
 商标分类
商标分类  商标转让
商标转让 
一种改性塑料母粒及其在工程线缆支架加工中的应用的制作方法
 2021-02-02 10:02:23|
2021-02-02 10:02:23| 355|
355| 起点商标网
起点商标网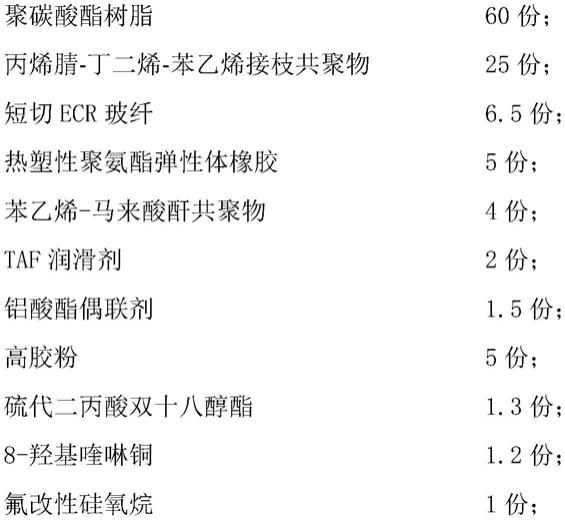
[0001]
本发明涉及工程塑料母粒技术领域,尤其是一种改性塑料母粒及其在工程线缆支架加工中的应用。
背景技术:
[0002]
工程线缆支架作为工程线缆布设中不可或缺的辅助安装组件,传统的工程线缆支架多是金属件,由于户外工程安装使用过程中,金属件会受到潮湿的空气或水分直接接触,从而导致腐蚀破坏的情况发生,而金属工程线缆支架在安装后,重新进行更换的过程较为复杂,其可能影响到已经布设的线缆使用,由于工程塑料具有重量轻、耐腐蚀性能好且结构强度高等优势,采用纯工程塑料或工程塑料加合金件进行设计的新式工程线缆支架越来越受到业内人士的亲睐,其应用也越来越广泛,而工程塑料在耐老化方面受到其使用场地的光照、湿度影响,因此,对工程塑料进行改性以提高其耐老化和提高结构强度的研究,将是非常具有积极现实意义的课题。
技术实现要素:
[0003]
针对现有技术的情况,本发明的目的在于提供一种加工性能好、阻燃性能好且成型的制品具有较优力学性能的改性塑料母粒及其在工程线缆支架加工中的应用。
[0004]
为了实现上述的技术目的,本发明所采用的技术方案为:
[0005]
一种改性塑料母粒,其原料包括如下重量份的组分:
[0006]
[0007]
作为一种可能的实施方式,进一步,所述的阻燃剂为以蛭石粉作为主载体,辅以滑石粉混合后,再加入聚芳氧基磷腈阻燃剂进行混合均匀制成,其中,蛭石粉、滑石粉、聚芳氧基磷腈阻燃剂的添加比例为5∶2∶1~2;优选的,蛭石粉、滑石粉、聚芳氧基磷腈阻燃剂的添加比例为5∶2∶1.4。
[0008]
作为一种可能的实施方式,进一步,所述的热塑性聚氨酯弹性体橡胶为聚酯型热塑性聚氨酯弹性体橡胶。
[0009]
作为一种较优的实施选择,优选的,本方案改性塑料母粒的原料包括如下重量份的组分:
[0010][0011]
基于上述的改性塑料母粒配方,本方案还提供一种改性塑料母粒的制备方法,其包括如下步骤:
[0012]
(1)分别将聚碳酸酯树脂和丙烯腈-丁二烯-苯乙烯接枝共聚物置于干燥设备中,以90~110℃的温度条件进行干燥处理至2~4h,使二者的湿度均小于0.04%;
[0013]
(2)将taf润滑剂、短切ecr玻纤、热塑性聚氨酯弹性体橡胶、苯乙烯-马来酸酐共聚物、铝酸酯偶联剂、硫代二丙酸双十八醇酯、8-羟基喹啉铜、氟改性硅氧烷、阻燃剂和1/2量的高胶粉进行混合均匀后,再将剩余1/2高胶粉加入其中并继续混合至均匀,获得助剂混合料;
[0014]
(3)将聚碳酸酯树脂、助剂混合料和丙烯腈-丁二烯-苯乙烯接枝共聚物依序加入到混料机中,并以400~600r/min的转速进行物料混合10~30min,同时将混料机的混料腔的温度控制在40~75℃,制得混合料,其中,所加入的聚碳酸酯树脂、丙烯腈-丁二烯-苯乙烯接枝共聚物均经过步骤(1)进行预处理;
[0015]
(4)在制得混合料15min内,将其转移至双螺杆挤出机的喂料口并投入其中,通过双螺杆挤出机进行熔融挤出,并依序经水冷、切粒、烘干、冷却后,获得改性塑料母粒。
[0016]
作为一种可能的实施方式,进一步,步骤(2)在混料过程中,混合环境的温度维持在40~60℃。
[0017]
作为一种可能的实施方式,进一步,步骤(4)中,双螺杆挤出机的螺杆转速为230~250r/min,且双螺杆挤出机的喂料口至其挤出端之间形成六个加热区,其中,第一加热区的温度为205~215℃,第二加热区的温度为210~240℃,第三加热区的温度为235~255℃,第四加热区的温度为250~260℃,第五加热区的温度为240~255℃,第六加热区的温度为230~245℃。
[0018]
作为一种可能的实施方式,进一步,步骤(4)中,所述烘干的干燥的温度为45~60℃,且经烘干后的物料通过常温氮气循环吹拂冷却。
[0019]
作为一种可能的实施方式,进一步,步骤(4)中,制取获得的改性塑料母粒通过真空包装进行保存。
[0020]
一种改性塑料母粒在工程线缆支架加工中的应用,其大致为:将所述的改性塑料母粒通过注塑或挤出成型成pc/abs合金材料制品,该pc/abs合金材料制品作为工程线缆支架进行应用。
[0021]
采用上述的技术方案,本发明与现有技术相比,其具有的有益效果为:本方案巧妙性利用聚碳酸酯树脂和丙烯腈-丁二烯-苯乙烯接枝共聚物作为主原料,通过辅以其他功能助剂制成pc/abs聚合物合金,其中,加入了热塑性聚氨酯弹性体橡胶(尤其是聚酯型热塑性聚氨酯弹性体橡胶)和2-(2
’-
羟基-5
’
特辛基苯基)苯并三唑作为光屏蔽材料,以削减紫外线等影响塑料性能和加速其老化的光干扰,苯乙烯-马来酸酐共聚物作为相容剂,用于提高各组分之间的结合相容性,提高改性效果和效率,taf润滑剂是以乙撑双脂肪酸酰胺(ebs)为基料,在催化剂的作用下,含有极性基团的反应性单体与ebs反应形成bab型共聚物,这种共聚物既保持了ebs的润滑特性,又具有能与玻纤、无机填料表面部分极性基团相结合的极性基团结构。在玻纤增强复合体系中,taf在玻璃纤维与基体树脂之间形成了类似锚固结点,改善了玻璃纤维与基体树脂的粘结状态,进而改善了玻璃纤维在基体树脂中的分散性,同时,润滑剂taf又具有润滑特性,改进复合材料的加工流动性,提高复合材料的表面光洁度,而传统的方案多是加聚乙烯蜡等常规润滑剂,硫代二丙酸双十八醇酯作为助抗氧化助剂,提高了制品的抗氧化能力,而且氟改性硅氧烷能够提高各组分熔融混合时的分散性,提高组分均匀性,增强改性效果和避免制品性能不稳定等不良问题,另外,本方案还通过高胶粉与各功能助剂进行混合形成助剂混合料,然后再与聚碳酸酯树脂和丙烯腈-丁二烯-苯乙烯接枝共聚物进行混合,提高了助剂在主原料中的混合效果,同时,也避免了助剂与主原料结合不均的问题,使得最终制得的母粒生产出的制品性能更稳定,结构强度更加,加工性能更为优异。
具体实施方式
[0022]
实施例1
[0023]
本实施例一种改性塑料母粒,其原料包括如下重量份的组分:
[0024][0025]
其中,所述的阻燃剂为以蛭石粉作为主载体,辅以滑石粉混合后,再加入聚芳氧基磷腈阻燃剂进行混合均匀制成,其中,蛭石粉、滑石粉、聚芳氧基磷腈阻燃剂的添加比例为5∶2∶1。
[0026]
基于上述配方,本实施例改性塑料母粒的制备方法包括如下步骤:
[0027]
(1)分别将聚碳酸酯树脂和丙烯腈-丁二烯-苯乙烯接枝共聚物置于干燥设备中,以90~110℃的温度条件进行干燥处理至2~4h,使二者的湿度均小于0.04%;
[0028]
(2)将taf润滑剂、短切ecr玻纤、聚酯型热塑性聚氨酯弹性体橡胶、苯乙烯-马来酸酐共聚物、铝酸酯偶联剂、硫代二丙酸双十八醇酯、8-羟基喹啉铜、氟改性硅氧烷、阻燃剂和1/2量的高胶粉进行混合均匀后,再将剩余1/2高胶粉加入其中并继续混合至均匀,获得助剂混合料,其中,本步骤混合环境的温度维持在40℃;
[0029]
(3)将聚碳酸酯树脂、助剂混合料和丙烯腈-丁二烯-苯乙烯接枝共聚物依序加入到混料机中,并以400r/min的转速进行物料混合30min,同时将混料机的混料腔的温度控制在40℃,制得混合料,其中,所加入的聚碳酸酯树脂、丙烯腈-丁二烯-苯乙烯接枝共聚物均经过步骤(1)进行预处理;
[0030]
(4)在制得混合料15min内,将其转移至双螺杆挤出机的喂料口并投入其中,通过双螺杆挤出机进行熔融挤出,并依序经水冷、切粒、烘干、冷却后,获得改性塑料母粒,其中,本步骤双螺杆挤出机的螺杆转速为230~250r/min,且双螺杆挤出机的喂料口至其挤出端之间形成六个加热区,其中,第一加热区的温度为205~215℃,第二加热区的温度为210~240℃,第三加热区的温度为235~255℃,第四加热区的温度为250~260℃,第五加热区的温度为240~255℃,第六加热区的温度为230~245℃;烘干环节的干燥的温度为45~60℃,且经烘干后的物料通过常温氮气循环吹拂冷却,另外,制取获得的改性塑料母粒通过真空包装进行保存。
[0031]
实施例2
[0032]
一种改性塑料母粒,其原料包括如下重量份的组分:
[0033][0034]
其中,所述的阻燃剂为以蛭石粉作为主载体,辅以滑石粉混合后,再加入聚芳氧基磷腈阻燃剂进行混合均匀制成,其中,蛭石粉、滑石粉、聚芳氧基磷腈阻燃剂的添加比例为5∶2∶1.2;
[0035]
基于上述配方,本实施例改性塑料母粒的制备方法包括如下步骤:
[0036]
(1)分别将聚碳酸酯树脂和丙烯腈-丁二烯-苯乙烯接枝共聚物置于干燥设备中,以90~110℃的温度条件进行干燥处理至2~4h,使二者的湿度均小于0.04%;
[0037]
(2)将taf润滑剂、短切ecr玻纤、聚酯型热塑性聚氨酯弹性体橡胶、苯乙烯-马来酸酐共聚物、铝酸酯偶联剂、硫代二丙酸双十八醇酯、8-羟基喹啉铜、氟改性硅氧烷、阻燃剂和1/2量的高胶粉进行混合均匀后,再将剩余1/2高胶粉加入其中并继续混合至均匀,获得助剂混合料,其中,本步骤混合环境的温度维持在50℃;
[0038]
(3)将聚碳酸酯树脂、助剂混合料和丙烯腈-丁二烯-苯乙烯接枝共聚物依序加入到混料机中,并以500r/min的转速进行物料混合20min,同时将混料机的混料腔的温度控制在55℃,制得混合料,其中,所加入的聚碳酸酯树脂、丙烯腈-丁二烯-苯乙烯接枝共聚物均经过步骤(1)进行预处理;
[0039]
(4)在制得混合料15min内,将其转移至双螺杆挤出机的喂料口并投入其中,通过双螺杆挤出机进行熔融挤出,并依序经水冷、切粒、烘干、冷却后,获得改性塑料母粒,其中,本步骤双螺杆挤出机的螺杆转速为230~250r/min,且双螺杆挤出机的喂料口至其挤出端之间形成六个加热区,其中,第一加热区的温度为205~215℃,第二加热区的温度为210~240℃,第三加热区的温度为235~255℃,第四加热区的温度为250~260℃,第五加热区的温度为240~255℃,第六加热区的温度为230~245℃;烘干环节的干燥的温度为45~60℃,
且经烘干后的物料通过常温氮气循环吹拂冷却,另外,制取获得的改性塑料母粒通过真空包装进行保存。
[0040]
实施例3
[0041]
一种改性塑料母粒,其原料包括如下重量份的组分:
[0042][0043][0044]
其中,所述的阻燃剂为以蛭石粉作为主载体,辅以滑石粉混合后,再加入聚芳氧基磷腈阻燃剂进行混合均匀制成,其中,蛭石粉、滑石粉、聚芳氧基磷腈阻燃剂的添加比例为5∶2∶1.4。
[0045]
基于上述配方,本实施例改性塑料母粒的制备方法包括如下步骤:
[0046]
(1)分别将聚碳酸酯树脂和丙烯腈-丁二烯-苯乙烯接枝共聚物置于干燥设备中,以90~110℃的温度条件进行干燥处理至2~4h,使二者的湿度均小于0.04%;
[0047]
(2)将taf润滑剂、短切ecr玻纤、聚酯型热塑性聚氨酯弹性体橡胶、苯乙烯-马来酸酐共聚物、铝酸酯偶联剂、硫代二丙酸双十八醇酯、8-羟基喹啉铜、氟改性硅氧烷、阻燃剂和1/2量的高胶粉进行混合均匀后,再将剩余1/2高胶粉加入其中并继续混合至均匀,获得助剂混合料,其中,本步骤混合环境的温度维持在60℃;
[0048]
(3)将聚碳酸酯树脂、助剂混合料和丙烯腈-丁二烯-苯乙烯接枝共聚物依序加入到混料机中,并以600r/min的转速进行物料混合10min,同时将混料机的混料腔的温度控制在75℃,制得混合料,其中,所加入的聚碳酸酯树脂、丙烯腈-丁二烯-苯乙烯接枝共聚物均经过步骤(1)进行预处理;
[0049]
(4)在制得混合料15min内,将其转移至双螺杆挤出机的喂料口并投入其中,通过双螺杆挤出机进行熔融挤出,并依序经水冷、切粒、烘干、冷却后,获得改性塑料母粒,其中,本步骤双螺杆挤出机的螺杆转速为230~250r/min,且双螺杆挤出机的喂料口至其挤出端之间形成六个加热区,其中,第一加热区的温度为205~215℃,第二加热区的温度为210~
240℃,第三加热区的温度为235~255℃,第四加热区的温度为250~260℃,第五加热区的温度为240~255℃,第六加热区的温度为230~245℃;烘干环节的干燥的温度为45~60℃,且经烘干后的物料通过常温氮气循环吹拂冷却,另外,制取获得的改性塑料母粒通过真空包装进行保存。
[0050]
实施例4
[0051]
一种改性塑料母粒,其原料包括如下重量份的组分:
[0052][0053][0054]
其中,所述的阻燃剂为以蛭石粉作为主载体,辅以滑石粉混合后,再加入聚芳氧基磷腈阻燃剂进行混合均匀制成,其中,蛭石粉、滑石粉、聚芳氧基磷腈阻燃剂的添加比例为5∶2∶1.6。
[0055]
基于上述配方,本实施例改性塑料母粒的制备方法包括如下步骤:
[0056]
(1)分别将聚碳酸酯树脂和丙烯腈-丁二烯-苯乙烯接枝共聚物置于干燥设备中,以90~110℃的温度条件进行干燥处理至2~4h,使二者的湿度均小于0.04%;
[0057]
(2)将taf润滑剂、短切ecr玻纤、聚酯型热塑性聚氨酯弹性体橡胶、苯乙烯-马来酸酐共聚物、铝酸酯偶联剂、硫代二丙酸双十八醇酯、8-羟基喹啉铜、氟改性硅氧烷、阻燃剂和1/2量的高胶粉进行混合均匀后,再将剩余1/2高胶粉加入其中并继续混合至均匀,获得助剂混合料,其中,本步骤混合环境的温度维持在55℃;
[0058]
(3)将聚碳酸酯树脂、助剂混合料和丙烯腈-丁二烯-苯乙烯接枝共聚物依序加入到混料机中,并以400~600r/min的转速进行物料混合10~30min,同时将混料机的混料腔的温度控制在40~75℃,制得混合料,其中,所加入的聚碳酸酯树脂、丙烯腈-丁二烯-苯乙烯接枝共聚物均经过步骤(1)进行预处理;
[0059]
(4)在制得混合料15min内,将其转移至双螺杆挤出机的喂料口并投入其中,通过双螺杆挤出机进行熔融挤出,并依序经水冷、切粒、烘干、冷却后,获得改性塑料母粒,其中,
本步骤双螺杆挤出机的螺杆转速为230~250r/min,且双螺杆挤出机的喂料口至其挤出端之间形成六个加热区,其中,第一加热区的温度为205~215℃,第二加热区的温度为210~240℃,第三加热区的温度为235~255℃,第四加热区的温度为250~260℃,第五加热区的温度为240~255℃,第六加热区的温度为230~245℃;烘干环节的干燥的温度为45~60℃,且经烘干后的物料通过常温氮气循环吹拂冷却,另外,制取获得的改性塑料母粒通过真空包装进行保存。
[0060]
实施例5
[0061]
一种改性塑料母粒,其原料包括如下重量份的组分:
[0062][0063]
其中,所述的阻燃剂为以蛭石粉作为主载体,辅以滑石粉混合后,再加入聚芳氧基磷腈阻燃剂进行混合均匀制成,其中,蛭石粉、滑石粉、聚芳氧基磷腈阻燃剂的添加比例为5∶2∶1.4。
[0064]
基于上述配方,本实施例改性塑料母粒的制备方法包括如下步骤:
[0065]
(1)分别将聚碳酸酯树脂和丙烯腈-丁二烯-苯乙烯接枝共聚物置于干燥设备中,以90~110℃的温度条件进行干燥处理至2~4h,使二者的湿度均小于0.04%;
[0066]
(2)将taf润滑剂、短切ecr玻纤、聚酯型热塑性聚氨酯弹性体橡胶、苯乙烯-马来酸酐共聚物、铝酸酯偶联剂、硫代二丙酸双十八醇酯、8-羟基喹啉铜、氟改性硅氧烷、阻燃剂和1/2量的高胶粉进行混合均匀后,再将剩余1/2高胶粉加入其中并继续混合至均匀,获得助剂混合料,其中,本步骤混合环境的温度维持在55℃;
[0067]
(3)将聚碳酸酯树脂、助剂混合料和丙烯腈-丁二烯-苯乙烯接枝共聚物依序加入到混料机中,并以500r/min的转速进行物料混合20min,同时将混料机的混料腔的温度控制在65℃,制得混合料,其中,所加入的聚碳酸酯树脂、丙烯腈-丁二烯-苯乙烯接枝共聚物均经过步骤(1)进行预处理;
[0068]
(4)在制得混合料15min内,将其转移至双螺杆挤出机的喂料口并投入其中,通过双螺杆挤出机进行熔融挤出,并依序经水冷、切粒、烘干、冷却后,获得改性塑料母粒,其中,本步骤双螺杆挤出机的螺杆转速为230~250r/min,且双螺杆挤出机的喂料口至其挤出端之间形成六个加热区,其中,第一加热区的温度为205~215℃,第二加热区的温度为210~240℃,第三加热区的温度为235~255℃,第四加热区的温度为250~260℃,第五加热区的温度为240~255℃,第六加热区的温度为230~245℃;烘干环节的干燥的温度为45~60℃,且经烘干后的物料通过常温氮气循环吹拂冷却,另外,制取获得的改性塑料母粒通过真空包装进行保存。
[0069]
实施例6
[0070]
一种改性塑料母粒,其原料包括如下重量份的组分:
[0071][0072]
其中,所述的阻燃剂为以蛭石粉作为主载体,辅以滑石粉混合后,再加入聚芳氧基磷腈阻燃剂进行混合均匀制成,其中,蛭石粉、滑石粉、聚芳氧基磷腈阻燃剂的添加比例为5∶2∶1.6。
[0073]
基于上述配方,本实施例改性塑料母粒的制备方法包括如下步骤:
[0074]
(1)分别将聚碳酸酯树脂和丙烯腈-丁二烯-苯乙烯接枝共聚物置于干燥设备中,以90~110℃的温度条件进行干燥处理至2~4h,使二者的湿度均小于0.04%;
[0075]
(2)将taf润滑剂、短切ecr玻纤、聚酯型热塑性聚氨酯弹性体橡胶、苯乙烯-马来酸酐共聚物、铝酸酯偶联剂、硫代二丙酸双十八醇酯、8-羟基喹啉铜、氟改性硅氧烷、阻燃剂和1/2量的高胶粉进行混合均匀后,再将剩余1/2高胶粉加入其中并继续混合至均匀,获得助剂混合料,其中,本步骤混合环境的温度维持在55℃;
[0076]
(3)将聚碳酸酯树脂、助剂混合料和丙烯腈-丁二烯-苯乙烯接枝共聚物依序加入到混料机中,并以500r/min的转速进行物料混合20min,同时将混料机的混料腔的温度控制
在65℃,制得混合料,其中,所加入的聚碳酸酯树脂、丙烯腈-丁二烯-苯乙烯接枝共聚物均经过步骤(1)进行预处理;
[0077]
(4)在制得混合料15min内,将其转移至双螺杆挤出机的喂料口并投入其中,通过双螺杆挤出机进行熔融挤出,并依序经水冷、切粒、烘干、冷却后,获得改性塑料母粒,其中,本步骤双螺杆挤出机的螺杆转速为230~250r/min,且双螺杆挤出机的喂料口至其挤出端之间形成六个加热区,其中,第一加热区的温度为205~215℃,第二加热区的温度为210~240℃,第三加热区的温度为235~255℃,第四加热区的温度为250~260℃,第五加热区的温度为240~255℃,第六加热区的温度为230~245℃;烘干环节的干燥的温度为45~60℃,且经烘干后的物料通过常温氮气循环吹拂冷却,另外,制取获得的改性塑料母粒通过真空包装进行保存。
[0078]
实施例7
[0079]
一种改性塑料母粒,其原料包括如下重量份的组分:
[0080][0081][0082]
其中,所述的阻燃剂为以蛭石粉作为主载体,辅以滑石粉混合后,再加入聚芳氧基磷腈阻燃剂进行混合均匀制成,其中,蛭石粉、滑石粉、聚芳氧基磷腈阻燃剂的添加比例为5∶2∶1.8;
[0083]
基于上述配方,本实施例改性塑料母粒的制备方法包括如下步骤:
[0084]
(1)分别将聚碳酸酯树脂和丙烯腈-丁二烯-苯乙烯接枝共聚物置于干燥设备中,以90~110℃的温度条件进行干燥处理至2~4h,使二者的湿度均小于0.04%;
[0085]
(2)将taf润滑剂、短切ecr玻纤、聚酯型热塑性聚氨酯弹性体橡胶、苯乙烯-马来酸酐共聚物、铝酸酯偶联剂、硫代二丙酸双十八醇酯、8-羟基喹啉铜、氟改性硅氧烷、阻燃剂和1/2量的高胶粉进行混合均匀后,再将剩余1/2高胶粉加入其中并继续混合至均匀,获得助剂混合料,其中,本步骤混合环境的温度维持在55℃;
[0086]
(3)将聚碳酸酯树脂、助剂混合料和丙烯腈-丁二烯-苯乙烯接枝共聚物依序加入到混料机中,并以600r/min的转速进行物料混合15min,同时将混料机的混料腔的温度控制在60℃,制得混合料,其中,所加入的聚碳酸酯树脂、丙烯腈-丁二烯-苯乙烯接枝共聚物均经过步骤(1)进行预处理;
[0087]
(4)在制得混合料15min内,将其转移至双螺杆挤出机的喂料口并投入其中,通过双螺杆挤出机进行熔融挤出,并依序经水冷、切粒、烘干、冷却后,获得改性塑料母粒,其中,本步骤双螺杆挤出机的螺杆转速为230~250r/min,且双螺杆挤出机的喂料口至其挤出端之间形成六个加热区,其中,第一加热区的温度为205~215℃,第二加热区的温度为210~240℃,第三加热区的温度为235~255℃,第四加热区的温度为250~260℃,第五加热区的温度为240~255℃,第六加热区的温度为230~245℃;烘干环节的干燥的温度为45~60℃,且经烘干后的物料通过常温氮气循环吹拂冷却,另外,制取获得的改性塑料母粒通过真空包装进行保存。
[0088]
实施例8
[0089]
一种改性塑料母粒,其原料包括如下重量份的组分:
[0090][0091][0092]
其中,所述的阻燃剂为以蛭石粉作为主载体,辅以滑石粉混合后,再加入聚芳氧基磷腈阻燃剂进行混合均匀制成,其中,蛭石粉、滑石粉、聚芳氧基磷腈阻燃剂的添加比例为5∶2∶2.0;
[0093]
基于上述配方,本实施例改性塑料母粒的制备方法包括如下步骤:
[0094]
(1)分别将聚碳酸酯树脂和丙烯腈-丁二烯-苯乙烯接枝共聚物置于干燥设备中,以90~110℃的温度条件进行干燥处理至2~4h,使二者的湿度均小于0.04%;
[0095]
(2)将taf润滑剂、短切ecr玻纤、聚酯型热塑性聚氨酯弹性体橡胶、苯乙烯-马来酸酐共聚物、铝酸酯偶联剂、硫代二丙酸双十八醇酯、8-羟基喹啉铜、氟改性硅氧烷、阻燃剂和
1/2量的高胶粉进行混合均匀后,再将剩余1/2高胶粉加入其中并继续混合至均匀,获得助剂混合料,其中,本步骤混合环境的温度维持在55℃;
[0096]
(3)将聚碳酸酯树脂、助剂混合料和丙烯腈-丁二烯-苯乙烯接枝共聚物依序加入到混料机中,并以600r/min的转速进行物料混合15min,同时将混料机的混料腔的温度控制在60℃,制得混合料,其中,所加入的聚碳酸酯树脂、丙烯腈-丁二烯-苯乙烯接枝共聚物均经过步骤(1)进行预处理;
[0097]
(4)在制得混合料15min内,将其转移至双螺杆挤出机的喂料口并投入其中,通过双螺杆挤出机进行熔融挤出,并依序经水冷、切粒、烘干、冷却后,获得改性塑料母粒,其中,本步骤双螺杆挤出机的螺杆转速为230~250r/min,且双螺杆挤出机的喂料口至其挤出端之间形成六个加热区,其中,第一加热区的温度为205~215℃,第二加热区的温度为210~240℃,第三加热区的温度为235~255℃,第四加热区的温度为250~260℃,第五加热区的温度为240~255℃,第六加热区的温度为230~245℃;烘干环节的干燥的温度为45~60℃,且经烘干后的物料通过常温氮气循环吹拂冷却,另外,制取获得的改性塑料母粒通过真空包装进行保存。
[0098]
对比例1
[0099]
本实施例与实施例5大致相同,其不同之处在于,本实施例中,改性塑料母粒的制备方法包括如下步骤:
[0100]
(1)将混合环境的温度维持在55℃,然后将聚碳酸酯树脂和丙烯腈-丁二烯-苯乙烯接枝共聚物、taf润滑剂、短切ecr玻纤、聚酯型热塑性聚氨酯弹性体橡胶、苯乙烯-马来酸酐共聚物、铝酸酯偶联剂、硫代二丙酸双十八醇酯、8-羟基喹啉铜、氟改性硅氧烷、阻燃剂和高胶粉进行混合均匀,制得混合料;
[0101]
(2)将混合料加入到混料机中,并以500r/min的转速进行物料混合20min,同时将混料机的混料腔的温度控制在65℃,制得混合料;
[0102]
(3)在制得混合料15min内,将其转移至双螺杆挤出机的喂料口并投入其中,通过双螺杆挤出机进行熔融挤出,并依序经水冷、切粒、烘干、冷却后,获得改性塑料母粒,其中,本步骤双螺杆挤出机的螺杆转速为230~250r/min,且双螺杆挤出机的喂料口至其挤出端之间形成六个加热区,其中,第一加热区的温度为205~215℃,第二加热区的温度为210~240℃,第三加热区的温度为235~255℃,第四加热区的温度为250~260℃,第五加热区的温度为240~255℃,第六加热区的温度为230~245℃;烘干环节的干燥的温度为45~60℃,且经烘干后的物料通过常温氮气循环吹拂冷却,另外,制取获得的改性塑料母粒通过真空包装进行保存。
[0103]
对比例2
[0104]
本实施例与实施例5大致相同,其不同之处在于,本实施例制取获得的改性塑料母粒通过普通麻袋进行非真空保存。
[0105]
对比例3
[0106]
本实施例与实施例5大致相同,其不同之处在于,本实施中,所述的阻燃剂仅为聚芳氧基磷腈阻燃剂。
[0107]
对比例4
[0108]
本实施例与实施例5大致相同,其不同之处在于,本实施中,所述的热塑性聚氨酯
弹性体橡胶为聚醚型热塑性聚氨酯弹性体橡胶。
[0109]
对比测试
[0110]
将实施例1~实施例8和对比例1~对比例4制得的改性塑料母粒注塑成相应的测试样条进行,其中,分别测试如下项目:
[0111]
(1)根据ul94标准测试相应的阻燃性能;
[0112]
(2)根据iso 178标准进行测试弯曲强度性能;
[0113]
(3)根据iso 527标准进行测试拉伸强度性能;
[0114]
(4)根据iso 180标准进行测试缺口抗冲击性能;
[0115]
所得结果如下:
[0116]
表1综合物理性能测试
[0117]
组别\项目阻燃性能弯曲强度/mpa拉伸强度/mpa缺口抗冲击/kj/m
2
实施例1v-1107.263.267.3实施例2v-0106.162.170.5实施例3v-0107.463.971.7实施例4v-0109.464.772.1实施例5v-0109.564.872.2实施例6v-0108.364.071.7实施例7v-0107.963.871.2实施例8v-0107.663.670.9对比例1v-1103.254.961.1对比例2v-0105.161.262.9对比例3v-2105.561.763.2对比例4v-1105.961.963.1
[0118]
由如上测试结构可知,本方案实施例制得的改性塑料母粒所制得的试样均具有较优的阻燃性能,且一定范围内,阻燃级别跟随阻燃剂的添加量的增加而提升,而基于实施例5和对比例1可知,采用一锅法将各组分直接进行混合的方式,所制得的母粒注塑成的制品在阻燃性能上有所影响,基于此,推测一锅法混合效果不及先将助剂进行单独混合再总混合的方式,而基于实施例5和对比例3可知,阻燃剂直接采用聚芳氧基磷腈阻燃剂,而未经蛭石粉、滑石粉进行负载协同的情况下,其阻燃效果的发挥效果不及实施例5,而蛭石粉、滑石粉还一定程度上充当了阻燃协同助剂的作用,
[0119]
为了进行测试其老化性能,本方案基于实际使用场景,还参考国家推荐标准gb/t14522-93中的相应内容,通过利用功率为40w、长度为1220mm的紫外灯对实施例1~实施例8和对比例1~对比例4的样品进行照射处理4、7、14天后,分别继续测试其弯曲强度性能、拉伸强度性能和缺口抗冲击性能,所得结果如下:
[0120]
表2老化处理后的综合物理性能测试
[0121][0122]
由如上测试结果可知,本方案通过加入了聚酯型热塑性聚氨酯弹性体橡胶和2-(2
’-
羟基-5
’
特辛基苯基)苯并三唑作为光屏蔽剂,能够有效抑制紫外光对试样的老化,而配方中,聚醚型热塑性聚氨酯弹性体橡胶的抗冲击、弯曲和拉伸性能不及聚酯型热塑性聚氨酯弹性体橡胶,另外,采用一锅法将各组分直接进行混合的方式,所制得的母粒注塑成的制品在结构强度性能上有所影响,基于此,推测一锅法混合效果不及先将助剂进行单独混合再总混合的方式。
[0123]
以上所述为本发明实施例,对于本领域的普通技术人员而言,根据本发明的教导,在不脱离本发明的原理和精神的情况下凡依本发明申请专利范围所做的均等变化、修改、替换和变型,皆应属本发明的涵盖范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips