
 商标分类
商标分类  商标转让
商标转让 
一种高产能的弧形弯曲钢化玻璃的成型系统的制作方法
 2021-01-30 19:01:05|
2021-01-30 19:01:05| 245|
245| 起点商标网
起点商标网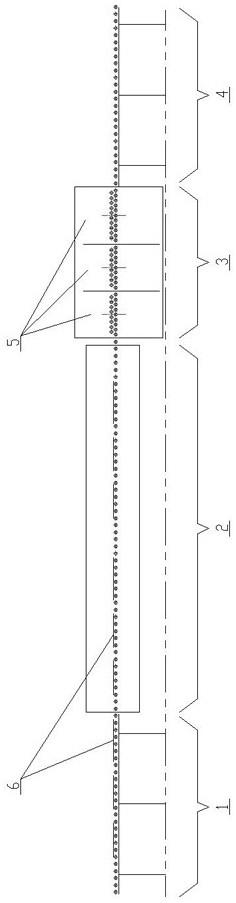
[0001]
本实用新型涉及钢化玻璃成型领域,尤其涉及一种高产能的弧形弯曲钢化玻璃的成型系统。
背景技术:
[0002]
钢化玻璃按形状分为平面钢化玻璃和曲面钢化玻璃,其中弧形弯曲钢化玻璃需要采用成型风栅装置弯曲成型。现有的玻璃钢化机组中,按照弧形弯曲钢化玻璃成型段在整个玻璃钢化机组中的配置,通常分为三类:机组中有一个弧形弯曲钢化成型单元;机组中有两个不同品类的弧形弯曲钢化成型单元;机组中有三个不同品类的弧形弯曲钢化成型单元。这三类不同品类的弧形弯曲玻璃钢化机组有一个共同的特点,就是在加热单元完成玻璃的加热过程后,每一次只能出炉一片玻璃,进入其中的一个弧形弯曲成型钢化单元,完成成型钢化后,再次出炉一片,依次完成多片玻璃的弯曲成型与钢化过程。这种机组配置与生产过程的弊端就是整个流程中必须对一片玻璃完成弧形弯曲成型后,才能继续进行下一片玻璃的处理,无论单一过程的频次多快,系统中都必然存在装置待机等候玻璃、以及玻璃加热完成后等待弯曲处理的情况,造成能源浪费并降低生产效率,难以满足用户的产能需求。
技术实现要素:
[0003]
为解决上述现有的弧形弯曲钢化玻璃生产中生产效率低,难以满足产能需求的问题,本实用新型提供了一种高产能的弧形弯曲钢化玻璃的成型系统。
[0004]
本实用新型为解决上述技术问题所采用的技术方案是:一种高产能的弧形弯曲钢化玻璃的成型系统,包括依次对接布置的玻璃布片台、玻璃加热装置、成型风栅装置和玻璃取片台,玻璃布片台、玻璃加热装置和玻璃取片台上均安装有用于输送玻璃的辊道,成型风栅装置上沿玻璃输送方向依次设置有多个成型单元,每个成型单元均包括上风栅板组、下风栅板组和卷扬机构,上风栅板组沿玻璃输送方向的两端均与卷扬机构悬吊连接,下风栅板组沿玻璃输送方向的两端也与卷扬机构悬吊连接,通过卷扬机构带动上风栅板组和下风栅板组的端部运动,使上风栅板组和下风栅板组能够从平直状态转动至弧形弯曲状态,下风栅板组靠近上风栅板组的一侧安装有一排辊轴,多个下风栅板组的相对位置满足当下风栅板组均处于平直状态时,多个下风栅板组的辊轴能够与玻璃加热装置的辊道和玻璃取片台的辊道配合输送玻璃,使多个玻璃平板能够从玻璃加热装置的辊道分别运动至多个成型单元中处于平直状态的上风栅板组和下风栅板组之间分别形成的多个平面狭缝内,卷扬机构能够带动上风栅板组和下风栅板组配合转动,以便于平面狭缝旋转形成弧形弯曲狭缝,从而使多个玻璃平板分别弯曲成所需的玻璃弯曲板,卷扬机构还能够带动处于弧形弯曲状态的上风栅板组竖直运动并同步带动处于弧形弯曲状态的下风栅板组转动,以便于保持弧形弯曲状态的上风栅板组向上提升并远离转动至平直状态的下风栅板组,使上风栅板组和下风栅板组之间能够形成供玻璃弯曲板运动的空间,以便于多个玻璃弯曲板通过下风栅板组的辊轴依次输送至玻璃取片台的辊道。
[0005]
优选的,所述成型风栅装置包括成型室,所述卷扬机构为多个安装在成型室上半部的卷筒式提升机。
[0006]
优选的,上风栅板组的两端分别通过钢丝绳与两个卷筒式提升机悬吊连接,下风栅板组的两端分别通过钢丝绳与另外两个卷筒式提升机悬吊连接。
[0007]
优选的,成型室内开设有多个通风口,每个成型单元的上侧和下侧分别设有一个通风口。
[0008]
优选的,以能够同时运动至所有成型单元的多个玻璃平板为一组,玻璃加热装置的辊道长度满足能够使多组玻璃平板同时运动至玻璃加热装置内进行加热,并满足能够使同一组中相邻玻璃平板的间距与多个成型单元沿玻璃输送方向的间距相对应。
[0009]
优选的,所述成型风栅装置上安装有三个成型单元,玻璃布片台的辊道长度满足能够同时放置同一组的三个玻璃平板,玻璃取片台的辊道长度满足能够同时承接同一组的三个玻璃弯曲板。
[0010]
根据上述技术方案,本实用新型的有益效果是:
[0011]
本实用新型中,在成型风栅装置上设置了两个或者更多个的成型单元,使多个加热完成的玻璃平板能够同时运动至上风栅板组和下风栅板组之间的多个平面狭缝内,就能够对多个玻璃平板同时进行弧形弯曲,而在弯曲成型后,本实用新型通过对上风栅板组和下风栅板组的结构设计,使上风栅板组能够在保持弧形弯曲的状态下向上提升运动,而下风栅板组能够在同一时间从弧形弯曲状态转动回复到平直状态,就能够在不对玻璃弯曲板的形状造成干涉的情况下,使上风栅板组和下风栅板组之间拉开距离,多个玻璃弯曲板就能够被下风栅板组的辊轴依次输送至玻璃取片台的辊道,避免了多个成型单元的玻璃弯曲板在连续输送时发生干涉碰撞的情况,最终实现了两个或两个以上数量的玻璃平板在加热后能够同时进行弯曲成型,再将两个或两个以上的玻璃弯曲板同时从成型风栅中送出的效果,并且多个玻璃平板的弯曲成型可以是相同品类,也可以是不同品类,因此与现有技术中必须对每个玻璃平板处理完成后才能开始下一个玻璃平板的弯曲成型相比,生产效率大幅提升,避免了系统中装置待机等候玻璃、以及玻璃加热完成后等待弯曲处理的情况,防止能源浪费,实际产能比现有技术提高了数倍,可以满足用户的产能需求。
附图说明
[0012]
图1为玻璃平板进入成型风栅装置之前的示意图;
[0013]
图2为成型单元将玻璃平板制成玻璃弯曲板的示意图;
[0014]
图3为上风栅板组向上提升、且下风栅板组转动至平直状态的示意图;
[0015]
图4为玻璃弯曲板送出后成型单元复位的示意图;
[0016]
图5为成型风栅装置在玻璃平板送入之前的示意图,图中上风栅板组和下风栅板组处于相互靠近的平直状态;
[0017]
图6为成型风栅装置将玻璃弯曲板送出时的示意图,图中上风栅板组处于弧形弯曲状态并向上提升,下风栅板组复位至平直状态。
[0018]
图中标记:1、玻璃布片台,2、玻璃加热装置,3、成型风栅装置,4、玻璃取片台,5、成型单元,6、玻璃平板,7、玻璃弯曲板,8、上风栅板组,9、下风栅板组,10、卷扬机构,11、辊轴,12、成型室,13、通风口。
具体实施方式
[0019]
参见附图,具体实施方式如下:
[0020]
如图1~4所示,一种高产能的弧形弯曲钢化玻璃的成型系统,包括依次对接布置的玻璃布片台1、玻璃加热装置2、成型风栅装置3和玻璃取片台4,玻璃布片台1、玻璃加热装置2和玻璃取片台4上均安装有用于输送玻璃的辊道,成型风栅装置3上沿玻璃输送方向依次设置有多个成型单元5,图中所示为三个成型单元5,实际中成型单元5的数量可以根据生产需求灵活设置为两个或两个以上的任意多个。
[0021]
如图5~6所示,成型风栅装置3包括成型室12,每个成型单元5均包括上风栅板组8、下风栅板组9和卷扬机构10,卷扬机构10为多个安装在成型室12上半部的卷筒式提升机,上风栅板组8的两端分别通过钢丝绳与两个卷筒式提升机悬吊连接,下风栅板组9的两端分别通过钢丝绳与另外两个卷筒式提升机悬吊连接,通过卷扬机构10带动上风栅板组8和下风栅板组9的端部运动,使上风栅板组8和下风栅板组9能够从平直状态转动至弧形弯曲状态。成型室12内开设有多个通风口13,每个成型单元5的上侧和下侧分别设有一个通风口13。
[0022]
如图5~6所示,下风栅板组9靠近上风栅板组8的一侧安装有一排辊轴11,多个下风栅板组9的相对位置满足当下风栅板组9均处于平直状态时,多个下风栅板组9的辊轴11能够与玻璃加热装置2的辊道和玻璃取片台4的辊道配合输送玻璃,使多个玻璃平板6能够从玻璃加热装置2的辊道分别运动至多个成型单元5中处于平直状态的上风栅板组8和下风栅板组9之间分别形成的多个平面狭缝内。
[0023]
卷扬机构10能够带动上风栅板组8和下风栅板组9配合转动,以便于平面狭缝旋转形成弧形弯曲狭缝,从而使多个玻璃平板6分别弯曲成所需的玻璃弯曲板7,卷扬机构10还能够带动处于弧形弯曲状态的上风栅板组8竖直运动并同步带动处于弧形弯曲状态的下风栅板组9转动,以便于保持弧形弯曲状态的上风栅板组8向上提升并远离转动至平直状态的下风栅板组9,使上风栅板组8和下风栅板组9之间能够形成供玻璃弯曲板7运动的空间,以便于多个玻璃弯曲板7通过下风栅板组9的辊轴11依次输送至玻璃取片台4的辊道。
[0024]
上述的“多个”,指的是两个或两个以上,本实施例中以三个为例:
[0025]
如图1~6所示,成型风栅装置3上安装有三个成型单元5,以能够同时运动至所有成型单元5的三个玻璃平板6为一组,玻璃加热装置2的辊道长度满足能够使多组玻璃平板6同时运动至玻璃加热装置2内进行加热,并满足能够使同一组中相邻玻璃平板6的间距与多个成型单元5沿玻璃输送方向的间距相对应,而玻璃布片台1的辊道长度满足能够同时放置同一组的三个玻璃平板6,且玻璃取片台4的辊道长度满足能够同时承接同一组的三个玻璃弯曲板7。
[0026]
如图1和图5所示,图1中成型单元5的状态与图5相对应,为玻璃平板6进入成型风栅装置3之前,图1中玻璃布片台1的辊道上放置了一组的三个玻璃平板6,玻璃加热装置2的辊道上放置了两组的六个玻璃平板6,而三个成型单元5处于上风栅板组8和下风栅板组9相互靠近的平直状态,同一组的三个玻璃平板6的间距根据成型单元5设置,保证三个玻璃平板6能够同时运动至三个成型单元5。
[0027]
如图2所示,为成型单元5将玻璃平板6制成玻璃弯曲板7的示意图,即图1中的三个玻璃平板6被分别输送至图1中三个成型单元5处于平直状态的上风栅板组8和下风栅板组9
之间,然后上风栅板组8和下风栅板组9配合转动,图2中左侧两个成型单元5的转动角度相同,右侧的一个成型单元5的转动角度则只有一端转动,最终图2中共制成了两个品类相同的玻璃弯曲板7和另一个品类不同的玻璃弯曲板7。
[0028]
如图3和图6所示,图3中成型单元5的状态与图6相对应,为上风栅板组8向上提升、且下风栅板组9转动至平直状态,即在玻璃弯曲板7成型后,上风栅板组8保持弧形弯曲状态并被卷扬机构10带动上升,同时下风栅板组9转动复位至平直状态,就能够在不对玻璃弯曲板7的形状造成干涉的情况下,使上风栅板组8和下风栅板组9之间拉开距离,三个玻璃弯曲板7就能够被下风栅板组9的辊轴11依次送走。
[0029]
如图4所示,为玻璃弯曲板7送出后成型单元5复位的示意图,图4中三个玻璃弯曲板7同时从成型风栅装置3送出并被玻璃取片台4承接,然后上风栅板组8被卷扬机构10带动下降,同时上风栅板组8转动复位至平直状态,上风栅板组8和下风栅板组9之间重新形成平面狭缝,等候下一个玻璃平板6的送入,完成一次生产循环过程,在一次生产过程中能够同时将多个玻璃平板6制成玻璃弯曲板7,生产效率大幅提升,实际产能提高了数倍。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips