
 商标分类
商标分类  商标转让
商标转让 
大型薄壁筒体升降式喷淬机床的制作方法
 2021-02-01 20:02:05|
2021-02-01 20:02:05| 235|
235| 起点商标网
起点商标网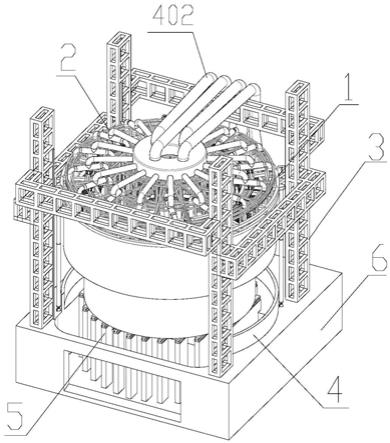
[0001]
本实用新型属于大型薄壁筒体淬火冷却工艺生产设备技术领域,具体涉及一种大型薄壁筒体升降式喷淬机床。
背景技术:
[0002]
大型薄壁筒体,常用于航空航天、尖端武器等领域,具有产品精度要求高,单体尺寸大、重量大的特点。大型薄壁筒体的淬火冷却作为工件热处理的重要步骤,关系到工件组织结构与变形尺寸,直接决定了最终产品的性能。
[0003]
传统的薄壁筒体一般采用吊挂方式转运,使用浸入式水槽淬火。当筒体直径增大时,传统的浸入式淬火方式容易因内部应力过大导致变形,同时需要更大的淬火槽体,淬火介质的搅拌需要更多的搅拌装置,加工制作难度大,且投资成本高,工件适应能力差。
[0004]
吊挂方式转运大型工件所需工作时间长,吊运难度大,很难满足薄壁件较短的淬火转移时间需求。人工吊装操作受人为因素影响多,难以保证产品的一致性和稳定性。
[0005]
综上所述,传统的淬火方式难以满足此类零件的淬火需求,迫切需要根据大型薄壁筒体的特点,设计出冷却速率可控、冷却强度高、处理工件尺寸范围广的淬火设备。
技术实现要素:
[0006]
有鉴于此,本实用新型的主要目的在于提供一种可升降调节的、喷水的大型薄壁筒体升降式喷淬机床,确保薄壁筒体的精密热处理,达到产品性能均匀、变形可控。
[0007]
为达到上述目的,本实用新型是通过如下技术方案来实现的:大型薄壁筒体升降式喷淬机床,包括:
[0008]
旋转喷淬系统,其环绕在筒形工件内外两侧,用以向工件内外两侧均匀喷水使工件表面快速冷却;
[0009]
液压顶升平台,用以支撑所述旋转喷淬系统并调节所述旋转喷淬系统的高度,同时能使所述旋转喷淬系统在喷淬过程绕其转动;
[0010]
箱型框架支撑及导向装置,设置于所述液压顶升平台外部,用以固定和支撑所述液压顶升平台并对其垂直升降进行导向;
[0011]
给排水系统,在工件喷淬过程用以向所述旋转喷淬系统供水,同时实现喷淬过程中压力检测和回水收集。
[0012]
由上,本实用新型旋转喷淬系统能在液压顶升平台旋转,可以实现大直径筒体表面的均匀喷淬;喷圈高度可调节的液压顶升平台,能够实现筒体的喷淬过程的高度调节,通过旋转喷淬系统能向工件内外两侧均匀喷水使工件表面快速冷却,可以快速有效的破除淬火工件表面的蒸汽膜,提高换热效率,减少变形。
[0013]
可选的,所述液压顶升平台包括环形框架平台、液压驱动系统及导向轮装置,所述环形框架平台上部安装有用于支撑所述旋转喷淬系统的环形支撑导轨,所述导向轮装置均匀设置在环形框架平台圆周外侧;
[0014]
所述液压驱动系统包括固定在混凝土预埋件上的液压缸支座以及液压缸,液压缸以铰接的方式连接环形框架平台,用于垂直驱动环形框架平台升降。
[0015]
由上,本实用新型导向轮装置安装在环形框架平台圆周外侧四角,与箱型框架支撑及导向装置的导向装置相匹配,起到垂直升降导向作用,也同时起到防止液压顶升平台转动的作用。
[0016]
可选的,所述旋转喷淬系统包括环形支撑框架、喷淬系统以及旋转驱动装置,所述环形支撑框架由方钢及型钢组合焊接而成,用于支撑固定喷淬系统;
[0017]
所述喷淬系统包括进水总管、支管、若干可调式喷头以及若干电动调节阀门,所述支管均匀布设于所述环形支撑框架内,在支管相对一侧均匀设置有多个可调式喷头,在安装可调式喷头的支管上还安装有电动调节阀门;
[0018]
所述旋转驱动装置包括支撑轮组、电液推缸及其支座,所述支撑轮组安装在环形支撑框架底部,沿圆周均布,所述支撑轮组安放在环形支撑导轨上;
[0019]
所述电液推缸及其支座安装在环形框架平台上,电液推缸的推头连接环形支撑框架,用以推拉环形支撑框架实现旋转往复运动。
[0020]
由上,环形支撑框架由方钢及型钢组合焊接而成,经过优化设计,保证足够的刚性,承载稳定可靠;同时旋转驱动装置驱动环形支撑框架旋转往复运动,保证工件各部位喷淬过程均匀一致,减少驻点影响。
[0021]
可选的,所述箱型框架支撑及导向装置包括箱型框架与导向装置,
[0022]
所述箱型框架由四个箱型柱和柱间连接箱型梁组合焊接而成,安装在混凝土基础预埋件上;所述导向装置是由型钢焊接而成的导轨,整体呈“凹”字形,用以配合液压顶升平台的导向轮装置。
[0023]
由上,箱型柱及箱型梁均由型钢组合焊接而成,保证其整体强度和刚度,对顶升平台进行有效的固定和支撑。导向装置由型钢焊接而成的导轨,整体呈“凹”字形,有效配合支撑顶升平台的导向轮装置。
[0024]
可选的,所述给排水系统包括集水池、供水总管路以及回水管路,
[0025]
所述集水池包括相连通的两部分,一部分位于喷淬系统的下方,另一部分位于喷淬系统前方地下,用于收集喷淬系统喷出的水流供回水管路收集;所述供水总管路分四路供给喷淬系统;所述回水管路分两路从集水池吸水,经过滤器、阀门后流经回水泵强排至回水接点。
[0026]
由上,采用给排水系统,能够实现喷淬过程的水源供应和回水收集;泵后管路安装止回阀,防止逆流倒灌现象。
[0027]
进一步地,还包括安装在集水池侧面底部的液位测量装置,用以实时监测集水池液位。
[0028]
由上,液位测量装置能实时监测集水池液位,可根据液位设定来自动启停排水泵。
[0029]
由上,本实用新型的大型薄壁筒体升降式喷淬机床至少具备如下有益效果:
[0030]
采用匀速旋转的喷淬系统,能实现大直径筒体表面的均匀喷淬,可以快速有效的破除淬火工件表面的蒸汽膜,提高换热效率,减少变形保证淬火质量;
[0031]
高度可调节的液压顶升平台,能够实现筒体喷淬过程的高度调节;通过调节水流压力,能够实现一定范围内不同直径薄壁筒体的淬火需求;
[0032]
采用给排水系统,能够实现喷淬过程的水源供应、压力检测、回水收集。通过上述措施确保薄壁筒体的精密热处理,达到产品性能均匀、变形可控。
附图说明
[0033]
此处所说明的附图用来提供对本申请的进一步理解,构成本申请的一部分,本申请的示意性实施例及其说明用于解释本申请,并不构成对本申请的不当限定。在附图中:
[0034]
图1为本实用新型的结构示意图;
[0035]
图2为本实用新型图1中液压顶升平台的结构示意图;
[0036]
图3为本实用新型图1中旋转喷淬系统的结构示意图;
[0037]
图4为本实用新型图3中喷淬系统的结构示意图;
[0038]
图5为本实用新型图1中箱型框架支撑及导向装置的结构示意图;
[0039]
图6为本实用新型图5的俯视图;
[0040]
图7为本实用新型图1中给排水系统的结构示意图。
具体实施方式
[0041]
下面参照附图1-7对本实用新型所述的大型薄壁筒体升降式喷淬机床的具体实施方式进行详细的说明。
[0042]
由图1所示,本实用新型优选实施例提供的大型薄壁筒体升降式喷淬机床,包括液压顶升平台1、旋转喷淬系统2、箱型框架支撑及导向装置3以及给排水系统4。
[0043]
由图2所示,本实用新型所述液压顶升平台1由液压驱动系统101、环形框架平台102及导向轮装置103组成。所述液压驱动系统101由四支行程快速液压缸及支撑座、液压站及液压管路组成。液压缸支座固定在混凝土预埋件6上,液压缸以铰接的方式连接环形框架平台102,垂直驱动环形框架平台102升降。所述环形框架平台102由方钢及型钢组合焊接而成,保证足够的刚性,承载稳定可靠。环形框架平台102上部安装环形支撑导轨104,用来支撑旋转喷淬系统2。导向轮装置103焊接在环形框架平台102圆周外侧四角,与箱型框架支撑及导向装置3的导向装置302相匹配,起到垂直升降导向作用,也同时起到防止顶升平台转动的作用。
[0044]
由图3-图5所示,本实用新型所述旋转喷淬系统2包括环形支撑框架201、喷淬系统202、旋转驱动装置203。环形支撑框架201由方钢及型钢组合焊接而成,用于支撑固定喷淬系统202,经过优化设计,保证足够的刚性,承载稳定可靠。旋转喷淬系统2通过可调式喷头向工件表面喷射冷却水,进行淬火冷却。喷淬系统202由进水总管2021、绕圆周均匀分布各区的支管2022、可调式喷头2023、电动调节阀门、变径装置、压力检测装置、水温检测装置组成。喷淬系统202为分区控制,能够根据工件的不同部位调节不同的喷淬水量和压力,实现不同位置、不同时段的淬火烈度的自动调节。支管2022采用环管加立管结构,立管上安装可调式喷头2023及电动调节阀门,根据工艺需求自动调节从而控制喷水压力及流量,变径装置是指连接不同直径管路的接头;压力检测装置为西门子压力传感器,安装于进水总管和支管上;水温检测装置为水温传感器,安装在进水管路和回水管路上,实时检测供水及回水水温,通过压力检测装置、水温监测装置的实时反馈控制电动调节阀门开度,实现实时精准调节各区压力和流量,达到定制淬火冷却效果。喷淬系统202在旋转驱动装置203的驱动下
沿工件旋转喷淬,使工件表面快速冷却。旋转驱动装置203由支撑轮组2031和电液推缸及其支座2032组成。支撑轮组2031安装在环形支撑框架201底部,沿圆周均布,支撑轮组2031安放在环形支撑导轨104上。电液推缸及其支座2032安装在液压升降平台1上,电液推缸的推头连接环形支撑框架201,推拉环形支撑框架201实现旋转往复运动。具体的,旋转喷淬系统2外侧还设置有防护罩7。
[0045]
由图5、图6所示,本实用新型所述箱型框架支撑及导向装置3包括箱型框架301与导向装置302。箱型框架301由四个箱型柱和柱间连接箱型梁组合焊接而成,安装在混凝土基础预埋件6上。箱型柱及箱型梁均由型钢组合焊接而成,保证其整体强度和刚度,对液压顶升平台1进行有效的固定和支撑。导向装置302是由型钢焊接而成的导轨,整体呈“凹”字形,该导轨用于和限位在导轨内滚动的导向轮装置103配合使用,有效配合支撑液压顶升平台1的导向轮装置103。
[0046]
由图1、图7所示,本实用新型所述给排水系统4由集水池401、供水总管路402、回水管路及液位测量装置组成。集水池401分为两部分,一部分在喷淬系统202的下方,另一部分喷淬系统202前方地下。两部分相联通,用于收集喷淬系统202喷出的水流供回水管路收集。供水总管路402分四路供给喷淬系统202,且位于箱型框架301外侧的这一部分供水总管路为软管,可跟随旋转喷淬系统2旋转,供水总管路接点设置四台三通自动换向阀,淬火前接点封闭,需喷淬时,自动换向至通路,提供水源。回水管路分两路从集水池401吸水,经过滤器、阀门后流经回水泵强排至回水接点,泵后管路安装止回阀,防止逆流倒灌现象。液位测量装置安装在集水池401侧面底部,实时监测集水池401液位,可根据液位设定来自动启停排水泵,具体的,液位测量装置为液位计。
[0047]
本实用新型的大型薄壁筒体升降式喷淬机床,采用先进的喷淬系统,升降装备以及改进的支撑方法,能够实现薄壁筒体直径在9m—16m范围内的适应;实现壁厚0.006m—0.15m的控制调节;满足不小于70℃/m的冷速要求。可以用于航天、军工领域扎后热处理的淬火工艺。
[0048]
下面参照附图1-7对本实用新型所述的大型薄壁筒体升降式喷淬机床的工作原理进行详细的说明。
[0049]
液压驱动系统101驱动环形框架平台102沿箱型框架301上升至顶部,为工件运移留出充分空间。
[0050]
可移动料叉将淬火加热后的薄壁筒体运移至工件支撑框架5上,液压驱动系统101驱动环形框架平台102垂直下降至旋转喷淬系统2到达预设位置。
[0051]
电动调节阀门打开,根据工艺需求调节开度,可调式喷头向工件内外两侧均匀喷水冷却。压力检测装置实时监测各水路压力情况,根据设定压力流量值调节电动调节阀开度,形成闭环控制,实时精准调节各区压力和流量。同时旋转驱动装置203驱动环形支撑框架201旋转往复运动,保证工件各部位喷淬过程均匀一致,减少驻点影响。
[0052]
淬火过程中供水总管路402提供水源,流经工件表面后的高温冷却水流回集水池401,回水管路从集水池401中抽水流向回水接点。
[0053]
工件冷却完成后液压驱动系统101驱动环形框架平台102上升,可移动料叉将淬火完成后的工件运移离开机床。
[0054]
以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不
局限于此,任何熟悉本技术领域的技术人员在本实用新型披露的技术分范围内,可轻易想到的变化或者替换,都应涵盖在范明的保护范围之内。因此,本实用新型的保护范围应该以权利要求的范围为准。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 旋转平台

 热门咨询
热门咨询




tips