
 商标分类
商标分类  商标转让
商标转让 
一种耐高温碳化硅制品的生产工艺的制作方法
 2021-01-30 20:01:18|
2021-01-30 20:01:18| 303|
303| 起点商标网
起点商标网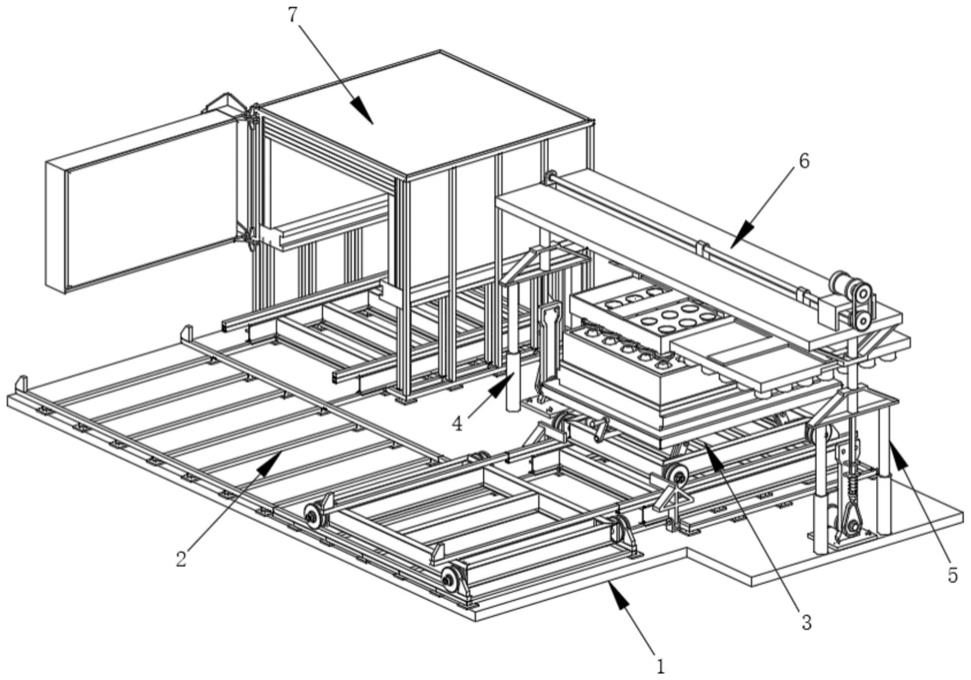
[0001]
本发明涉及碳化硅生产技术领域,具体为一种耐高温碳化硅制品的生产工艺。
背景技术:
[0002]
碳化硅俗称金刚砂,宝石名称钻髓,是硅与碳相键结而成的陶瓷状化合物。碳化硅在大自然以莫桑石这种罕见的矿物的形式存在。合成碳化硅粉末从1893年开始批量生产,并用作磨料。碳化硅可用于需要高耐用度的材料中,如汽车刹车片、离合器和防弹背心等。在发光二极管、早期的无线电探测器之类的电子器件制造中也有使用。
[0003]
碳化硅材料依据其优异的耐高温、耐磨、抗冲刷、耐腐蚀以及质量轻的特点,被广泛运用,利用碳化硅制作的产品包括碳化硅密封环、碳化硅轴套、防弹板以及其他异形件等等。
[0004]
其中,在碳化硅轴套生产的过程中,先是需要对混合后的碳化硅原料进行压制成型处理,然后再将成型后的碳化硅轴套坯件输送至煅烧炉中,煅烧后,得到碳化硅轴套成品,但是在上述过程中所使用的压制成型设备的自身结构以及碳化硅轴套坯件从成型设备下料后进入煅烧炉内的过程,均需要进行优化,用以提高碳化硅轴套生产效率和降低生产成本,为此,本领域的技术人员提出了一种耐高温碳化硅制品的生产工艺。
技术实现要素:
[0005]
针对现有技术的不足,本发明提供了一种耐高温碳化硅制品的生产工艺,解决了在碳化硅轴套的生产工艺中所使用的压制成型设备的自身结构以及碳化硅轴套坯件从成型设备下料后进入煅烧炉内的过程,均需要进行优化,用以提高碳化硅轴套生产效率和降低生产成本的问题。
[0006]
为实现以上目的,本发明通过以下技术方案予以实现:一种耐高温碳化硅制品的生产工艺,包括如下步骤:
[0007]
s1、取一定量的sio
2
、木屑、石油焦粉以及添加剂,并进行过筛处理;
[0008]
s2、将过筛后的各个原料依次置于搅拌罐中,待充分混合后,得到制备碳化硅的混合料;
[0009]
s3、将所获得的混合料添加至成型煅烧一体机中,依次对混合料进行成型煅烧处理,获得碳化硅轴套的半成品料;
[0010]
s4、将煅烧后的半成品料从成型煅烧一体机中取出,并转移至无尘车间内,静置冷却至,即可;
[0011]
在本工艺的步骤s中,所述的成型煅烧一体机,包括设备承载底板,在所述设备承载底板的顶端固定安装有一组整体呈“u”字形结构的送料过渡导向单元,在所述送料过渡导向单元其中一端的上方放置有一组送料小车,在所述设备承载底板的顶端且位于送料小车的两侧分别对应安装有第一往复式升降支撑单元和第二往复式升降单元,所述第一往复式升降支撑单元和第二往复式升降单元的顶端共同固定安装有碳化硅轴套成型单元,在所
述送料过渡导向单元另外一端的上方固定安装有煅烧单元;
[0012]
所述第二往复式升降单元包括固定安装在设备承载底板顶端的基座,在所述基座底部的背面固定安装有第一电机,所述第一电机的驱动端延伸至基座的正面,并且固定安装有凸轮,在所述基座正面的顶部固定焊接有限位板,在所述限位板的内部滑动连接有一根升降杆,在所述升降杆的底部套接有弹簧,在所述升降杆的顶端固定焊接有衔接框架,在所述衔接框架的内部固定焊接有支撑立柱,所述支撑立柱的顶端延伸至衔接框架的上方;
[0013]
所述碳化硅轴套成型单元包括固定架设在第一往复式升降支撑单元和第二往复式升降单元顶端的梁板,在所述梁板的内部开设有滑槽,且在梁板的顶端位于滑槽的两端均固定安装有轴承座,两个所述轴承座的内部共同转动连接有一根丝杠,在所述丝杠的其中一端固定安装有从动带轮,在所述梁板的上方且与从动带轮相邻的位置固定安装有第二电机,在所述第二电机的驱动端固定安装有主动带轮;
[0014]
在所述丝杠的外部均通过螺纹方式分别滑动连接有第一驱动架和第二驱动架,所述第一驱动架和第二驱动架的底端均贯穿滑槽的内部,延伸至梁板的下方,并且分别对应固定连接有第一支架和第二支架,所述第一支架和第二支架的底端分别对应固定安装有上模座和原料存储盒,在所述上模座的底端固定连接有若干个等距离分布的成型筒,在所述原料存储盒的底端固定串接有若干个等距离分布的下料管。
[0015]
进一步的,所述步骤s1中,sio
2
、木屑、石油焦粉以及添加剂的混合比例为2:6:2.5:1.5;
[0016]
更进一步的,所述添加剂为环氧树脂和沥青中的任意一种。
[0017]
进一步的,所述第一往复式升降支撑单元和第二往复式升降单元为结构相同,且互为对称设置的两个构件;
[0018]
更进一步的,所述碳化硅轴套成型单元横跨设置在送料小车的正上方,且两者的中心点位于同一竖直线上;
[0019]
更进一步的,所述送料小车沿着送料过渡导向单元的“u”字形结构进行多段式的移动。
[0020]
进一步的,所述第二往复式升降单元还包括对称安装在设备承载底板顶部端面的两根轴筒,每根所述轴筒的内部均滑动连接有一根导向轴杆,两根所述导向轴杆的顶端与衔接框架的底端焊接在一起;
[0021]
更进一步的,整个所述第二往复式升降单元处于最高状态时,所述升降杆的底端与凸轮的最凸点相接触,且两个相接触的端面为圆弧面。
[0022]
进一步的,所述主动带轮和从动带轮的外部共同套接有一根同步带,且所述主动带轮和从动带轮的传动比为5:1;
[0023]
更进一步的,所述第一支架和第二支架与梁板的底端之间均通过两根对称安装的直线导轨形成滑动连接结构。
[0024]
进一步的,所述原料存储盒的内部为中空结构,顶部为敞口状,每个所述下料管的顶端均与原料存储盒的内部相连通,且每个下料管上均固定串接有电磁阀;
[0025]
更进一步的,所述成型筒和下料管的总数以及每个成型筒和下料管的位置均相对应。
[0026]
进一步的,所述送料过渡导向单元包括“一”字形的跑道轨以及始端支撑框架和末
端支撑框架,所述始端支撑框架和末端支撑框架分别位于跑道轨的两端,且均与跑道轨相垂直,在所述始端支撑框架和末端支撑框架的顶端均对称焊接有两根一区段衔接导轨,在所述跑道轨的上方放置有过渡车架,在所述过渡车架的顶端对称焊接有两根二区段衔接导轨,所述过渡车架位于跑道轨的两端时,所述二区段衔接导轨分别对应与始端支撑框架上的一区段衔接导轨以及末端支撑框架上的一区段衔接导轨相接触,在所述始端支撑框架的两侧还固定安装有转轴,每个所述转轴的内部均转动连接有小车锁死框架,所述小车锁死框架的顶端由竖直旋转至水平后,位于一区段衔接导轨的上方,在所述跑道轨、始端支撑框架和末端支撑框架两端的上方均固定焊接有定位板。
[0027]
进一步的,所述送料小车包括放置在送料过渡导向单元其中一端上的输送车架,在所述输送车架的上方按照从下至上的顺序依次固定安装有摇把式升降器、承载板、第一保温板以及定位框架,在所述第一保温板的两侧以及背面均固定连接有导向凸块,在所述定位框架的内部放置有模型放置框架,在所述模型放置框架的内部放置有尺寸相适配的下模座,在所述下模座的顶端开设有若干个等距离分布的成型槽。
[0028]
进一步的,所述煅烧单元包括固定安装在送料过渡导向单元另一端上方的炉体支撑框架,在所述炉体支撑框架的上方固定安装有煅烧炉,在所述煅烧炉的内侧壁均固定安装有电加热板,且在炉体支撑框架的敞口处通过铰接方式转动连接有一扇密封门。
[0029]
进一步的,在所述煅烧炉的内部设置有煅烧腔室,在所述炉体支撑框架的内部设置有小车落位腔室,在所述密封门的内侧面以及煅烧炉的内壁上均固定安装有第二保温板,在所述煅烧炉内部底端的第二保温板上开设有导向滑槽。
[0030]
有益效果
[0031]
本发明提供了一种耐高温碳化硅制品的生产工艺。与现有技术相比具备以下有益效果:
[0032]
1、一种耐高温碳化硅制品的生产工艺,所使用的成型煅烧一体机,在设备承载底板的顶端固定安装有一组整体呈“u”字形结构的送料过渡导向单元,而成型单元和煅烧单元分别位于送料过渡导向单元的两端,中间通过导轨串接在一起,在实际使用时,送料小车携带有成型模具位于成型单元的下方,待碳化硅轴套的坯料成型后,送料小车沿着上述导轨朝着煅烧单元的方向移动,并最终在成型模具不脱离小车的情况下,让整个成型模具依然可以进入煅烧炉内,这样既保证了碳化硅轴套的批量压制成型、批量运输以及批量煅烧,而且使得整个操作过程更加安全可靠。
[0033]
2、一种耐高温碳化硅制品的生产工艺,所使用的成型煅烧一体机,在设备承载底板的顶端且位于送料小车的两侧分别对应安装有第一往复式升降支撑单元和第二往复式升降单元,第一往复式升降支撑单元和第二往复式升降单元为两个结构相同的构件,在实际使用时,上述两个单元同步运作,并且利用凸轮传动的原理,实现了上述两个单元同步的上升或下降,在下降过程中,利用凸轮以上结构的自身重力,使得碳化硅轴套成型单元中的成型筒压入成型槽中,对成型槽中落入的原料进行压制成型处理,这种操作方式获得的碳化硅轴套坯料的结构更加密实,会大幅度提高整个碳化硅轴套的出厂质量。
[0034]
3、一种耐高温碳化硅制品的生产工艺,所使用的成型煅烧一体机,第一往复式升降支撑单元和第二往复式升降单元的顶端共同固定安装有碳化硅轴套成型单元,该碳化硅轴套成型单元,在实际使用时,压制成型和碳化硅原料的添加过程可以来回切换,即在每下
压一次后,都会向成型槽内补给一定量的碳化硅原料,无需人工进行添加,更加省时省力,方便快捷,大幅度提高了整个成型煅烧一体机的实用性。
附图说明
[0035]
图1为本发明的装配结构示意图;
[0036]
图2为本发明的分解结构示意图;
[0037]
图3为本发明第一往复式升降支撑单元、第二往复式升降单元以及碳化硅轴套成型单元装配在一起的结构示意图;
[0038]
图4为本发明送料过渡导向单元的结构示意图;
[0039]
图5为本发明送料小车的分解结构示意图;
[0040]
图6为本发明送料小车的装配结构示意图;
[0041]
图7为本发明第二往复式升降单元的结构示意图;
[0042]
图8为本发明碳化硅轴套成型单元的结构示意图;
[0043]
图9为本发明碳化硅轴套成型单元的正视图;
[0044]
图10为本发明煅烧单元的结构示意图;
[0045]
图11为本发明煅烧单元的正视图。
[0046]
图中:1、设备承载底板;2、送料过渡导向单元;21、跑道轨;22、始端支撑框架;23、末端支撑框架;24、一区段衔接导轨;25、过渡车架;26、二区段衔接导轨;27、转轴;28、小车锁死框架;29、定位板;3、送料小车;31、输送车架;32、摇把式升降器;33、承载板;34、第一保温板;35、导向凸块;36、定位框架;37、模型放置框架;38、下模座;39、成型槽;4、第一往复式升降支撑单元;5、第二往复式升降单元;51、基座;52、第一电机;53、凸轮;54、限位板;55、升降杆;56、弹簧;57、轴筒;58、导向轴杆;59、衔接框架;510、支撑立柱;6、碳化硅轴套成型单元;61、梁板;62、滑槽;63、轴承座;64、丝杠;65、从动带轮;66、第二电机;67、主动带轮;68、同步带;69、第一驱动架;610、第二驱动架;611、直线导轨;612、第一支架;613、第二支架;614、上模座;615、原料存储盒;616、成型筒;617、下料管;618、电磁阀;7、煅烧单元;71、炉体支撑框架;72、煅烧炉;73、小车落位腔室;74、煅烧腔室;75、电加热板;76、导向滑槽;77、密封门;78、第二保温板。
具体实施方式
[0047]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0048]
本发明实施例提供一种技术方案:一种耐高温碳化硅制品的生产工艺,包括如下步骤:
[0049]
s1、取一定量的sio
2
、木屑、石油焦粉以及添加剂,sio
2
、木屑、石油焦粉以及添加剂的混合比例为2:6:2.5:1.5,另外,添加剂为环氧树脂和沥青中的任意一种,并进行过筛处理;
[0050]
s2、将过筛后的各个原料依次置于搅拌罐中,待充分混合后,得到制备碳化硅的混
合料;
[0051]
s3、将所获得的混合料添加至成型煅烧一体机中,依次对混合料进行成型煅烧处理,获得碳化硅轴套的半成品料;
[0052]
s4、将煅烧后的半成品料从成型煅烧一体机中取出,并转移至无尘车间内,静置冷却至,即可。
[0053]
请参阅图1-3,在本工艺的步骤s中,的成型煅烧一体机,包括设备承载底板1,在设备承载底板1的顶端固定安装有一组整体呈“u”字形结构的送料过渡导向单元2,在送料过渡导向单元2其中一端的上方放置有一组送料小车3,送料小车3沿着送料过渡导向单元2的“u”字形结构进行多段式的移动,在设备承载底板1的顶端且位于送料小车3的两侧分别对应安装有第一往复式升降支撑单元4和第二往复式升降单元5,第一往复式升降支撑单元4和第二往复式升降单元5为结构相同,且互为对称设置的两个构件,第一往复式升降支撑单元4和第二往复式升降单元5的顶端共同固定安装有碳化硅轴套成型单元6,碳化硅轴套成型单元6横跨设置在送料小车3的正上方,且两者的中心点位于同一竖直线上,在送料过渡导向单元2另外一端的上方固定安装有煅烧单元7。
[0054]
请参阅图7,第二往复式升降单元5包括固定安装在设备承载底板1顶端的基座51,在基座51底部的背面固定安装有第一电机52,第一电机52的驱动端延伸至基座51的正面,并且固定安装有凸轮53,在基座51正面的顶部固定焊接有限位板54,在限位板54的内部滑动连接有一根升降杆55,在升降杆55的底部套接有弹簧56,在升降杆55的顶端固定焊接有衔接框架59,在衔接框架59的内部固定焊接有支撑立柱510,支撑立柱510的顶端延伸至衔接框架59的上方,第二往复式升降单元5还包括对称安装在设备承载底板1顶部端面的两根轴筒57,每根轴筒57的内部均滑动连接有一根导向轴杆58,两根导向轴杆58的顶端与衔接框架59的底端焊接在一起,整个第二往复式升降单元5处于最高状态时,升降杆55的底端与凸轮53的最凸点相接触,且两个相接触的端面为圆弧面。
[0055]
请参阅图8-9,碳化硅轴套成型单元6包括固定架设在第一往复式升降支撑单元4和第二往复式升降单元5顶端的梁板61,在梁板61的内部开设有滑槽62,且在梁板61的顶端位于滑槽62的两端均固定安装有轴承座63,两个轴承座63的内部共同转动连接有一根丝杠64,在丝杠64的其中一端固定安装有从动带轮65,在梁板61的上方且与从动带轮65相邻的位置固定安装有第二电机66,在第二电机66的驱动端固定安装有主动带轮67,主动带轮67和从动带轮65的外部共同套接有一根同步带68,且主动带轮67和从动带轮65的传动比为5:1,在丝杠64的外部均通过螺纹方式分别滑动连接有第一驱动架69和第二驱动架610,第一驱动架69和第二驱动架610的底端均贯穿滑槽62的内部,延伸至梁板61的下方,并且分别对应固定连接有第一支架612和第二支架613,第一支架612和第二支架613与梁板61的底端之间均通过两根对称安装的直线导轨611形成滑动连接结构,第一支架612和第二支架613的底端分别对应固定安装有上模座614和原料存储盒615,在上模座614的底端固定连接有若干个等距离分布的成型筒616,在原料存储盒615的底端固定串接有若干个等距离分布的下料管617,原料存储盒615的内部为中空结构,顶部为敞口状,每个下料管617的顶端均与原料存储盒615的内部相连通,且每个下料管617上均固定串接有电磁阀618,成型筒616、下料管617、成型槽39的总数以及每个成型筒616、下料管617、成型槽39的位置均相对应。
[0056]
请参阅图4,送料过渡导向单元2包括“一”字形的跑道轨21以及始端支撑框架22和
末端支撑框架23,始端支撑框架22和末端支撑框架23分别位于跑道轨21的两端,且均与跑道轨21相垂直,在始端支撑框架22和末端支撑框架23的顶端均对称焊接有两根一区段衔接导轨24,在跑道轨21的上方放置有过渡车架25,在过渡车架25的顶端对称焊接有两根二区段衔接导轨26,过渡车架25位于跑道轨21的两端时,二区段衔接导轨26分别对应与始端支撑框架22上的一区段衔接导轨24以及末端支撑框架23上的一区段衔接导轨24相接触,在始端支撑框架22的两侧还固定安装有转轴27,每个转轴27的内部均转动连接有小车锁死框架28,小车锁死框架28的顶端由竖直旋转至水平后,位于一区段衔接导轨24的上方,在跑道轨21、始端支撑框架22和末端支撑框架23两端的上方均固定焊接有定位板29。
[0057]
请参阅图5-6,送料小车3包括放置在送料过渡导向单元2其中一端上的输送车架31,在输送车架31的上方按照从下至上的顺序依次固定安装有摇把式升降器32、承载板33、第一保温板34以及定位框架36,在第一保温板34的两侧以及背面均固定连接有导向凸块35,在定位框架36的内部放置有模型放置框架37,在模型放置框架37的内部放置有尺寸相适配的下模座38,在下模座38的顶端开设有若干个等距离分布的成型槽39。
[0058]
请参阅图10-11,煅烧单元7包括固定安装在送料过渡导向单元2另一端上方的炉体支撑框架71,在炉体支撑框架71的上方固定安装有煅烧炉72,在煅烧炉72的内侧壁均固定安装有电加热板75,且在炉体支撑框架71的敞口处通过铰接方式转动连接有一扇密封门77,在煅烧炉72的内部设置有煅烧腔室74,在炉体支撑框架71的内部设置有小车落位腔室73,在密封门77的内侧面以及煅烧炉72的内壁上均固定安装有第二保温板78,在煅烧炉72内部底端的第二保温板78上开设有导向滑槽76。
[0059]
使用时,首先,将连带有若干个成型槽39的下模座38对应放置在模型放置框架37中,再将上述整体放在定位框架36中,随后,将整个送料小车3放置在送料过渡导向单元2的一端,且位于整个碳化硅轴套成型单元6下方的位置,送料小车3就位后,工作人员手动逆时针旋转小车锁死框架28,旋转90
°
,让小车锁死框架28对送料小车3的车轮进行限制,使得整个送料小车3无法移动;
[0060]
随后,启动第二电机66,带动主动带轮67转动,在同步带68的作用下,带动从动带轮65旋转,进而带动丝杠64旋转,在旋转过程中,会在直线导轨611的作用下,同步带动第一支架69和第二支架610朝着同一个方向移动,直至上模座614移动至图9的最右端,而此时原料存储盒615恰巧位于下模座38的正上方,且每一个下料管617均与每一个成型槽39相对应,随后,打开每个电磁阀618,让原料存储盒615中的碳化硅原料借助下料管617落入每一个成型槽39中,随后,同理操作,让上模座614位于下模座38的正上方,再然后,启动第一电机52,第一电机52带动凸轮63旋转,在旋转过程中,凸轮63的最凸点会途经拥有最高点和最低点,当最凸点从最低点向最高点过渡时,会让整根升降杆55上升,对弹簧56形成挤压,并且携带升降杆55以上的结构同步上升,使得整个碳化硅轴套成型单元6的高度上升,当最凸点位于最高点时,又会向最低点过渡,同理,在这个过程中,碳化硅轴套成型单元6的高度下降,在下降的过程中,在重力的作用下,成型筒616会压入成型槽39中,对其内部的碳化硅原料进行一次压制成型处理,紧接着,同理,碳化硅轴套成型单元6又会整体上升,在上升过程中,原料存储盒615又会恰巧位于下模座38的正上方,将原料再次放入成型槽39,然后,再借助成型筒616进行二次压制成型处理,依次类推,直至每一个成型槽39中的碳化硅轴套坯料被压密实;
[0061]
随后,工作解除小车锁死框架28对送料小车3的车轮进行限制,让携带有若干个碳化硅轴套坯料的送料小车3,沿着送料过渡导向单元2的轨迹,移动至煅烧单元7的内部,移动后,送料小车3中,第一保温板34以下的部分,位于小车落位腔室73中,同理,第一保温板34以上的部分,位于煅烧腔室74中,而第一保温板34上导向凸块35会位于导向滑槽76中,对整个煅烧腔室74的底部进行密封,随后,关闭密封门77,进行煅烧即可,煅烧后,同理操作,将送料小车3移出,即可。
[0062]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
[0063]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips