
 商标分类
商标分类  商标转让
商标转让 
一种汽车车窗的滚压断面焊接结构的制作方法
 2021-02-03 16:02:18|
2021-02-03 16:02:18| 295|
295| 起点商标网
起点商标网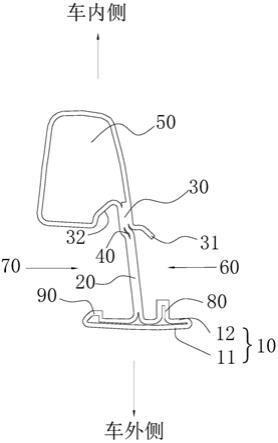
[0001]
本实用新型涉及车窗焊接技术领域,尤其涉及一种汽车车窗的滚压断面焊接结构。
背景技术:
[0002]
汽车车窗的滚压断面焊接结构主要是通过滚压成型出许多的折叠部并具有复杂的横截面形状,且横截面形状在与其它对手件装配时对密封能力、装饰性以及门框的整体强度起决定作用。
[0003]
但现有的结构中,多为三层的板料进行重叠焊接,质量较大且成本较高,同时焊接面易产生夹缝,导致后期在涂装过程中夹缝处烘不干造成爆液现象。
技术实现要素:
[0004]
针对现有技术的上述不足,本实用新型所要解决的技术问题在于,提出一种汽车车窗的滚压断面焊接结构,用于解决现有技术中成本高且焊接处易产生夹缝的问题。
[0005]
本实用新型解决其技术问题采用的技术方案是一种汽车车窗的滚压断面焊接结构,包括:
[0006]
第一断面,其具有第一边和处于所述第一边对侧的第二边,所述第二边向远离所述第一边方向凸出的形成第一凸起和第二凸起;
[0007]
第二断面,处于第二边远离第一边的一侧,所述第二断面为多边形;
[0008]
重叠面,一端连接于所述第二边的第一凸起和第二凸起之间,另一端连接所述第二断面,所述第二断面在与所述重叠面的连接处弯曲形成一斜槽,所述第二断面与所述重叠面的连接处偏向第一凸起方向延伸出一卡片;
[0009]
第一容纳部,处于重叠面的一侧,由卡片、重叠面及第一凸起围绕形成;
[0010]
第二容纳部,处于重叠面的另一侧,由斜槽、重叠面及第二凸起围绕形成。
[0011]
优选地,所述重叠面包括:
[0012]
第一重叠段,处于靠近第一断面的一端,由两层型材通过激光焊接组合形成;
[0013]
第二重叠段,处于靠近第二断面的一端,由三层型材通过激光焊接组合形成。
[0014]
优选地,该断面焊接结构还包括:
[0015]
抗变形分离部,设置在所述第一重叠段与所述第二重叠段的连接处,所述抗变形分离部由两层型材组成,且两层型材之间具有间隙。
[0016]
优选地,所述第一凸起的高度大于所述第二凸起的高度。
[0017]
与现有技术相比,本实用新型至少具有以下有益效果:
[0018]
一、本方案将断面从原来的三层料厚减少为两层料厚,降低了成本,减轻其质量,同时不降低其强度及使用寿命。
[0019]
二、采用激光焊接方式替代原有的轮点焊方式,使密封条安装面与焊接面无夹缝。
附图说明
[0020]
图1为实施例中滚压断面焊接结构的示意图;
[0021]
图中,10-第一断面,11-第一边,12-第二边;
[0022]
20-第一重叠段;
[0023]
30-第二重叠段,31-卡片,32-斜槽;
[0024]
40-抗变形分离部;
[0025]
50-第二断面;
[0026]
60-第一容纳部;
[0027]
70-第二容纳部;
[0028]
80-第一凸起;
[0029]
90-第二凸起。
具体实施方式
[0030]
以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
[0031]
请参照图1,本实用新型公开了一种汽车车窗的滚压断面焊接结构,包括:
[0032]
第一断面10,其具有第一边11和处于所述第一边11对侧的第二边12,所述第二边12向远离所述第一边11方向凸出的形成第一凸起80和第二凸起90;
[0033]
第二断面50,处于第二边12远离第一边11的一侧,所述第二断面50为多边形;
[0034]
重叠面,一端连接于所述第二边12的第一凸起80和第二凸起90之间,另一端连接所述第二断面50,所述第二断面50在与所述重叠面的连接处弯曲形成一斜槽32,所述第二断面50与所述重叠面的连接处偏向第一凸起80方向延伸出一卡片31;
[0035]
第一容纳部60,处于重叠面的一侧,由卡片31、重叠面及第一凸起80围绕形成;
[0036]
第二容纳部70,处于重叠面的另一侧,由斜槽32、重叠面及第二凸起90围绕形成。
[0037]
第一边11为车外侧边,呈较为平整的一边,第二边12处于第一边11对侧,且具有两个直角的凸起,这两个凸起主要用于和其他部位形成半包围空间;第二断面50处于车内的一侧,多边形的密封结构主要用于加强整个焊接结构的强度;第一容纳部60即是由卡片31、重叠面及第一凸起80三者所形成的半包围空间,用于阻隔雨水等;第二容纳部70由斜槽32、重叠面及第二凸起90三者形成的半包围空间,用于装配密封条。
[0038]
所述重叠面包括:
[0039]
第一重叠段20,处于靠近第一断面10的一端,由两层型材通过激光焊接组合形成;
[0040]
第二重叠段30,处于靠近第二断面50的一端,由三层型材通过激光焊接组合形成。
[0041]
该断面焊接结构还包括:
[0042]
抗变形分离部40,设置在所述第一重叠段20与所述第二重叠段30的连接处,所述抗变形分离部40由两层型材组成,且两层型材之间具有间隙。
[0043]
焊接时,激光焊接沿重叠面的长度方向照射,将整个夹缝焊接成密封状态,同时,第一重叠段20与第二重叠段30的料厚不一样,那么在两个重叠段的连接处,易产生应力集中,因此,在两者连接处还设置有抗变形分离部40,即留一段位置不进行焊接,从而达到缓冲作用,提高整个焊接结构的抗变形强度。
[0044]
所述第一凸起80的高度大于所述第二凸起90的高度。
[0045]
第一凸起80与第二凸起90的高度是为了适配密封条的厚度及保证阻隔雨水等的效果。
[0046]
本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 激光焊接

 热门咨询
热门咨询




tips