
 商标分类
商标分类  商标转让
商标转让 
一种含能材料捏合装置及方法与流程
 2021-01-30 17:01:50|
2021-01-30 17:01:50| 292|
292| 起点商标网
起点商标网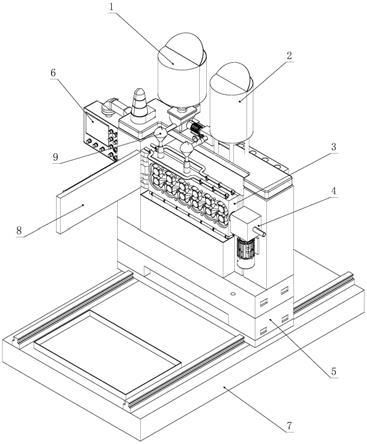
[0001]
本发明涉及含能器件生产技术领域,具体涉及一种含能材料捏合装置及方法。
背景技术:
[0002]
含能材料即炸药、推进剂和烟火药,因在氧化还原反应中释放出大量能量而被广泛地应用于军事和民用爆破及烟花领域。其中,含能材料的各个组分的混合均匀性直接影响含能材料的自身性能,而用于生产含能材料的混合机的混合特性又直接影响含能材料的性能及生产成本。目前,适用于高粘、高固相含量含能材料的混合设备主要为间歇式混合机,其一次混药量大安全性差、耗能高、作业效率低、工艺过程较为复杂、料批之间存在质量差异。
技术实现要素:
[0003]
针对上述现有含能材料的捏合不能连续装药、混药量大和料批质量差异大的技术问题,本发明提供了一种含能材料捏合装置及方法,能够降低含能材料捏混在线的药量,实现含能材料的连续装填,提升生产过程本质安全性,确保产品的质量稳定。
[0004]
本发明通过下述技术方案实现:
[0005]
一种含能材料捏合装置,包括:多腔捏合组件,所述多腔捏合组件设置有至少四个依次连通的捏合单元,所述捏合单元包括捏合腔,所述捏合腔内设有一对混合浆叶,以依次实现含能材料的进料、预混、终混和出料;第一加料组件,所述第一加料组件用于给多腔捏合组件输入含能材料的第一固相组分;第二加料组件,所述第二加料组件用于给多腔捏合组件输入含能材料的第二固相组分。
[0006]
本发明通过第一加料组件和第二加料组件将含能材料的所有固相原料分成两组加入多腔捏合组件,并进入多腔组件前端捏合单元的捏合腔内由混合桨叶对含能材料进性混合和输送,继而通过依次连通的捏合腔和捏合腔内桨叶实现含能材料的进料、预混、终混和出料,进而完成很含能材料的捏合。在上述的过程中,至少四个捏合腔能够对含能材料进行顺次的四次混合,因此本发明能够实现含能材料的连续混合,能够降低含能材料捏混在线的药量,和实现含能材料的连续装填,提升生产过程本质安全性。并且经过多次混合能够确保含能材料混合的一致性,避免出现不同批次材料质量差异大的情况,确保产品的质量稳定。并且整个操作过程中,只需将含能材料按照一定的配比装入加料组件即可,工艺简单,捏合效率高。
[0007]
进一步的,所述捏合腔的一侧设有可开合的观察窗,所述观察窗采用防爆玻璃制成,一方面便于观察含能材料混合的情况,另一方面便于多腔捏合组件的维护和清理。而采用防爆玻璃制成,能够确保含能材料捏合生产过程的安全性。
[0008]
进一步的,所述观察窗镀有导电金属层,以将在捏合的过程中产生静电导出,进一步提高装置的本安性。
[0009]
优选的,所述捏合腔各侧壁和混合浆叶的材质均为有色金属,以避免在捏合含能
材料时原料与铁制品碰撞而产生火花,确保含能材料捏合生产过程的安全性。
[0010]
进一步的,还包括送料组件,所述送料组件一端与多腔捏合组件出料端连通,所述送料组件另一端用于与装药工位相连,以将捏合完成的含能材料送入装药工位。
[0011]
具体而言,所述多腔捏合组件、第一加料组件、第二加料组件和送料组件均安装在机座上。
[0012]
进一步的,所述机座上还设有第三加料组件和第四加料组件,所述第三加料组件用于给多腔捏合组件输入含能材料的第一液相组分,所述第四加料组件用于给多腔捏合组件输入含能材料的第二液相组分,以通过第三加料组件和/或第四加料组件给多腔捏合组件加入液相含能材料的组分,进而完成对固液混合或高粘度的液态含能材料的捏合。
[0013]
进一步的,所述机座下方设置有基座,所述机座与基座滑动连接,使所述送料组件出料端可在不同装药工位间来回移动,以实现对流态含能材料的连续装药,提高生产效率;同时也便于对捏合装置的离线清理和维护。
[0014]
本发明还提供过了一种基于上述装置的含能材料捏合方法,包括以下步骤:
[0015]
将含能材料的固相组分通过第一加料组件和第二加料组件送入多腔捏合组件;
[0016]
通过多腔捏合组件的多个依次连通的捏合腔内的混合浆叶,依次对含能材料进行进料、预混、终混和出料处理;
[0017]
通过送料组件将多腔捏合组件出料端送出的含能材料送入装药工位。
[0018]
对于需要添加液相组分的含能材料的捏合,在混合含能材料前通过第三加料组件和/或第四加料组件给多腔捏合组件送入含能材料的液相组分。
[0019]
本发明的有益效果:
[0020]
1、本发明通过第一加料组件和第二加料组件将含能材料的所有固相原料分成两组加入多腔捏合组件,并进入多腔组件前端捏合单元的捏合腔内由混合桨叶对含能材料进性混合和输送,继而通过依次连通的捏合腔和捏合腔内桨叶实现含能材料的进料、预混、终混和出料,进而完成很含能材料的捏合;能够降低含能材料捏混在线的药量,和实现含能材料的连续装填,提升生产过程本质安全性;
[0021]
2、经过多次混合能够确保含能材料混合的一致性,避免出现不同批次材料质量差异大的情况,确保产品的质量稳定;
[0022]
3、捏合操作过程中,只需将含能材料按照一定的配比装入加料组件即可,工艺简单,捏合效率高;
[0023]
4、通过第三加料组件和/或第四加料组件给多腔捏合组件加入液相含能材料的组分,进而完成对固液混合或高粘度的液态含能材料的捏合,具有通用性,降低含能材料捏合生产的成本;
[0024]
5、所述机座下方设置有基座,所述机座与基座滑动连接,使所述送料组件出料端可在不同装药工位间来回移动,以实现对流态含能材料的连续装药,提高生产效率,同时也便于对捏合装置的离线清理和维护。
附图说明
[0025]
此处所说明的附图用来提供对本发明实施例的进一步理解,构成本申请的一部分,并不构成对本发明实施例的限定。在附图中:
[0026]
图1为本发明的捏合装置立体结构示意图;
[0027]
图2为本发明的捏合装置主视示意图。
[0028]
附图中标记及对应的零部件名称:
[0029]
1-第一加料组件,2-第二加料组件,3-多腔捏合组件,4-送料组件,5-机座,6-电控箱,7-基座,8-观察窗,9-第三加料组件,10-第四加料组件。
具体实施方式
[0030]
为使本发明的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本发明作进一步的详细说明,本发明的示意性实施方式及其说明仅用于解释本发明,并不作为对本发明的限定。
[0031]
实施例1
[0032]
一种含能材料捏合装置,包括:多腔捏合组件3,所述多腔捏合组件3设置有至少四个依次连通的捏合单元,所述捏合单元包括捏合腔,所述捏合腔内设有一对混合浆叶,以依次实现含能材料的进料、预混、终混和出料;第一加料组件1,所述第一加料组件1用于给多腔捏合组件3输入含能材料的第一固相组分;第二加料组件2,所述第二加料组件2用于给多腔捏合组件3输入含能材料的第二固相组分。
[0033]
进一步的,所述捏合腔的一侧设有可开合的观察窗8,所述观察窗8采用防爆玻璃制成,一方面便于观察含能材料混合的情况,另一方面便于多腔捏合组件3的维护和清理。而采用防爆玻璃制成,能够确保含能材料捏合生产过程的安全性。
[0034]
进一步的,所述观察窗8镀有导电金属层,以将在捏合的过程中产生静电导出,进一步提高装置的本安性。
[0035]
优选的,所述捏合腔各侧壁和混合浆叶的材质均为有色金属,以避免在捏合含能材料时原料与铁制品碰撞而产生火花,确保含能材料捏合生产过程的安全性。
[0036]
进一步的,还包括送料组件4,所述送料组件4一端与多腔捏合组件3出料端连通,所述送料组件4另一端用于与装药工位相连,以将捏合完成的含能材料送入装药工位。
[0037]
具体而言,所述多腔捏合组件3、第一加料组件1、第二加料组件2和送料组件4均安装在机座5上。
[0038]
进一步的,所述机座5上还设有第三加料组件9和第四加料组件10,所述第三加料组件9用于给多腔捏合组件3输入含能材料的第一液相组分,所述第四加料组件10用于给多腔捏合组件3输入含能材料的第二液相组分,以通过第三加料组件9和/或第四加料组件10给多腔捏合组件3加入液相含能材料的组分,进而完成对固液混合或高粘度的液态含能材料的捏合。
[0039]
进一步的,所述机座5下方设置有基座7,所述机座5与基座7滑动连接,使所述送料组件4出料端可在不同装药工位间来回移动,以实现对流态含能材料的连续装药,提高生产效率;同时也便于对捏合装置的离线清理和维护。
[0040]
也就是说,本实施例包括第一加料组件1、第二加料组件2、多腔捏合组件3、送料组件4、机座5和安装有控制模块的电控箱6;所述第一加料组件1位于多室捏合组件3上方,通过管道与多腔捏合组件3连接并安装在机座5上;第二加料组件2位于多腔捏合组件3上方以及第一加料组件1右侧,通过管道与多腔捏合组件3连接并安装在机座5上;多腔捏合组件3
位于整个工艺及装备中部,安装在机座5上;送料组件4安装在机座5上,且位于多腔捏合组件3右侧通过管道与多腔捏合组件3相连;控制箱6安装在机座5上且位于多腔捏合组件3的左侧。其中,多腔捏合组件3的捏合腔可根据具体的成份采用4腔、6腔或12腔的结构,以确保含能材料混合均匀。
[0041]
本实施例通过第一加料组件1和第二加料组件2将含能材料的所有固相原料分成两组加入多腔捏合组件3,并进入多腔组件前端捏合单元的捏合腔内由混合桨叶对含能材料进性混合和输送,继而通过依次连通的捏合腔和捏合腔内桨叶实现含能材料的进料、预混、终混(强混)和出料(强制输出),进而完成很含能材料的捏合。在上述的过程中,至少四个捏合腔能够对含能材料进行顺次的四次混合,因此本实施例能够实现含能材料的连续混合,能够降低含能材料捏混在线的药量,和实现含能材料的连续装填,提升生产过程本质安全性。并且经过多次混合能够确保含能材料混合的一致性,避免出现不同批次材料质量差异大的情况,确保产品的质量稳定。并且整个操作过程中,只需将含能材料按照一定的配比装入加料组件即可,工艺简单,捏合效率高。
[0042]
实施例2
[0043]
一种基于实施例1所述的含能材料捏合方法,包括以下步骤:
[0044]
将含能材料的固相组分按照设定的比例进行配料,通过第一加料组件1和第二加料组件2送入多腔捏合组件3的左侧捏合腔内;
[0045]
通过多腔捏合组件3的多个依次连通的捏合腔内的混合浆叶,依次对含能材料进行进料、预混、终混和出料处理;
[0046]
通过送料组件4将多腔捏合组件3有段出料端送出的含能材料送入装药工位。
[0047]
对于需要添加液相组分的含能材料的捏合,在混合含能材料前通过第三加料组件9和/或第四加料组件10给多腔捏合组件3送入含能材料的液相组分。
[0048]
以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips