
 商标分类
商标分类  商标转让
商标转让 
一种弹簧用中温回火定型装置的制作方法
 2021-01-30 10:01:40|
2021-01-30 10:01:40| 330|
330| 起点商标网
起点商标网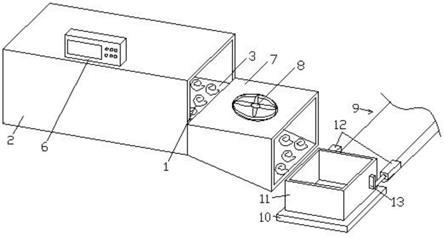
[0001]
本实用新型涉及弹簧定型设备技术领域,具体涉及一种弹簧用中温回火定型装置。
背景技术:
[0002]
弹簧是一种利用弹性来工作的机械零件。用弹性材料制成的零件在外力作用下发生形变,除去外力后又恢复原状。一般用弹簧钢制成。弹簧的种类复杂多样,按形状分,主要有螺旋弹簧、涡卷弹簧、板弹簧、异性弹簧等。
[0003]
弹簧加工过程中需要对弹簧进行热处理,热处理主要是为了获得良好的弹性性能和较高的疲劳强度,满足弹簧在冲击、振动或交变应力作用下良好的综合性能,且方便后续定型加工。现有技术中的弹簧热处理装置还存在以下缺陷:1、弹簧采用恒温回火定型,温度骤然升高导致弹性变形较大,影响弹簧质量;2、弹簧定型完毕后还处于高温状态,在落料时弹簧出现碰撞就容易导致整体变形、倾斜,影响质量;3、弹簧定型完成后需要人工进行收集,生产效率低下。
技术实现要素:
[0004]
本实用新型所要解决的技术问题是提供一种弹簧用中温回火定型装置,旨在解决上述技术问题。
[0005]
本实用新型解决上述技术问题的技术方案如下:
[0006]
一种弹簧用中温回火定型装置,包括加热机构、冷却机构、输送机构和收集机构,所述加热机构、所述冷却机构和所述收集机构沿弹簧送料方向依次设置,所述输送机构安装在所述收集机构的一侧;所述加热机构对弹簧进行热处理,并将热处理后的弹簧送至所述冷却机构冷却进行冷却,冷却后的弹簧收集于所述收集机构,将所述收集机构送至所述输送机构上,所述输送机构将弹簧送至下一工序。
[0007]
本实用新型的有益效果是:弹簧回火定型过程中,通过本领域技术人员所能想到的方式将待定型的弹簧送至加热机构内,加热机构对弹簧进行热处理,并将热处理后的弹簧送至冷却机构冷却进行冷却,冷却后的弹簧收集于收集机构,将收集机构送至输送机构上,输送机构将弹簧送至下一工序,弹簧的质量较佳,生产效率大大提高。本实用新型逐步升温对弹簧进行回火定型处理,且可对弹簧进行有效的冷却,确保弹簧的质量,避免弹簧变形,生产效率大大提高。
[0008]
在上述技术方案的基础上,本实用新型还可以做如下改进。
[0009]
进一步,所述加热机构包括两端均敞口的加热箱,所述加热箱内安装有加热件和用于将弹簧从所述加热箱的进料端送至其出料端的输送带组件。
[0010]
采用上述进一步方案的有益效果是弹簧加热过程中,通过本领域技术人员所能想到的方式例如人工,将待定型的弹簧送至输送带组件上,然后通过输送带组件将弹簧从加热箱的进料端送至出料端,在此过程中加热件加热,对弹簧进行回火定型,定型方便。
[0011]
进一步,所述加热箱内的空腔由多个竖直间隔设置的隔板分隔成多个加热腔,多个所述加热腔内的温度从所述加热箱的进料端至其出料端依次升高,多个所述隔板沿从所述加热箱的进料端至其出料端分布,且每个所述隔板的中心处设有供所述输送带组件穿过的通孔;所述加热件包括多个与所述加热腔一一对应的加热管,多个所述加热管分别固定安装在对应的所述加热腔内。
[0012]
采用上述进一步方案的有益效果是待定型的弹簧三个加热腔的温度依次递增,实现对待定型弹簧的逐步升温加热,避免弹簧瞬间过热而导致弹簧变形严重,确保弹簧的质量。
[0013]
进一步,所述加热箱上固定安装有控制面板,所述加热件和所述输送带组件分别通过线路与所述控制面板连接。
[0014]
采用上述进一步方案的有益效果是通过控制面板控制加热件加热的时间和温度以及输送带组件输送弹簧,实现自动化生产,生产效率大大提高。
[0015]
进一步,所述冷却机构包括两端均敞口的冷却箱和风机,所述冷却箱的底部呈倾斜状,其底部的上端与所述加热机构的出料端衔接;所述冷却箱的顶部设有贯通的开口,所述风机固定安装在所述开口内。
[0016]
采用上述进一步方案的有益效果是加热后的弹簧送至冷却箱内,通过风机对冷却箱内的弹簧进行快速冷却,避免弹簧掉落至收集机构内发生变形;另外,冷却箱的底部呈倾斜状态,使得弹簧依靠自身的重力下滑至收集机构内,无需人工手动处理,省时省力。
[0017]
进一步,所述输送机构为皮带输送机。
[0018]
采用上述进一步方案的有益效果是结构简单,实现弹簧的自动输送,生产效率大大提高。
[0019]
进一步,所述收集机构包括底座和上端敞口的收集箱,所述底座固定安装在所述冷却机构的出料端;所述收集箱置于所述底座上,用于收集冷却后的弹簧。
[0020]
采用上述进一步方案的有益效果是通过收集箱收集冷却后的弹簧,结构简单,收集方便。
[0021]
进一步,所述收集箱由铁质材料制成,所述皮带输送机进料端的两侧分别设有气缸,每个所述气缸的伸缩端沿水平方向伸缩,其分别连接有磁铁块;两个所述气缸同步带动两个所述磁铁块,使得所述磁铁块靠近或远离所述收集箱,至其与所述收集箱的一侧吸附或分离,以将收集箱送至所述皮带输送机。
[0022]
采用上述进一步方案的有益效果是收集箱内的弹簧装满后,通过两个气缸同步带动两个磁铁块,使得磁铁块靠近或远离收集箱,至其与收集箱的一侧吸附或分离,以将收集箱送至皮带输送机,自动将收集箱送至皮带输送机上,生产效率大大提高,省时省力。
附图说明
[0023]
图1为本实用新型的整体结构示意图;
[0024]
图2为本实用新型中加热箱的内部结构示意图。
[0025]
附图中,各标号所代表的部件列表如下:
[0026]
1、弹簧,2、加热箱,3、输送带组件,4、加热腔,5、加热管,6、控制面板,7、冷却箱,8、风机,9、皮带输送机,10、底座,11、收集箱,12、气缸,13、磁铁块。
具体实施方式
[0027]
以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
[0028]
如图1和图2所示,本实用新型提供一种弹簧用中温回火定型装置,包括加热机构、冷却机构、输送机构和收集机构,加热机构、冷却机构和收集机构沿弹簧1送料方向依次设置,输送机构安装在收集机构的一侧;加热机构对弹簧1进行热处理,并将热处理后的弹簧1送至冷却机构冷却进行冷却,冷却后的弹簧1收集于收集机构,将收集机构送至输送机构上,输送机构将弹簧1送至下一工序。弹簧1回火定型过程中,通过本领域技术人员所能想到的方式将待定型的弹簧1送至加热机构内,加热机构对弹簧1进行热处理,并将热处理后的弹簧1送至冷却机构冷却进行冷却,冷却后的弹簧1收集于收集机构,将收集机构送至输送机构上,输送机构将弹簧1送至下一工序,弹簧1的质量较佳,生产效率大大提高。本实用新型逐步升温对弹簧1进行回火定型处理,且可对弹簧1进行有效的冷却,确保弹簧1的质量,避免弹簧1变形,生产效率大大提高。
[0029]
实施例1
[0030]
在上述结构的基础上,本实施例中,加热机构包括两端均敞口的加热箱2,加热箱2内安装有加热件和用于将弹簧1从加热箱2的进料端送至其出料端的输送带组件3。弹簧1加热过程中,通过本领域技术人员所能想到的方式例如人工,将待定型的弹簧1送至输送带组件3上,然后通过输送带组件3将弹簧1从加热箱2的进料端送至出料端,在此过程中加热件加热,对弹簧1进行回火定型,定型方便。
[0031]
上述输送带组件3包括电机、两个辊筒和输送带,两个辊筒分别水平转动的安装在加热箱2的两端,输送带套设于两个辊筒上;电机通过螺栓固定在加热箱2的外壁上,其驱动端水平设置,其穿过加热箱2的侧壁后与其中一个辊筒的一端固定连接(焊接)。弹簧1加热过程中,通过电机驱动对应的辊筒转动,从而实现输送带的转动,以将弹簧1从加热箱2的进料端送至其出料端。
[0032]
实施例2
[0033]
在实施例一的基础上,本实施例中,加热箱2内的空腔由多个竖直间隔设置的隔板分隔成多个加热腔4,每个隔板均与加热箱2一体成型,结构简单;多个加热腔4内的温度从加热箱2的进料端至其出料端依次升高,多个隔板沿从加热箱2的进料端至其出料端分布,且每个隔板的中心处设有供输送带组件3穿过的通孔,通孔的大小与输送带的尺寸相匹配;加热件包括多个与加热腔4一一对应的加热管5,多个加热管5分别通过螺栓固定安装在对应的加热腔4内。待定型的弹簧1三个加热腔4的温度依次递增,实现对待定型弹簧1的逐步升温加热,避免弹簧1瞬间过热而导致弹簧1变形严重,确保弹簧1的质量。
[0034]
实施例3
[0035]
在实施例一的基础上,本实施例中,加热箱2上通过螺栓固定安装有控制面板6,控制面板6优先设置于加热箱2的顶部;加热件和输送带组件3分别通过线路与控制面板6连接。通过控制面板6控制加热件加热的时间和温度、电机的启闭和转速以及输送带组件3输送弹簧,实现自动化生产,生产效率大大提高。
[0036]
实施例4
[0037]
在上述结构的基础上,本实施例中,冷却机构包括两端均敞口的冷却箱7和风机8,
冷却箱7的底部呈倾斜状,其底部的上端与加热机构的出料端衔接;冷却箱7的顶部设有贯通的开口,风机8通过螺栓固定安装在开口内。加热后的弹簧1送至冷却箱2内,通过风机8对冷却箱7内的弹簧1进行快速冷却,避免弹簧1掉落至收集机构内发生变形;另外,冷却箱7的底部呈倾斜状态,使得弹簧1依靠自身的重力下滑至收集机构内,无需人工手动处理,省时省力。
[0038]
为了提高弹簧1冷却的效果,冷却箱7的底部均匀分布有多个散热孔,散热孔的孔径较小,不会影响弹簧1的输送。
[0039]
实施例5
[0040]
在上述的基础上,本实施例中,输送机构为皮带输送机9,结构简单,实现弹簧1的自动输送,生产效率大大提高。
[0041]
上述皮带输送机9包括机架、电机、两个辊筒和皮带,两个辊筒分别水平转动的安装在机架的两端,皮带套设于两个辊筒上;电机通过螺栓固定安装在机架的一端上,其驱动端沿水平方向延伸,并与其中一个辊筒的一端固定连接(焊接)。
[0042]
实施例6
[0043]
在实施例五的基础上,本实施例中,收集机构包括底座10和上端敞口的收集箱11,底座10固定安装在冷却机构的出料端,其通过螺栓固定在地面上;收集箱11置于底座10上,用于收集冷却后的弹簧1。通过收集箱11收集冷却后的弹簧1,结构简单,收集方便。
[0044]
实施例7
[0045]
在实施例六的基础上,本实施例中,收集箱11由铁质材料制成,皮带输送机9进料端的两侧分别设有气缸12,每个气缸12通过螺栓固定在机架进料端的一侧上;每个气缸12的伸缩端沿水平方向伸缩,其分别连接有磁铁块13,通过螺栓连接;两个气缸12同步带动两个磁铁块13,使得磁铁块13靠近或远离收集箱11,至其与收集箱11的一侧吸附或分离,以将收集箱11送至皮带输送机9。收集箱11内的弹簧1装满后,通过两个气缸12同步带动两个磁铁块13,使得磁铁块13靠近或远离收集箱11,至其与收集箱11的一侧吸附或分离,以将收集箱11送至皮带输送机9,自动将收集箱11送至皮带输送机9上,生产效率大大提高,省时省力。
[0046]
另外,上述机架上设有启闭气缸12的按钮,两个气缸12分别通过线路与按钮连接。
[0047]
需要说明的是,生产时需要一个工人站在收集箱11的另一侧,当收集箱11内的弹簧1装满后,人工按压按钮,通过气缸12配合磁铁块13将收集箱11送至皮带输送机9上;同时,人工手动将新的收集箱11放置在底座10上。
[0048]
另外,磁铁块13的大小可根据需求进行设计,确保其与气缸12配合可以将收集箱11及弹簧1送至皮带输送机9上。
[0049]
本实用新型的工作原理如下:
[0050]
第一,人工手动将待定型的弹簧1送至加热箱2内的输送带上,通过电机驱动对应的辊筒转动,从而实现输送带的转动,以将弹簧1从加热箱2的进料端送至其出料端;
[0051]
第二,加热后的弹簧1被送至冷却箱7内,风机8对弹簧1进行冷却处理;
[0052]
第三,冷却后的弹簧1收集于收集箱11内;
[0053]
第四,两个气缸12同步带动两个磁铁块13,使得磁铁块13靠近或远离收集箱11,至其与收集箱11的一侧吸附或分离,以将收集箱11送至皮带输送机9,人工手动将新的收集箱
11放置于底座10上。
[0054]
以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips