
 商标分类
商标分类  商标转让
商标转让 
一种四模板的覆砂造型机装置的制作方法
 2021-01-30 11:01:48|
2021-01-30 11:01:48| 122|
122| 起点商标网
起点商标网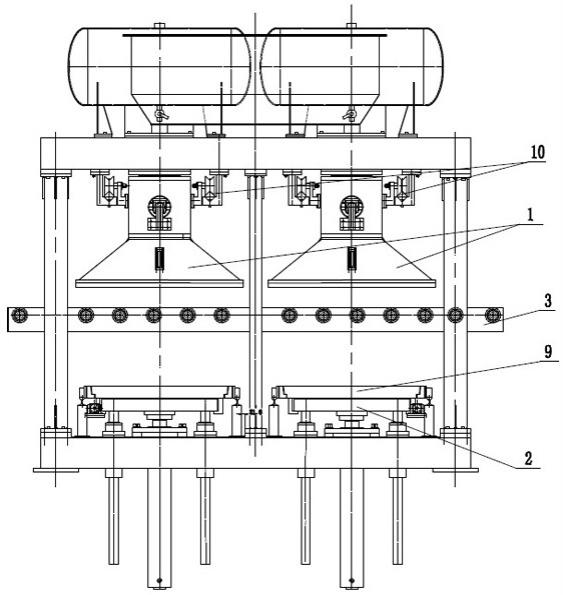
[0001]
本实用新型涉及一种装置,尤其是涉及一种四模板的覆砂造型机装置,它属于机械类领域。
背景技术:
[0002]
铁型覆砂铸造属于特种铸造,其铸型是在金属型内腔上覆上一薄层覆膜砂而形成铸型。铁型覆砂铸造具有节能、节材、高效、优质、绿色生产等特点,应用领域越来越广。铁型覆砂铸型的型腔一般采用覆砂造型机来完成铁型的覆砂造型。
[0003]
通用的覆砂造型机有单工位覆砂造型机、双工位覆砂造型机等。铁型覆砂铸造一般适用于大批量铸件的生产,因为铁型覆砂铸的铁型的投入很大,一种产品就必须配套相当数量的铁型以满足生产过程的需要,一般一种铸件就需要15副铁型以上,甚至数十副铁型,所以铁型的资金投入很大,一般小批量铸件产品很难承受。同时在生产过程中,因铁型覆砂生产采用热固化覆膜砂,一班生产中也很难实现模具的更换,所以小批量生产的铸件一般而言不适用于采用铁型覆砂铸造生产。
[0004]
为了实现小批量铸件的生产,必须满足以下几个条件:1、就是降低铁型的投入数量;2、在一班生产中可以不进行模具的更换。在实际生产过程中,铁型覆砂生产线的设置上,在覆砂造型工部往往采用两台双工位串联的方式来实现上述要求,采用这种方式,可以比原来铁型覆砂铸造铸件的铁型所需的数量减少一半,大大节约铁型的资金投入;同时两台双工位覆砂造型机串联,在生产时可以同时生产两种铸件产品,在一个生产班次中可以实现了同时生产两个品种的铸件而无需更换模具。但这种生产线及装备的布置方式也存在一定的弊端:1)拉长了生产的长度,增加了生产线占地面积;2)大大增加了设备投入;3)拉长了造型生产工人的操作距离,增加了工人的劳动强度。
[0005]
如图1-图2所示,通用的双工位铁型覆砂造型机的两个射砂装置、两个模型、铁型合模起模机构,来完成一个上铁型、一个下铁型的覆砂造型工作。铁型覆砂铸造生产的模具投入大,主要在于铁型的投入。对于一条铁型覆砂生产线而言,增加覆砂造型机的数量,可减少铁型投入的数量,对于铁型覆砂铸造生产小批量铸件是有利的。为此,有的铁型覆砂铸造生产线采取两台双工位覆砂造型机串联、或一台串联式四工位覆砂造型机来实现上述目的。这种布置方式需要占有较长的长度空间,既增加了生产线的长度,同时增加了生产线辅助装备的投入及造型装备的投入,生产线的自动控制也较为复杂。
[0006]
公开日为2014年08月13日,公开号为cn203764907uu的中国专利中,公开了一种名称为“一种穿梭移动射砂的双工位铁型覆砂造型装置”的实用新型专利。该专利包括主体框架、合模起模机构、铁型输送辊道、铁型定位机构和射砂机构,合模起模机构固定在底座上,合模起模机构设有升降工作台和升降液压缸,升降工作台固定在升降液压缸上,升降液压缸固定在底座上,铁型输送辊道固定在立柱上,且该铁型输送辊道位于上梁的下方,铁型定位机构固定在铁型输送辊道上,射砂机构固定在上梁上。虽然该专利能提高覆砂质量和覆砂效率,且简化了覆砂造型机结构;但是布置方式既增加了生产线的长度,同时增加了生产
线辅助装备的投入成本,故其还是存在上述缺陷。
[0007]
因此,提供一种既能满足两种产品同时生产,又不增加生产线长度,投资又小的铁型覆砂造型装置来满足多品种小批量铸件的生产需求,显得尤为必要。
技术实现要素:
[0008]
本实用新型的目的在于克服现有技术中存在的上述不足,而提供一种结构设计简单合理,安全可靠,装拆维护方便,占地空间小,减少生产线投入成本的四模板的覆砂造型机装置。
[0009]
本实用新型解决上述问题所采用的技术方案是:该四模板的覆砂造型机装置,包括铁型输送辊道、上梁、立柱、砂斗、气包和底座,所述上梁通过立柱与底座连接,砂斗、气包设置在上梁上,铁型输送辊道安装在立柱上,其特征在于:还包括射砂覆砂机构1、合模起模机构、模板穿梭机构和射砂头穿梭机构,所述射砂覆砂机构固定在上梁,射砂头穿梭机构与射砂覆砂机构相配,合模起模机构、模板穿梭机构和射砂头穿梭机构的数量至少为两个,每个射砂头穿梭机构上设置两个可穿梭移动的射砂头,两个合模起模机构的升降缸固定在底座上;模板穿梭机构固定安装在底座上,该模板穿梭机构包括移动框架小车、移动小车缸、模板固定座、移动小车轨道、轨道脚、固定横梁、固定座拉钩和小车拉钩,移动框架小车安装在移动小车轨道上,该移动小车轨道固定安装在轨道脚上,轨道脚固定在底座上,轨道脚之间通过固定横梁相连,移动小车缸一端固定在轨道脚的固定横梁上,该移动小车缸的活塞杆与移动框架小车连接,两块模板固定座活动放置在移动框架小车上,移动框架小车下方两侧各安装有两个防移动框架小车上升的小车位钩,模板固定座上设有固定座拉钩。
[0010]
作为优选,本实用新型所述两个射砂头之间通过两根平行的双头铰链拉杆连接;使两个射砂头可以随着射砂头穿梭机构的移动缸的移动而同步穿梭移动,当一个射砂头在完成射砂过程中还可进行小行程(4-6毫米左右)的上升移动。
[0011]
作为优选,本实用新型所述移动框架小车下平面与合模起模工作台间隙为3-5毫米。
[0012]
作为优选,本实用新型所述模板固定座的四边与移动框架小车的安置框架四边的间隙为2-4毫米。
[0013]
作为优选,本实用新型所述模板固定座的四边与移动框架小车的安置框架四边的斜面角度均为8
°-
10
°
。
[0014]
作为优选,本实用新型所述移动小车轨道、轨道脚和固定横梁连为一体。
[0015]
作为优选,本实用新型所述铁型输送辊道采用机动辊道或人工推动辊道。
[0016]
作为优选,本实用新型所述的四模板的覆砂造型机装置,其特征在于:所述底座、立柱、上梁连成一个框架结构。
[0017]
本实用新型与现有技术相比,具有以下优点和效果:1)整体结构设计简单合理,安全可靠,造型机工人操作简便、维修方便;2)在一条铁型覆砂生产线上用一台覆砂造型机实现两个品种铸件的铁型覆砂铸造生产;3)与两台串联式双工位、或一台串联式四工位覆砂造型机相比,结构简单、减少了两个射砂工位和两个起模机构,长度短、占地小、资金投入小;4)采用本申请文件造型机生产线布置简单,与生产线其它辅机配套匹配,铁型输送运行节拍同步,易于实现生产线的自动化控制和运行。
附图说明
[0018]
图1是通用型双工位覆砂造型机示意图一。
[0019]
图2是通用型双工位覆砂造型机示意图二。
[0020]
图3是本实用新型实施例铁型覆砂造型机装置示意图一。
[0021]
图4是本实用新型实施例铁型覆砂造型机装置示意图二。
[0022]
图5是本实用新型实施例射砂结构示意及工作状态示意图一。
[0023]
图6是本实用新型实施例射砂结构示意及工作状态示意图二。
[0024]
图7是本实用新型实施例模板穿梭机构的结构示意图一。
[0025]
图8是本实用新型实施例模板穿梭机构的结构示意图二。
[0026]
图9是本实用新型实施例铸件铁型、模板进入覆砂造型工位示意图一。
[0027]
图10是本实用新型实施例铸件铁型、模板进入覆砂造型工位示意图二。
[0028]
图11是本实用新型实施例铸件铁型进行覆砂射砂造型状态示意图。
[0029]
图12是本实用新型实施例铸件铁型造型完成还未推出造型工位,铸件模板、射砂头进入覆砂造型工位示意图。
[0030]
图13是本实用新型实施例铸件铁型、模板、射头都进入覆砂造型工位示意图。
[0031]
图14是本实用新型实施例铸件铁型进行覆砂射砂造型状态示意图。
[0032]
图15是本实用新型实施例铸件铁型造型起模完成状态示意图。
[0033]
图16是图8的局部放大结构示意图。
[0034]
图中:射砂覆砂机构1,合模起模机构2,铁型输送辊道3,上梁4,立柱5,砂斗6,气包7,底座8,模板穿梭机构9,射砂头穿梭机构10,射砂头11,双头铰链拉杆12;
[0035]
模板穿梭机构9:移动框架小车91,移动小车缸92,模板固定座93,移动小车轨道94,轨道脚95,固定横梁96,固定座拉钩97,小车拉钩98;
[0036]
射砂头一111,射砂头二112,射砂头上表面113,上梁下平面41,距离h,间隙j,角度d;铸件上射砂头101,铸件下射砂头102,铸件上铁型201,铸件上模板301,铸件下模板302。
具体实施方式
[0037]
下面结合附图并通过实施例对本实用新型作进一步的详细说明,以下实施例是对本实用新型的解释而本实用新型并不局限于以下实施例。
[0038]
实施例。
[0039]
参见图3至图16,本实施例四模板的覆砂造型机装置包括射砂覆砂机构1、合模起模机构2、铁型输送辊道3、上梁4、立柱5、砂斗6、气包7、底座8、模板穿梭机构9和射砂头穿梭机构10,上梁4通过立柱5与底座8连接,砂斗6、气包7设置在上梁4上,铁型输送辊道3安装在立柱5上,射砂覆砂机构1固定在上梁4,射砂头穿梭机构10与射砂覆砂机构1相配,合模起模机构2、模板穿梭机构9和射砂头穿梭机构10的数量为两个,每个射砂头穿梭机构10上设置两个可穿梭移动的射砂头11,两个合模起模机构2的升降缸固定在底座8上。
[0040]
参见图3-图4,本实施例覆砂造型机装置的底座8上固定了六根立柱5,立柱5与上梁4固定在一起,底座8、立柱5、上梁4等组成一个完整的框架结构,其它装置均分别安装在这个框架结构上。铁型进出造型工位的铁型输送辊道3固定安装在立柱5上,用于铁型的输送和作为铁型起模机构的一部分起到造型起模时固定铁型的作用,输送辊道可根据需要采
用机动辊道或人工推动辊道。
[0041]
两个合模起模机构2的升降缸固定安装在底座8上,随着升降缸的升降,起模工作台同步做升降动作。射砂覆砂机构1与普通覆砂造型机的射砂头结构、移动方式、射砂原理完全一样,此处不再赘述。
[0042]
如图5-图6所示,图5为射砂头到位状态;图6为射砂头到位,升起进入覆砂状态;每个覆砂造型工位上有两个可穿梭移动的射砂头11,即射砂头一111和射砂头二112,每个造型覆砂工位上的两个射砂头11之间用两根平行的双头铰链拉杆12连接,使两个射砂头可以随着射砂头穿梭移动缸的移动而同步穿梭移动。
[0043]
在射砂工位进行射砂造型时,进行射砂造型的射砂头,在覆砂造型工位上的射砂头可随着铁型、模板的合模压紧,射砂头有效距离h(4-6毫米左右)的上升动作,射砂头脱离穿梭移动辊道,射砂头上表面113与上梁下平面41贴合在一起,因两个射砂头11之间采用了双头铰链拉杆12连接,这样当覆砂造型工位上的射砂头上升时,与射砂工位上射砂头连接的另一个射砂头不会随之上升,继续停留在射砂头穿梭轨道上。
[0044]
参见图7-图8以及图16,模板穿梭机构9包括移动框架小车91、移动小车缸92、模板固定座93、移动小车轨道94、轨道脚95、固定横梁96、固定座拉钩97和小车拉钩98,该模板穿梭机构9固定安装在底座8上。移动框架小车91安装在移动小车轨道94上,随着移动小车缸92活塞杆的移动,可在移动小车轨道94上来回移动;移动小车轨道94固定安装在12根轨道脚95上,轨道脚95固定安装在覆砂造型机底座8上;轨道脚95之间用6根固定横梁96连接起来,移动小车轨道94、轨道脚95、固定横梁96等组成整体结构,轨道脚95与底座8固定连接;移动小车缸92一头固定安装在轨道脚95的固定横梁96上,移动小车缸92的活塞杆与移动框架小车91固定连接,随着移动小车缸92活塞杆的来回伸缩,移动框架小车91可作来回穿梭移动。
[0045]
移动框架小车91上放置了两块模板固定座93,两块模板固定座93用于固定放置两种铸件产品的模板;两块模板固定座93活动放置在移动框架小车91的两个框架中,在合模起模机构2的作用下,模板固定座93可上升脱离移动框架小车91。
[0046]
模板固定座93的四边与移动框架小车91的安置框架四边有一定的间隙j为2-4毫米,且模板固定座93的四边与移动框架小车91的安置框架四边均为有一定的斜面角度d为8
°-
10
°
,用于模板固定座93下降回位到框架小车相应安置框时的导向。模板固定座93上平面用于安装模型型板,在覆砂造型合模时,随着合模起模工作台的升起,装有铸件模板的模板固定座93可脱离移动框架小车91的安置框,覆砂造型固化完成起模时,随着合模起缸的下降,模型型板固定座可回落到小车相应的安置框中。两个安置框下方两侧各固定安装有两个防移动框架小车91上升的小车位钩h,当覆砂工位的工作台升起时带动模板固定座93上升时,安置框下方固定安装的四个防上升的小车拉钩98钩住下方的移动框小车,固定住移动框架小车91,防止移动框小车跟着上升,使模板固定座93能顺利地脱离移动框架小车91的安置框,随着工作台上升而上升,从而完成模型型板与铁型的合模。当覆砂射砂造型、固化完毕,进入铁型与模板模时,合模起模工作台下降,带动铁型、模板等下降,当铁型下降至铁型跑边与输送辊道辊轮接触时,铁型受阻不再下降,而模板固定座93及模板因下拉固定座拉钩97拉住了工作台下平面,因此还是与工作台同步下降,从而使铁与模型逐步脱离,最终完成铁型与模板的起模工作。
[0047]
参见图9-图15,本实施例四模板的覆砂造型机装置的工作过程如下:本覆砂造型机装置设有两个覆砂造型工位,四个模板安装工位,四个射砂头,可以同时安装两种铸件的模板;当对其中一种铸件的铁型进行覆砂造型时,该铸件的上、下铁型通过铁型输送辊道3进入覆砂造型工位后,通过模板穿梭机构9将需造型铸件上模板301、铸件下模板302移至覆砂造型工位,同时将该铸件上铁型201、铸件下铁型射砂覆砂用的铸件上射砂头101、铸件下射砂头102移至覆砂造型工位,合模起模缸上升带动合模起模工作台,带动安装有该铸件模板的模板固定座93上升,直至模板分型面与铁型下平面接触,继续上升,铁型逐渐脱离铁输送辊道,继续升至铁型上平面与射砂头下平面接触,在升降工作台的合模起模缸作用下,使射砂头、铁型、模板三者之间完全紧密地贴合在一起,完成铁型与模板的合模工作,然后对铁型进行覆砂造型(射砂覆砂、固化),当覆砂层完全固化后,合模起模缸下带动合模起模工作台下降,铁型、模板、及模板固定座93随之下降,当铁型下降至其跑边碰到铁型输送辊道3辊轮圆面时,铁型不再下降,而模板固定座93下方的拉钩被合模起模工作台下方平面拉住,从而使模板及模板固定座93继续随之下降,模板与铁型逐渐脱离,最终完成铁型与模板的分离,完成铁型与模板的起模动作,模板、模板固定座93下降继续下降回落到移动杠架小车的相对应的固定座框架中,起模升降缸带动工作台继续下降到底,工作台上平面与移动框架小车91的框架架下平面之间有3-5毫米间隙,使得移动框架小车91作穿梭移动时,小车与工作台之间不会产生碰撞,随后可将铁型通过铁型输送辊道3,将铁型送出覆砂造型机,完成该铸件型的覆砂造型;另一种铸件铁型的覆砂造型与之相似,铁型通过铁型输送辊道3进入覆砂造型工位,同样通过模板穿梭机构9将该铸件的模板移至覆砂造型工位,同时将用于该铸件射砂覆砂造型用的射砂头移至覆砂造型工位,随后进行铁型与模板的合模、射砂造型、固化、起模,完成该铸件的铁型覆砂造型工作。
[0048]
本实施例用于采用一台铁型覆砂造型设备同时生产两个品种铸件的铁型覆砂铸造生产线,可以减少铁型覆砂铸造生产线所需铁型的需求量的一半,大大降低了采用铁型覆砂铸造技术生产的模具投入成本,使许多小批量的铸件产品采用铁型覆砂铸造技术生产成为可能,从而可极大地提高铸件的品质。
[0049]
本实施例覆砂造型机的覆砂造型,是通过压缩空气将射砂头中的覆膜砂吹入模型与铁型的间隙中,形成一薄层的覆砂层,然后固化起模,最终形成铁型覆砂铸型。
[0050]
本实施例造型机装置的工作原理:参见图3-图4,共有两个覆砂造型工位,每个工位上有可放置两个模板的模板穿梭机构9,即:在两个覆砂造型工位只有两个模型工位的基础上增加了两个模板工位,即:共有四个模板工位以两两并联的方式布置在两个射砂造型工位两侧,通过穿梭式机构将它们两两相连,可以将它们分别移动置于射砂造型工位处,每个造型工位上有两个可穿梭移动射砂头,对应于二套模板。当对一种产品铸件进行覆砂造型时,把需覆砂造型的模板和射砂头穿梭移动至覆砂造型工位进行覆砂造型,当对另一种产品铸件进行覆砂造型时,可将另一种产品铸件的模板和射砂头穿梭移动至覆砂造型工位进行覆砂造型。
[0051]
本实施例采用两个射砂工位,即:两个合模起模机构2,与普通双工位覆砂造型机相似;两个模板穿梭机构9,可以安装四块模板,即:两个品种铸件的模板;两个穿梭移动的射砂头穿梭机构10,每个射砂头穿梭机构10上装有两个射砂头,从而在两个射砂覆砂造型工位上可以实现对两个不同品种铸件——四块不同铁型的覆砂造型工作。
[0052]
本实施例装置与普通双工位铁型覆砂造型机不同的是:增加了两套模板穿梭机构9,使模板工位由原来的两个模板工位增加为四个模型工位;同时增加了模板固定座93与固定座拉钩97;原来每个射砂覆砂造型工位上一个穿梭移动的射砂头,增加为连接在一起穿梭移动的二个射砂头,使原来的两个射砂头变为四个射砂头。
[0053]
本实施例覆砂造型机装置可以放置四个覆砂造型模板,即两种铸件的四块模板,且造型装置的长度与二个工位的造型装置相仿,可以用于同时生产两个品种铸件的铁型覆砂铸造生产线,且造型装置的资金投入要小于两台双工位覆砂造型机,从而大大减少生产线铁型工装的投入,降低铁型覆砂铸造生产工装投入。
[0054]
通过上述阐述,本领域的技术人员已能实施。
[0055]
此外,需要说明的是,本说明书中所描述的具体实施例,其零、部件的形状、所取名称等可以不同,本说明书中所描述的以上内容仅仅是对本实用新型结构所作的举例说明。凡依据本实用新型专利构思所述的构造、特征及原理所做的等效变化或者简单变化,均包括于本实用新型专利的保护范围内。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本实用新型的结构或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 工作台

 热门咨询
热门咨询




tips