
 商标分类
商标分类  商标转让
商标转让 
混合构件以及用于制造混合构件的方法与流程
 2021-02-07 01:02:43|
2021-02-07 01:02:43| 401|
401| 起点商标网
起点商标网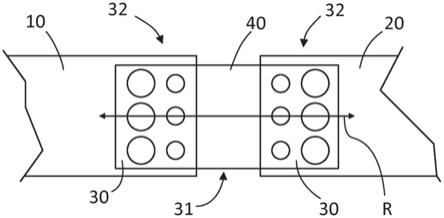
[0001]
本发明涉及一种混合或复合构件以及一种用于制造混合或复合构件的方法。
背景技术:
[0002]
所述型式的混合构件或复合构件是包括多种不同材料的部件或构件。这是必要的,例如以便满足一定的刚度或强度要求,并且/或者以便(同时)达到重量目标等。就此而言,例如从de 10 2004 010 762 a1已知一种复合构件,该复合构件包括金属板结构以及至少部分浇注到金属板结构上的轻金属结构,其中,在金属板结构中在包封浇注区域中引入有通孔,并且金属板结构至少在包封浇注区域中设有涂层,该涂层有电绝缘作用。金属板结构尤其是钢板、铝板或镁板。此类材料连接的缺点在于,由于在不同材料的过渡部位或连接区域上使用的材料具有不同的弹性模量,因此出现刚度突变,刚度突变特别是在动态载荷时在持久性方面造成缺点。可能导致此类构件过早失效。
技术实现要素:
[0003]
因此本发明的任务在于,给出一种混合构件以及一种用于制造混合构件的方法,该混合构件和方法进一步发展已知的构件和方法、具有高的耐久性并且可快速制造。
[0004]
该任务通过根据权利要求1的混合构件以及通过根据权利要求10的方法得以解决。由从属权利要求以及说明书和附图获取其它优点和特征。
[0005]
根据本发明,混合构件包括至少两个构件部段,所述构件部段通过至少一个连接部段连接,其中,所述至少一个连接部段沿接合方向延伸,其中,第一构件部段由第一材料形成或制成,该第一材料具有第一弹性模量,并且第二构件部段由第二材料形成或制成,该第二材料具有与第一弹性模量不同的第二弹性模量,并且所述至少一个连接部段形成为,至少补偿各构件部段之间的刚度突变,方式为,所述至少一个连接部段的刚度沿接合方向并且朝向具有较高弹性模量的构件部段方向增加。根据一种优选的实施方式,混合构件或复合构件是用于机动车辆、例如乘用车、商用车或摩托车的构件或部件。特别是,(混合)构件可以是框架或结构构件。有利地,所述至少一个连接部段构成或形成为,使得各构件部段的不同原料或材料之间的刚度突变平滑或尽可能平滑地进行,换言之,尽可能不出现刚度突变。这实现的方式为,连接部段沿接合方向的刚度朝向具有较高弹性模量的材料的方向或朝向较硬的构件部段方向增加。因此构成有渐变过渡,该渐变过渡形成混合的过渡区或过渡结构,在该混合的过渡区或过渡结构中在限定的间距上应该或能够调节两个构件部段的刚度或弹性模量。根据一种实施方式,第一材料相应于第一原料,并且第二材料相应于第二原料。备选地,第一材料和/或第二材料然而相应地也可以是原料混合物,其中,该混合物接下来具有相应的弹性模量。可以根据更下方给出的公式进行各个弹性模量的计算。
[0006]
符合目的地,连接部段被第一构件部段或第二构件部段包围或包覆或者被嵌入到相应的部段中。
[0007]
根据一种优选的实施方式,所述至少一个连接部段被包封浇注,例如在低压压铸
中、在压铸中或在使用塑料时例如也在注塑中。
[0008]
优选地,所述至少一个连接部段由一个(单独的)插入元件或由各所述构件部段之一形成或提供。根据一种实施方式,两个构件部段直接或紧挨地连接或间接地、即借助所述插入元件或必要时也借助多个插入元件连接。制造可能性有利地相应多样化。构件部段本身同样可用多种方式制造。根据一种实施方式,第一构件部段或第二构件部段也是成型部件。根据一种实施方式,插入元件是铸件、例如压铸件。根据一种实施方式,插入元件是金属板、例如是钢板或铝板。
[0009]
根据一种实施方式,所述至少一个连接部段具有穿孔或孔图,该穿孔或孔图构造成,使得连接部段的刚度沿接合方向增加或减少。根据一种实施方式,连接部段具有气孔结构或海绵结构或设计成气孔结构或海绵结构。气孔结构或海绵结构可以构成为层或包覆物。根据一种实施方式,连接部段然而也至少局部地构成为此类气孔结构或海绵结构。根据一种实施方式,有利地附加地制成此类结构。
[0010]
接合方向从第一构件部段延伸到第二构件部段,或者反之亦然。在此,术语“方向”不应理解为直线或类似物。“方向”例如也可以是呈弧形走向,“方向”取决于连接部段的设计。但是在此,接合方向位于连接平面中,并且不横向或垂直于连接平面。就此而言也应提及,所述至少一个连接部段的形状取决于混合构件或复合构件的几何结构。相应地,所述至少一个连接部段可以构成为简单的接片或舌片,但是必要时也可以具有(复杂的)三维设计。
[0011]
前述穿孔或孔图或气孔结构或海绵结构有利地能实现相应连接部段有针对性的减弱或刚度降低,并且因此能实现相应连接部段有针对性的调节或形成,以便使连接部段适配于邻接材料的刚度或弹性模量。
[0012]
根据一种实施方式,穿孔或孔图具有孔和/或凹部,所述孔和/或凹部沿接合方向具有不同的尺寸、密度、分布和/或定向。根据一种实施方式,孔和/或凹部朝向具有较高弹性模量的构件部段方向变得更小和/或更少、例如孔隙度下降。附加地或备选地,连接部段的壁厚调节为或选择为,使得壁厚朝向具有较高弹性模量的构件部段方向增加,由此也可以进行刚度适配。在使用插入元件的情况下,在此要一直注意,插入元件的材料的弹性模量有多高。
[0013]
优选地,连接部段设计为,使得弹性模量沿接合方向近似直线地减少或降低并且再次增加或升高,其中,在此斜率在0.5到1.5之间被证明是有利的,1.05的斜率或大约1.05的斜率被证明是特别有利的(上述值涉及斜率的数值)。上述弹性模量e在连接部段的区域中在此计算如下:
[0014]
e=e
10
*v
10
+e
20
*(1-v
20
),
[0015]
其中,e
10
表示连接部段的材料的弹性模量,v
10
表示连接部段的材料的体积份额,e
20
表示第一构件部段或第二构件部段的材料的弹性模量,并且v
20
表示在相应的区域中第一构件部段或第二构件部段的材料的体积份额。假定在此材料均匀混合。
[0016]
优选地,插入元件包括两个连接部段。备选地,插入元件然而也可以具有仅一个连接部段。
[0017]
优选地,在各连接部段之间设有自由部段。所述两个连接部段彼此间隔开距离。换言之,在所述两种材料之间或在所述两个构件部段之间构成或形成有间距或间隙,该间距
或间隙特别是对于混合构件的制造有利,因为所述两个构件部段的材料不直接接触。例如可以在压铸中利用第一材料包封浇注插入元件,以便接下来在时间上在此不久之后用第二材料包封注塑插入元件。直接包封注塑第一材料可能会由于其温度而还不可能实现。
[0018]
根据一种实施方式,自由部段具有孔和/或凹部。这在插入元件本身太硬时可能必要。符合目的地,在自由部段中也进行有针对性的刚度适配。
[0019]
根据一种实施方式,插入元件的材料的弹性模量位于第一材料和第二材料的弹性模量之间。仅由此可以至少减少所述两个构件部段之间的刚度突变。特别是结合合适构成的穿孔或相应结构化的孔图等,必要时还可以进一步优化过渡。根据一种实施方式,插入元件也由第一材料或第二材料制成。
[0020]
根据一种实施方式,第一材料是金属,并且第二材料是非金属。根据一种实施方式,金属特别是轻金属如镁和/或铝。非金属可以是塑料。然而备选地,第一材料也可以是非金属,并且第二材料也可以是金属。
[0021]
本发明还涉及一种用于制造混合构件的方法,该方法包括以下步骤:
[0022]
—提供由第一材料制成的元件;
[0023]
—利用第二材料沿连接部段至少局部地包封浇注所述元件,其中,连接部段沿接合方向延伸,并且所述第一材料具有与第二材料不同的弹性模量;
[0024]
—连接部段形成为,使得连接部段的刚度沿接合方向并且朝向具有较高弹性模量的材料方向增加。
[0025]
根据一种实施方式,与前述第一构件部段相应的元件也在压铸中、特别是在铝压铸中制成。有利地,通过相应的工具将穿孔或孔图引入到第一构件部段中。这例如可以通过经由相应的装置直接在压铸模具中进行冲压或切割来进行,并且/或者也可以在移除铸件后在附加步骤中实施。备选地,将插入元件置入到铸造工具中、特别是压铸工具中,并作为接合部位从构件、特别是第一构件部段中突出。
[0026]
根据一种实施方式,前述的气孔结构或海绵结构借助附加的制造方法制成。根据一种实施方式,连接部段本身附加地制成。根据一种实施方式,插入元件附加地制成。
[0027]
根据一种实施方式,该方法包括以下步骤:
[0028]
—通过机械加工形成连接部段。
[0029]
符合目的地,例如通过冲压或切割方法制造穿孔或孔图。备选地,穿孔或孔图也可以直接在浇注中制成或成型。
[0030]
根据一种实施方式,该方法包括以下步骤:
[0031]
—在注塑中利用第二材料进行包封浇注。
[0032]
第二材料在此尤其是塑料。根据一种实施方式,第二构件部段由塑料材料制成。所述至少一个连接部段能实现最多种材料的持久连接。
[0033]
连接部段能实现渐变的材料过渡,以实现不同材料特性在混合区域中的平滑过渡。特别是使用前述插入元件能实现通过热分离在一个设备中或在一个工具中形成两个过程。在金属部件(例如在压铸中)通常去温时,将损坏直接浇注的塑料部件。为了不通过否则必要的冷却时间而增加周期时间,通过附加的插入元件来确保热分离,由此可在不与仍热的金属部件直接接触的情况下注塑塑料部件。结果是减少构件成本和投资成本。
[0034]
特别是,用于由两个构件部段制造混合构件的方法是用于制造根据本发明的混合
构件的方法。与混合构件相关联提及的优点和特征类似地并且相应地适用于该方法,反之亦然。
附图说明
[0035]
由接下来借助附图对混合构件实施方式的描述来获取其它优点和特征。
[0036]
其中:
[0037]
图1示出具有插入元件的混合构件的一种实施方式;
[0038]
图2示出混合构件的一种实施方式,其中,连接部段由各所述构件部段之一构成;
[0039]
图3示出弹性模量在一个连接部段上的变化曲线。
具体实施方式
[0040]
图1示出混合构件的一种实施方式的示意图,该混合构件包括第一构件部段10和第二构件部段20,所述第一构件部段和第二构件部段通过插入元件40沿接合方向r连接。插入元件40包括或形成两个连接部段30,所述连接部段在在此示出的实施方式中具有孔图或穿孔32,孔图或穿孔的几何结构选择为,使得插入元件40到第二构件部段20和到第一构件部段10的刚度都减小。制成插入元件40的材料的弹性模量高于第一构件部段10和第二构件部段20的弹性模量。结果,至少局部地能实现渐变的材料过渡,或者材料特性在混合区域中或在连接部段30的区域中能达到平滑过渡。插入元件40包括两个连接部段30。在各连接部段30之间构成有(放大示出的)自由部段31,该自由部段能实现在第一构件部段10和第二构件部段20之间的热解耦或热分离的型式。这此外能实现短的制造过程,因为例如当由金属制成的刚被浇注的第一构件部段10或许还具有过高的温度时已经可以使由塑料制成的第二构件部段20一体成型。为了实现刚度在插入元件40整个长度上的均匀增加或减少的变化,可以相应地选择插入元件40的弹性模量,并且/或者自由部段31可以设有孔和/或凹部等,以有针对性地削弱。
[0041]
图2基本上示出混合构件的由图1已知的配置结构,该混合构件包括第一构件部段10和第二构件部段20。然而在此示出的实施方式中,连接部段30(包括穿孔或孔图32)直接由第一构件部段10制成。
[0042]
最后,图3示出弹性模量在第一构件部段10和第二构件部段20之间的一个连接部段上的示意性变化曲线,第一构件部段由具有弹性模量e1的材料/原料制成,第二构件部段由具有弹性模量e2的材料/原料制成。弹性模量e1高于弹性模量e2。然而通过一个相应构成的连接部段(参看例如图1和图2),可以在该连接部段的区域中提供弹性模量的变化曲线x,该连接部段能实现第一构件部段10和第二构件部段20之间的平滑过渡。如果评估弹性模量从第一构件部段10到第二构件部段20在过渡区或连接部段上的下降,那么根据材料配对,斜率在0.5和1之间、尤其是在大约1.05的范围内被证明是有意义的。在此处显示的简图中,斜率具有负值。
[0043]
附图标记列表
[0044]
10
ꢀꢀ
第一构件部段、元件
[0045]
20
ꢀꢀ
第二构件部段
[0046]
30
ꢀꢀ
连接部段
[0047]
31
ꢀꢀ
自由部段、间隙
[0048]
32
ꢀꢀ
孔图、穿孔
[0049]
40
ꢀꢀ
插入元件
[0050]
e1
ꢀꢀ
第一材料的弹性模量
[0051]
e2
ꢀꢀ
第二材料的弹性模量
[0052]
x
ꢀꢀ
弹性模量变化曲线
[0053]
r
ꢀꢀ
接合方向
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips