
 商标分类
商标分类  商标转让
商标转让 
一种气动恒压控制式钢轨端部砂轮除锈装置的制作方法
 2021-02-01 20:02:55|
2021-02-01 20:02:55| 251|
251| 起点商标网
起点商标网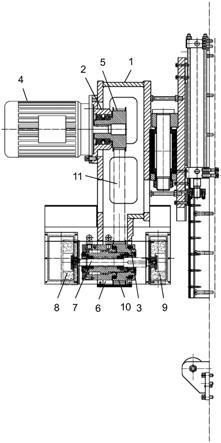
[0001]
本实用新型涉及钢轨端部砂轮除锈装置,更具体地说,涉及一种气动恒压控制式钢轨端部砂轮除锈装置。
背景技术:
[0002]
随着铁路运输的高速化不断发展,对铁道路线质量提出了越来越严峻的挑战。当前铁道路线的发展方向是超长无缝线路,由于无缝线路减少了钢轨接头,因而比普通线路明显具有优越性。作为无缝线路的500m焊接长钢轨,在焊轨基地由若干100m的短钢轨用闪光焊焊机焊接而成,基于闪光焊焊机的特点——用大电流快速给钢轨端部加温,使钢轨端部呈热熔状态以使两段钢轨对接,这个过程需要焊机的电极与钢轨之间有良好的导电性,焊机电极与钢轨间的导电部位就是钢轨的轨顶、轨底位置,同时钢轨端部的锈蚀部分若不清除彻底或者钢轨两端无法紧密贴合也会导致焊接接头存在夹渣、裂纹等缺陷。
[0003]
然而,目前国内钢轨的储运条件都是露天存放在室外,在钢轨进行焊接之前钢轨已经锈蚀,为使钢轨与焊机电极有良好的导电性,端部有良好的平直度、清洁度,确保焊接接头质量,必须在焊接前对钢轨端部进行除锈作业。
[0004]
目前,钢轨在焊接前进行端部除锈作业有以下两种方法:
[0005]
1)使用手持式砂轮机进行人工除锈,这种除锈方法因除锈后的钢轨端部轨头和轨尾不能完全密贴,导致两者间的接触电阻大而影响导电性,同时由于采用人工作业,还存在劳动强度大、灰尘大污染环境、所需人员多且砂轮消耗量大而不经济等不足,因此目前该方法基本已被淘汰,仅在各种临时场合使用;
[0006]
2)使用各类国外进口设备,如法国geismair公司制造的除锈机,均采用钢丝刷或千叶轮进行端部除锈工作,但其端部除锈作业的清洁度、平直度无法调节,导致进行除锈作业无法达到要求。
技术实现要素:
[0007]
针对现有技术中存在的上述缺陷,本实用新型的目的是提供一种气动恒压控制式钢轨端部砂轮除锈装置,能够有效的控制除锈部位与钢轨端面接触的压力,防止压力过大或过小。
[0008]
为实现上述目的,本实用新型采用如下技术方案:
[0009]
一种气动恒压控制式钢轨端部砂轮除锈装置,包括设于导轨上的除锈机构,设于所述除锈机构上的气动压力机构和移动机构;
[0010]
所述除锈机构包括通过所述移动机构作上下移动的端磨砂轮部件,及用以控制所述端磨砂轮部件启闭的端磨旋转电机部件,所述气动压力机构用以控制所述端磨砂轮部件的工作压力;
[0011]
所述气动压力机构包括气动电磁阀组件和气缸部件,所述气缸部件与所述端磨砂轮部件相连,所述气动电磁阀组件用以控制所述气缸部件的伸缩动作;
[0012]
所述移动机构包括端磨基座部件、液压油缸部件和电气限位组件,所述液压油缸部件用以驱动所述端磨基座部件的上下移动,所述电气限位组件用以控制所述端磨基座部件作上下移动时的实际位置,所述端磨砂轮部件设于所述端磨基座部件上。
[0013]
较佳的,所述端磨基座部件包括磨头架,设于所述磨头架上端的电机座,及设于所述磨头架下端的油缸支承座。
[0014]
较佳的,所述端磨旋转电机部件包括设于所述电机座上的电机,所述电机的输出轴上套有上带轮。
[0015]
较佳的,所述端磨砂轮部件包括端座架,其内设有同步轴,所述同步轴的两端部分别连有左侧端磨砂轮和右侧端磨砂轮,所述同步轴上套有下带轮,所述下带轮与所述上带轮之间通过同步带连接。
[0016]
较佳的,所述气缸部件包括对应控制所述左侧端磨砂轮的左侧端磨气缸,及对应控制所述右侧端磨砂轮的右侧端磨气缸,所述左侧端磨气缸和所述右侧端磨气缸均设于所述端座架上。
[0017]
较佳的,所述气动电磁阀组件包括三位四通电磁阀,所述三位四通电磁阀通过控制气路分别控制所述左侧端磨气缸、所述右侧端磨气缸;
[0018]
所述控制气路上均依次连有电气比例阀、单向阀和调速阀;
[0019]
所述控制气路上均还设有旁路,所述旁路上均依次连有单向阀和调速阀。
[0020]
较佳的,所述液压油缸部件包括用以控制所述端座架上下移动的液压油缸,及用以控制所述液压油缸行程的液压阀组件,所述液压油缸设于所述油缸支承座上。
[0021]
较佳的,所述液压阀组件包括电磁换向阀,所述电磁换向阀与所述液压油缸的有杆腔之间依次设有节流阀、电磁阀、抗衡阀,所述电磁换向阀与所述液压油缸的无杆腔之间设有节流阀,所述电磁阀上还并联有节流阀。
[0022]
所述电气限位组件包括设于所述液压油缸的液压杆上的感应传感器,及与所述感应传感器相适配的原点接近开关、工进点接近开关、下限位点接近开关。
[0023]
较佳的,所述除锈机构通过回转机构设于所述导轨上。
[0024]
本实用新型所提供的一种气动恒压控制式钢轨端部砂轮除锈装置,还具有以下几点有益效果:
[0025]
1)由于恒定压力的控制方式,钢轨端部除锈的表面平直度、光洁度高,不会对钢轨母材进行损伤,极大程度保证了钢轨的原有强度和刚性;
[0026]
2)除锈速度的可调节,减少了工作时间,满足了生产工艺的要求;
[0027]
3)相比于钢丝刷等除锈机的高损耗率、高磨损率,本实用新型气动恒压控制式钢轨端部砂轮除锈装置的耐久性大大提升,大大减少了维修成本;
[0028]
4)相比于人工手动砂轮除锈,操作简单方便,操作劳动强度低,除锈效率高,大大提升了生产效率。
附图说明
[0029]
图1是本实用新型气动恒压控制式钢轨端部砂轮除锈装置中除锈机构的结构示意图;
[0030]
图2是图1本实用新型气动恒压控制式钢轨端部砂轮除锈装置中除锈机构的左视
图;
[0031]
图3是本实用新型气动恒压控制式钢轨端部砂轮除锈装置中气动压力机构的控制原理图;
[0032]
图4是本实用新型气动恒压控制式钢轨端部砂轮除锈装置中移动机构的控制原理图。
具体实施方式
[0033]
下面结合附图和实施例进一步说明本实用新型的技术方案。
[0034]
请结合图1至图2所示,本实用新型所提供的一种气动恒压控制式钢轨端部砂轮除锈装置,包括设于导轨上的除锈机构,设于除锈机构上的气动压力机构和移动机构。
[0035]
除锈机构包括通过移动机构作上下移动的端磨砂轮部件,及用以控制端磨砂轮部件启闭的端磨旋转电机部件,气动压力机构用以控制端磨砂轮部件的工作压力。
[0036]
气动压力机构包括气动电磁阀组件和气缸部件,气缸部件与端磨砂轮部件相连,气动电磁阀组件用以控制气缸部件的伸缩动作。
[0037]
移动机构包括端磨基座部件、液压油缸部件和电气限位组件,液压油缸部件用以驱动端磨基座部件的上下移动,电气限位组件用以控制端磨基座部件作上下移动时的实际位置,端磨砂轮部件设于端磨基座部件上。
[0038]
端磨基座部件包括:磨头架1,设于磨头架1上端的电机座2,及设于磨头架下端的油缸支承座3。
[0039]
端磨旋转电机部件包括:设于电机座2上的电机4,电机4的输出轴上套有上带轮5。
[0040]
端磨砂轮部件包括:端座架6,其内设有同步轴7,同步轴7的两端部分别连有左侧端磨砂轮8和右侧端磨砂轮9,同步轴7上套有下带轮10,下带轮10与上带轮5之间通过同步带11连接。
[0041]
请结合图3所示,液压油缸部件包括:用以控制端座架6上下移动的液压油缸20,及用以控制液压油缸20行程的液压阀组件,液压油缸20安装于油缸支承座3上。
[0042]
液压阀组件包括:电磁换向阀21,电磁换向阀21与液压油缸20的有杆腔之间依次设有节流阀22、电磁阀23、抗衡阀24,电磁换向阀21与液压油缸20的无杆腔之间设有节流阀25,电磁阀25上还并联有节流阀26。
[0043]
电气限位组件包括:设于液压油缸20的液压杆上的感应传感器27,及与感应传感器27相适配的原点接近开关28、工进点接近开关29、下限位点接近开关30。
[0044]
液压控制的原理:电磁换向阀21控制液压油缸20的液压杆在导轨上上下走行,走行的距离是由3个电气限位控制(原点接近开关28、工进点接近开关29、下限位点接近开关30)。左、右侧端磨砂轮8、9启动,先由原点接近开关28位置走到工进点接近开关29位置,然后开始在工进点接近开关29位置到下限位点接近开关30位置之间往复循环运动。循环次数达到设定的次数后,左、右侧端磨砂轮8、9返回原点接近开关28位置,液压控制结束。电磁换向阀21控制液压油缸20的液压杆走行方向,节流阀控制液压油缸20的液压杆走行速度。
[0045]
请结合图4所示,气缸部件包括:对应控制左侧端磨砂轮8的左侧端磨气缸12,及对应控制右侧端磨砂轮9的右侧端磨气缸13,左侧端磨气缸12和右侧端磨气缸13均安装于端座架6上。
[0046]
气动电磁阀组件包括:三位四通电磁阀14,三位四通电磁阀14通过控制气路分别控制左侧端磨气缸12、右侧端磨气缸13。
[0047]
控制气路上均依次连有电气比例阀15、单向阀16和调速阀17。
[0048]
控制气路上均还设有旁路,旁路上均依次连有单向阀18和调速阀19。
[0049]
左、右侧端磨气缸12、13的运动过程是分两种以下工况:
[0050]
第一,钢轨轨头进行除锈,钢轨从机器左端进入,当左端磨方向光电有信号,右端磨方向光电没信号时,自动判断是否是轨头,端磨气缸自动向右方向运动,防止端磨自动除锈下落时,碰撞轨头。开始端磨除锈后,端磨气缸在工进位自动向左运动,以设定的恒定压力贴合到钢轨轨头端磨位置,然后开始左上下往复运动,直到运动次数达到设定次数后,端磨气缸自动向右运动,端磨回原点,结束端磨轨头运动。
[0051]
第二,钢轨轨尾进行除锈,钢轨从机器左端进入直到轨尾脱离左端磨方向光电,脱离左端磨保护光电限位和右端磨保护光电限位,以右端磨方向光电信号有信号,左端磨光电没信号来自动判断时轨尾状态,端磨气缸自动向左运动。然后开始端磨除锈,端磨气缸在工进位自动向右运动,以设定的恒定压力贴合到钢轨轨头端磨位置。然后开始左上下往复运动。直到运动次数达到设定次数后,端磨气缸自动向左运动。端磨回原点,结束端磨轨头运动。端磨左保护光电和右保护光电的作用是在判断轨头轨尾时候,控制钢轨端部的位置,防止端磨向下除锈时候撞击钢轨端部。
[0052]
通过气动电磁阀组件来恒压控制左侧端磨气缸12和右侧端磨气缸13的伸缩动作,使对应的左侧端磨砂轮8和右侧端磨砂轮9以一种恒定的压力方式接触钢轨的端面200,压力大小通过电气比例阀15控制,既保证压力足够除锈完全干净,又保证钢轨端面200的平直度达到要求。
[0053]
通过左侧端磨气缸12和右侧端磨气缸13以恒定的压力推动相应的左侧端磨砂轮8和右侧端磨砂轮9,使得左侧端磨砂轮8和右侧端磨砂轮9以恒定的压力贴近钢轨的端面200,电机4启动旋转,通过同步带11带动左侧端磨砂轮8和右侧端磨砂轮9旋转,液压油缸20控制左侧端磨砂轮8和右侧端磨砂轮9在钢轨的端面200作上下移动。
[0054]
除锈机构通过回转机构在导轨上作上下移动,导轨的直线度可以保证端磨上下移动的平直度。可以通过调整端磨基座部件4个水平螺栓,控制端磨砂轮部件平直度达到要求。
[0055]
将钢轨固定在除锈机构的起点,启动电机4,带动左侧端磨砂轮8和右侧端磨砂轮9开始旋转,控制液压油缸20从原点接近开关28位置移动到工进点接近开关29位置,启动左侧端磨气缸12和右侧端磨气缸13,使其以恒定的压力贴紧在钢轨端面200,然后控制液压油缸20在工进点接近开关29位置和下限位点接近开关303位置之间做往复运动。通过电气控制反复循环运动的次数,在反复循环除锈过程中,可以通过控制电气比例阀15的压力大小,达到更佳的除锈效果。完成反复循环次数后,左侧端磨气缸12和右侧端磨气缸13反向运动,使其脱离钢轨表面,液压油缸20回到原点接近开关28位置。
[0056]
本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本实用新型,而并非用作为对本实用新型的限定,只要在本实用新型的实质精神范围内,对以上所述实施例的变化、变型都将落在本实用新型的权利要求书范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips