,机械手20沿着s1方向向下移动,直至吸盘201的吸附部件顶到位于吸盘201正下方的盖板71,从而将累叠的最顶部的盖板71吸住,然后机械手20上升至和放置于卷材支撑台40的卷材70高度相适应(参考图2)的位置,然后旋转气缸202旋转(通常旋转九十度),使吸盘201吸附的盖板71正对位于卷材支撑台40上的卷材70的端面,最后伸缩气缸204驱动支架伸长,从而吸盘201带动盖板71前进,使盖板71的护栏710嵌套插入卷材70的端面,最后吸盘201泄气放松并且缩回复位,完成对卷材70一端的封装,然后旋转板402水平转动180
°
,使卷材70的另一端掉头,即未封装密封盖板71的另一端和已经封装盖板71的一端相互掉头,使未封装密封盖板71的另一端朝向机械手20一侧,以待机械手20重新抓取盖板71对其封装,同理,机械手20重复上述动作抓取下一个盖板71插入卷材70的另一端,至此,完成了卷材的另一端端封装密封。
[0035]
需要说明的是,以上所述的机械手20,除了可以采取上述实施例的机械手外,还可以采取现有技术中的任何一种机械手或者抓取装置,只要可以抓取盖板71即可。盖板输送装置10应该做广泛的理解,可以是输送带10,也可以是其他具备物料搬运移动的用来叠放盖板的小推车等等,也可以是一固定于机械手正下方的托板或者工位,由人工或者其他搬运装置往托板或者工位叠放最终达到添加盖板的目的。
[0036]
上述技术可以适应于卷材70中心两端没有芯轴外伸的情况,针对具备芯轴外伸的情况还可以做如下进一步设计:
[0037]
参考图3,当所述卷材70包括两端向外延伸的卷轴712时,所述盖板71的中心设置通孔711,相应的,放置于盖板输送装置10用来承托盖板的托盘设置定位杆1011,在将盖板71放置于盖板输送装置10时候,将盖板71放置于托盘,通孔711穿过定位杆1011以固定累叠的盖板71;所述机械手20抓取盖板71,使该盖板71和卷材中待密封的端面正对时候,通孔711正对所述卷材70的卷轴712,此时,盖板71朝向卷材端面方向前进,盖板71的通孔711穿过卷轴712插入卷材70端面,参考图3箭头s4方向所示,盖板71边沿设置护栏(或者褶皱出、注塑出护栏),护栏可垂直于盖板71,或者设计成喇叭状开口,以便起到引导自定心嵌套插入卷材端面的作用,在将盖板71靠近卷材70端面时候,护栏插入并且嵌套入卷材70而卡在卷材70内(该盖板71的设计也适合上述卷材没有设置卷轴的情形),如图3中箭头s4所示为盖板71插入卷材70的原理示意图,当盖板71插入卷材70端面后,可以将缠绕于卷材回转面的保护膜的两端部压紧密封,同理,依照上述原理,当卷材70一端盖上盖板71后,旋转板转动,从而使卷材70转动,使未盖上盖板的一端和已经盖上盖板的一端调换,机械手20抓取另外一个盖板71,使盖板71上的通孔711对准另外一端卷轴712,并且移动插入面卷。
[0038]
参考图1、图2和图4,在一些具体实施例中,还包括:升降支撑组件50:所述升降支撑组件50上升,以支撑设置于所述卷材支撑台40上的输送装置401的卷材两端卷轴;胶布放卷装置30:当所述卷材被支撑组件50抬起,胶布放卷装置30输送出胶布起始边沿c,并将所述胶布起始边沿c输送到被抬起的卷材70下方后,所述胶布起始边沿c的贴合面同时正对于卷材以及盖板;输送装置401:安装于旋转板402上,用于支撑卷材,当所述胶布起始边沿c位于卷材下方(如图4所示,位于卷材和输送装置之间),所述升降支撑组件50下降,带动卷材下降压到胶布起始边沿c,以使胶布起始边沿c同时粘住卷材70以及盖板71,此时,所述卷材70与输送装置401接触;输送装置401工作从而拖动卷材转动,以便于带动胶布缠住并且粘住盖板71和卷材70。
[0039]
升降支撑组件50可以是支撑杆,支撑杆顶部开设与卷材卷轴对应的凹槽,支撑杆可升降(如图4中的箭头s5所示)安装于旋转板402上并且可以跟随旋转板402一块转动,支撑杆的升降运动可以通过气缸411驱动(气缸也可以跟随旋转板402转动)。
[0040]
参考图4,使用的时候,在将卷材70放在卷材支撑台40上的输送装置401之前,支撑杆为回缩状态(即处于下降的状态),当卷材70放在卷材支撑台40的输送装置401上,待卷材70两端的盖板71已经插入卷材两端(如图3中的箭头s4所示),为了便于从卷材端部插入盖板71,卷材的轴向长度可以稍微大于支撑台40上输送装置401的宽度,以使卷材放在输送装置401上后,卷材的两端外伸出一段于输送装置401的两端,当卷材两端面盖上盖板后,气缸411的伸缩杆上升,从而推动支撑杆上升,当气缸411的伸缩杆推动支撑杆顶端上升到位于输送装置上的卷材两卷轴的高度,由于凹槽开口向上,并且与卷轴正对,则卷轴进入支撑杆的凹槽,并且由凹槽底部将卷材的卷轴顶起,即将卷材被顶起,此时,由于卷材被从输送装置上抬起,卷材底部和输送装置401之间出现空隙g,然后,胶布放卷装置30输送出胶布起始边沿c,并将所述胶布起始边沿c输送到被抬起的卷材70和输送装置401之间(参考图4中箭头s7方向所示的空隙g),此时,胶布起始边沿c的贴合面同时正对盖板71的边沿(或者护栏外侧壁)以及盖板附近的卷材,由于胶布的朝向设置为带粘胶的一面朝向盖板71的边沿(或
者护栏外侧壁)以及卷材70送出(即图4中胶布的粘贴面朝上),最后,气缸411驱动支撑杆下降,支撑杆带动卷材70下降(如图4中箭头s5所示方向的反方向),使插入盖板后的卷材70的外侧壁和输送装置401表面接触,这个过程中,卷材70带着盖板的端部压住胶布起始边沿c,从而胶布起始边沿c将卷材70以及插入卷材70的盖板71同时粘住,最后,输送装置工作,驱动卷材转动(如图4中的箭头m8所示),同时,胶布放卷装置30放卷,使胶布卷入卷材粘住卷材以及卷材端部的盖板,将盖板黏贴在卷材上以实现进一步密封的作用,进一步防止盖板掉落,当卷材一端的盖板71被粘住后,一切刀将胶布切断,卷材继续转动将被切断的胶布卷入,然后,卷材支撑台40(旋转板402)转动,使盖板已经被胶布粘住的卷材的一端和卷材上未被胶布粘住的另一端盖板掉头,循环上述工作过程,便可以将另一端盖板也黏贴在卷材上;此过程的顺序也可以这样:当卷材上一端的盖板插入卷材,胶布粘贴工作跟随进行,将盖板黏在卷材上后,卷材旋转掉头,给卷材的另一端插入盖板,胶布黏贴工作再跟随进行。
[0041]
最终,用于切断胶布的切刀可以采用现有技术中任何一种,例如,使刀片从胶布侧边划过而将胶布切断,或者刀片正对胶布,当需要切断胶布,刀片正向胶布移动而将胶布闸断。
[0042]
本实用新型中所述的胶布放卷装置包括了现有技术中任何一种胶布放卷装置,其常见的结构为包括用于插入胶布中心孔的转轴,夹持胶布起始边沿c的两块夹板,放卷的时候,当胶布被两夹板夹持送到和卷材以及盖板正对的位置时候,胶布的粘贴面朝向卷材以及盖板,以便于卷材和盖板下降压到胶纸粘贴面而使胶布起始边沿c自动贴入卷材和盖板,也即,在本实用新型的技术方案中,胶布的粘贴面朝上。另外,关于胶布放卷装置30,本实用新型提供了一种实施例如下:
[0043]
参考图5和图6,所述胶布放卷装置30包括:左压块301、右压块302、左垫块312、右垫块313、主推杆(主推杆可以是主气缸311的伸缩杆)以及滑轨306;所述左垫块312和右垫块313滑动安装于滑轨306,左垫块312和右垫块313沿着滑轨306滑动,以使左垫块312和右垫块313沿着滑轨306方向上相互靠近或者相互背离;所述左压块301和右压块302移动,以分别使左压块301将胶布一侧压在左垫块312和使右压块302将胶布的另一侧压在右垫块313;所述主推杆推动滑轨306移动,以使压在左压块301和右压块302上的胶布起始边沿c伸到卷材下方,即,左压块301将胶布起始边沿c的一侧压在左垫块上,右压块302将胶布起始边沿c的另一侧压在右垫块上,最终,左垫块和右垫块随着滑轨移动而移动,从而,将胶布起始边沿c伸到卷材下方。
[0044]
使用的时候,左垫块312和右垫块313在滑轨306上相对滑动而相互靠近并拢(参考图5箭头s2所示),将胶布起始边沿c牵引至左压块301和右压块302下方后(第一次使用,可以由人工拉扯将胶布起始边沿c牵引至左压块301和右压块302下方),左压块301和右压块302向下移动,从而将胶布起始边沿c的两端压住(还可以包括胶布引导槽305和压辊338,成卷胶布315进入胶布引导槽305并且被压辊338按压定位后,伸到左垫块312和右垫块313上,如图6中箭头s7方向所示,此时,胶布的粘贴面朝上),左压块301和右压块302压住胶布起始边沿c的两侧后,主推杆推动滑轨306移动,以推动滑轨306上的左压块301、右压块302、左垫块312、右垫块313以及胶布起始边沿c同时移动(移动方向如图4中箭头s7所示),从而将胶布起始边沿c送至卷材和输送装置之间的空隙g(胶布的黏贴面朝向并且正对卷材以及盖板),参考图4、图6中箭头s7所示,胶布起始边沿c进入空隙g后支撑杆带动卷材70下降而将
胶布起始边沿c压住,从而粘住胶布起始边沿c,此后,左垫块312和右垫块313在滑轨306上同时相背滑动相互背离(参考图5中箭头s2的反方向),这里可以设计左压块301和右压块302上升抬起解除对胶布的压力后分别与左垫块312和右垫块313同时相背移动,即,左压块301和左垫块312、右压块302和右垫块313同时从胶布的左右外侧边沿(胶布起始边沿c宽度方向的两个边沿,图5中箭头s2所示的反方向)撤出后,此时,胶布的起始边沿c已经粘住卷材的端部(盖板的侧壁护栏和部分卷材回转表面被同时粘住)卷材70开始转动,参考图4中的箭头m8示意,与此同时,胶布放卷,胶布同时粘住盖板边沿和卷材最外层保护膜,以实现将盖板粘在卷材上,达到密封的效果,当第一卷卷材的一个盖板被完全粘住在卷材外层的保护膜上后(胶布缠绕的圈数由设计人员设定,大于等于一圈适宜),切刀将胶布切断。
[0045]
上述过程,在左压块301和左垫块312、右压块302和右垫块313同时从胶布的左右外侧边沿(胶布宽度方向的两个边沿,图5中箭头s2所示的反方向)撤出后,切刀将胶布切断之前,左压块301和右压块302上升分别位于左垫块和右垫块上方以留下缝隙,然后,左压块301、左垫块同时向胶布边沿的左侧边沿撤出,以及右压块和右垫块同时同时向胶布边沿的右侧边沿撤出(左压块301、左垫块作为一组部件、右压块和右垫块作为另外一组部件,两组部件相背移动,移动方向参考图5中的箭头s2的反方向),最后,滑轨306后退,即左压块301和左垫块312、右压块302和右垫块313后退,参考图4中箭头s7所示方向的反方向后退一段距离(这段距离由设计人员预定,最终位置使左压块301和左垫块312、右压块302和右垫块313位于待放卷的成卷胶布315和卷材70之间),然后左垫块312和右垫块313在滑轨306上相对滑动相互靠近并拢以重新垫在(或者位于)从成卷胶布315上拉出来的胶布底部(左压块301和右压块302同时跟随左垫块312和右垫块313移动,从而左压块301和右压块302此时分别位于胶布两侧边并且位于胶布的正上方),此过程中,左压块301和右压块302分别位于左垫块312和右垫块313上方的位置,即处在胶布两边沿的正上方,然后,左压块301和右压块302向下移动,靠近左垫块312和右垫块313,以重新将胶布的新的胶布起始边沿c压紧;最终,切刀在卷材和左压块301(或者右压块302)之间的位置将胶布切断,被切断的胶布一端继续卷入并且粘入卷材,胶布另一端和成卷胶布315相连的端口变成新的胶布起始边沿c,而这新的胶布起始边沿c刚好被左压块301和右压块302压在左垫块312和右垫块313上以待下一次循环的自动输送和缠绕工作,以实现自动工作。
[0046]
本实用新型的胶布放卷装置30设计一方面可以实现胶布起始边沿c自动输送和自动夹持作用,另一方面,左压块301和右压块302压在左垫块312和右垫块313从胶布宽度的左右两端同时撤出,可以防止胶布褶皱而自粘。
[0047]
对于左压块301和右压块302的升降移动、以及左垫块312和右垫块313的相对或者相背移动,可以通过相应设置气缸来实现,其中,左压块301和右压块302的相对和相背移动可以跟随左垫块312和右垫块313移动。更具体的实施例如下:
[0048]
参考图5和图6,本实用新型的技术方案中还包括第一左气缸307、第二左气缸310、第一右气缸308以及第二右气缸309;所述第一左气缸307固定于左垫块312(以使第一左气缸307跟随左垫块312移动),第一左气缸307的伸缩杆驱动左压块301移动(以靠近或者远离左垫块312而压住或者释放胶布左侧边沿);同理,所述第一右气缸308固定于右垫块313(以使第一右气缸308跟随右垫块313移动),第一右气缸308的伸缩杆驱动右压块302移动(以靠近或者远离右压块302,压住或者释放胶布的右侧边沿);所述第二左气缸310(气缸筒)固定
于滑轨306上,或者通过其他支撑部固定于滑轨306上,第二左气缸310的伸缩杆驱动左垫块312沿着滑轨306滑动;所述第二右气缸309(气缸筒)固定于滑轨306上,或者通过其他支撑部固定于滑轨306上,第二右气缸309的伸缩杆驱动右垫块313沿着滑轨306滑动,以使左垫块312和右垫块313相对或者相背移动。
[0049]
上述左压块301和右压块302的移动可以是通过第一左气缸307和第一右气缸308(他们可以通过其他支架固定于左垫块和右垫块)竖直方向驱动它们上下移动,也可以如下设计:
[0050]
参考图8和图9,左压块301和右压块302相应的技术设计一样,现以左压块301为例说明,左压块301(图中虚线轮廓表示左压块301)连接于一销轴b,销轴b在折形槽304内移动,这个折形槽304的结构为包括两段,一段是水平设置,一段是和水平段相连的向下方向倾斜的倾斜段,如图8或者图9所示,销轴b在第一左气缸307的推拉下可以在折形槽304内移动,从而带动左压块301按照折形槽304轨迹移动,其中,第一左气缸307的缸筒端部通过铰接座334安装于左垫块312,当需要使左压块301下压并且与左垫块312相抵的时候,第一左气缸307的伸缩杆往s8方向推动销轴b沿着折形槽304的水平段移动,当销轴b遇到与水平段接壤的向下倾斜段,销轴b沿着倾斜段轨迹向下移动,从而带动左压块301下压胶布起始边沿c,其中,支撑块303固定于左垫块312,折形槽304开设于支撑块303的侧壁。
[0051]
进一步地,参考图5,当左垫块312和右垫块313沿着s2方向相对移动并且贴紧时候,左垫块312和右垫块313相对的边沿拼接成间隙d。
[0052]
如图4、图5和图6所示,胶布被左压块301和右压块302压在左垫块312和右垫块313后,此时,左垫块312和右垫块313处于并拢状态,即胶布起始边沿c从成卷胶布315拉出后进入胶布引导槽305并且被压辊338按压定位,最终胶布起始边沿c伸到左垫块312和右垫块313上,如图6中箭头s7方向所示,并且胶布起始边沿c在间隙d上面经过(覆盖间隙d),如图6所示,虚线部分示意为左垫块312和右垫块313合拢后形成的侧向开口向外的间隙d,胶布起始边沿c覆盖并且位于间隙d上,如图6上的箭头s7所示,胶布在间隙d上经过后,胶布在间隙d两边沿被左压块301和右压块302压在左垫块312和右垫块313上,工作的时候,参考图4,被左压块301和右压块302压在左垫块312和右垫块313上的胶布起始边沿c沿着s7方向送入卷材70和输送装置之间的空隙g(通过推动滑轨306向s7方向移动送入空隙g),其中,在空间设计上,使插入卷材端部的盖板71和盖板71附近的局部宽度的卷材(或者成为卷在卷材转动轮廓上的最外层保护膜)正对间隙d,当胶布起始边沿c被送入空隙g后,盖板71和盖板71附近的局部宽度的卷材正对间隙d;卷材70下降后,盖板71和盖板71附近的局部宽度的卷材正向压在间隙d上的胶布,从而间隙d处的胶布同时将盖板71和盖板71附近的局部宽度的卷材粘住,而没有压住左垫块312和右垫块313,在左垫块312和右垫块313沿着滑轨306相背滑动从胶布起始边沿c的左右两边撤出时候,没有受到卷材的按压,可以防止卷材移位或者抖动,也免于卷材的压力,使其更容易撤出。
[0053]
进一步地,还包括两根以上阻挡杆60;所述阻挡杆60设置滚轮;
[0054]
当盖板插入卷材端部后,所述阻挡杆60的滚轮和盖板接触,并且挡住盖板边沿。两个以上的阻挡杆60可以作为两个以上的支点,从侧面挡住插入卷材端部的盖板,以防止用胶布粘贴密封之前的盖板掉落,在进行黏贴胶布密封的时候,在盖板被挡住的过程中,卷材转动,卷入胶布粘贴盖板和卷材外的保护层过程中,阻挡杆60实时挡住盖板侧壁,为了减少
阻挡杆60和盖板侧壁的摩擦力,特定在阻挡杆60上设置了滚轮,滚轮接触盖板阻挡盖板的同时,滚轮跟随盖板转动。
[0055]
两根以上的阻挡杆60可以设计成可以移动的方式,当盖板需要插入卷材时候,阻挡杆60移动散开,以防止阻挡杆60阻挡盖板插入卷材;当盖板插入卷材后,则阻挡杆60移动靠拢并且滚轮和盖板侧壁接触;以设计两根阻挡杆60为例,其中一根阻挡杆60可以滑动安装于立柱203,该阻挡杆60在立柱203上的滑动,可以到达一个空间位置,该空间位置刚好与当盖板插入卷材后的盖板外侧壁相抵,这可以通过设计空间的排布实现,另一个阻挡杆60可以安装在胶布放卷装置30,胶布放卷装置30带着胶布起始边沿c送往卷材和输送装置之间的空隙g过程中,该阻挡杆60跟随移动(跟随滑轨306移动),从而当盖板插入卷材后盖板外侧壁与盖板的外侧壁相抵,当胶布放卷装置30退回,即主推杆带动滑轨306退回,该阻挡杆60离开盖板的侧壁。
[0056]
更优地,参考图1,所述输送装置401为“v”状皮带,一电机带动“v”状皮带传动,从而带动卷材转动,可以是两条“v”状皮带,用来支撑卷材的两端。“v”状皮带为一闭环皮带,通过电机等动力源带动闭环皮带输送工作,“v”状皮带中部设置滚轴,该滚轴将皮带的中部压下,从而皮带的两端高,中部低,总体呈“v”状形态而用来支撑卷材,“v”状皮带的传动,可以带动与“v”状皮带接触的卷材转动(同时又支撑升降支撑组件50该卷材连段的卷轴)从而便于胶布卷入并且粘贴盖板和卷材。
[0057]
需要说明的是,和胶布贴合面接触的部件均可以涂防粘层,例如特氟龙材料,纳米陶瓷材料等,例如,用于按压胶布起始边沿c的左压块301和右压块302,由于胶布起始边沿c的贴合面朝上,左压块301和右压块302和胶布起始边沿c相对的平面可以涂防粘层(特氟龙等材料),防止胶布粘死在左压块301和右压块302,以便于左压块301和右压块302上升或者从胶布左右两侧撤出而不会被胶布粘贴并且将胶布扯出来,又例如压辊338外表面也可以涂抹防粘层,以防止压辊338压住胶布粘贴面的时候与粘贴面接触而被粘上,增加胶布的放卷阻力,影响胶布的放卷效果。
[0058]
另外,需要说明的是,可以采用任何一种现有技术的卷材起卷技术,当保护膜将卷材的回转轮廓缠绕后,由人工,或者另外的机械手自动将缠绕完保护膜的卷材搬运放置于输送装置上,具体的机械手可以设置两夹块,夹住卷材的两端卷轴后,再通过另设置于输送装置上的滑轨滑动到输送装置正上方,两夹块向下移动从而卷材被放置于输送装置上,等待盖板插入卷材的两端面。
[0059]
图中,描述位置关系仅用于示例性说明,不能理解为对本专利的限制;显然,本实用新型的上述实施例仅仅是为清楚地说明实用新型所作的举例,而并非是对实用新型的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在实用新型权利要求的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips