
 商标分类
商标分类  商标转让
商标转让 
一种防曲轴连杆轴颈减重孔中频淬火裂纹工装及使用方法与流程
 2021-01-30 09:01:39|
2021-01-30 09:01:39| 316|
316| 起点商标网
起点商标网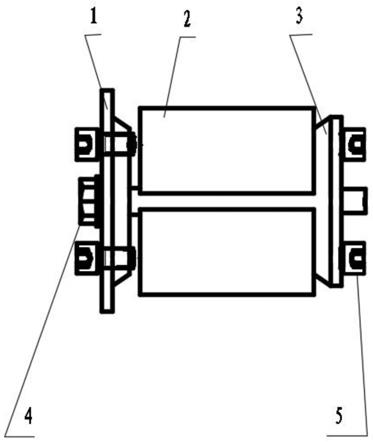
[0001]
本发明涉及表面热处理技术领域,具体为一种防曲轴连杆轴颈减重孔中频淬火裂纹工装及使用方法。
背景技术:
[0002]
中频淬火是将金属件放在一个感应线圈内,感应线圈通交变电流,产生交变磁场,在金属件内感应出交变电流,由于趋肤效应,电流主要集中在金属件表面,所以表面的温度最高,金属件表面在快速加热后通过喷淋装置迅速冷却。中频淬火是一种常用的曲轴强化方式,如果曲轴中频后加工连杆轴颈减重孔,加工余量较大,容易变形,且减重孔靠近轴颈表面硬度与基体硬度不一致,加工精度很难保证;如曲轴中频前加工连杆轴颈减重孔,会造成连杆轴颈带有不均匀的薄壁,在曲轴中频淬火时有风险,如果出现裂纹,直接导致零件报废,造成巨大损失。
技术实现要素:
[0003]
本发明要解决的技术问题是克服现有的缺陷,提供一种防曲轴连杆轴颈减重孔中频淬火裂纹工装及使用方法,可以改善连杆轴颈不均匀的薄壁情况,减小了淬火冷却过程中出现裂纹的风险,可以有效解决背景技术中的问题。
[0004]
为实现上述目的,本发明提供如下技术方案:一种防曲轴连杆轴颈减重孔中频淬火裂纹工装,包括上盖和下盖,所述上盖的一侧设置有堵头体,上盖与堵头体之间通过大拉紧螺栓相连接,所述堵头体的一侧设置有下盖,堵头体与下盖通过小拉紧螺栓相连接。
[0005]
作为本发明的一种优选技术方案,所述上盖和下盖上均设置有用于穿铁丝的通孔。
[0006]
作为本发明的一种优选技术方案,所述上盖和下盖的通孔数量均为两个,上盖和下盖的通孔一一对应设置。
[0007]
作为本发明的一种优选技术方案,所述下盖采用锥台式结构。
[0008]
作为本发明的一种优选技术方案,所述堵头体的数量为两个,堵头体的豁口与大拉紧螺栓相配合。
[0009]
作为本发明的一种优选技术方案,所述堵头体上设置有穿铁丝的通孔,所述穿铁丝的通孔一侧附近设置有螺纹孔。
[0010]
作为本发明的一种优选技术方案,所述堵头体上的螺纹孔与小拉紧螺栓相配合。
[0011]
一种防曲轴连杆轴颈减重孔中频淬火裂纹工装的使用方法,其步骤如下:
[0012]
s1:大拉紧螺栓与小拉紧螺栓适当拧紧,并将该装置塞入曲轴减重孔中;
[0013]
s2:用扳手依次将大拉紧螺栓和小拉紧螺栓拧紧,使上盖与下盖挤压使堵头体张开,直至堵头体与减重孔紧靠设置;
[0014]
s3:用铁丝依次穿过上盖、下盖和堵头体,并将铁丝拉紧。
[0015]
与现有技术相比,本发明的有益效果是:本防曲轴连杆轴颈减重孔中频淬火裂纹
工装及使用方法通过该装置将曲轴连杆轴颈的减重孔填满,使连杆轴颈不均匀的薄壁情况得以改善,在连杆轴颈中频加热过程中,通过与减重孔接触的堵头传递热量,减少薄壁部分热量集中,有效减小淬火冷却过程中出现裂纹的风险,提高产品的良品率,同时堵头体在下盖和上盖的作用下可以适用于不同孔径,提高使用的范围。
附图说明
[0016]
图1为本发明结构示意图;
[0017]
图2为上盖示意图;
[0018]
图3为堵头体仰视图;
[0019]
图4为堵头体正视图;
[0020]
图5为下盖示意图;
[0021]
图6为工作示意流程图。
[0022]
图中:1上盖、2堵头体、3下盖、4大拉紧螺栓、5小拉紧螺栓。
具体实施方式
[0023]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例(为描述与理解方便,以下以图1的上方为上方进行描述)。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0024]
实施例1,一种防止曲轴连杆轴颈减重孔中频淬火裂纹的工装,包括上盖1和下盖3,所述上盖1和下盖3上均设置有用于穿铁丝的通孔,所述下盖3采用锥台式结构,用于将堵头体2撑起,所述上盖1和下盖3的通孔数量均为两个,上盖1和下盖3的通孔一一对应设置,铁丝穿过上盖1、下盖3和堵头体2并拉紧,防止堵头在中频淬火过程从减重孔中掉出,所述上盖1的一侧设置有堵头体2,上盖1与堵头体2之间通过大拉紧螺栓4相连接,所述堵头体2的一侧设置有下盖3,堵头体2与下盖3通过小拉紧螺栓5相连接,所述堵头体2的数量为两个,堵头体2的豁口与大拉紧螺栓4相配合,所述堵头体2上设置有穿铁丝的通孔,所述穿铁丝的通孔一侧附近设置有螺纹孔,所述堵头体2上的螺纹孔与小拉紧螺栓5相配合,该装置可以有效减小淬火冷却过程中出现裂纹的风险,可以改善连杆轴颈不均匀的薄壁情况,大大提高使用的实用性。
[0025]
该工装使用过程,其步骤如下:
[0026]
s1:大拉紧螺栓4与小拉紧螺栓5适当拧紧,并将该装置塞入孔径为25mm的曲轴减重孔中;
[0027]
s2:用扳手依次将大拉紧螺栓4和小拉紧螺栓5拧紧,使上盖1与下盖3挤压使堵头体2张开,直至堵头体2与孔径为25mm减重孔紧靠设置;
[0028]
s3:用铁丝依次穿过上盖1、下盖3和堵头体2,并将铁丝拉紧。
[0029]
实施例2,一种防止曲轴连杆轴颈减重孔中频淬火裂纹的工装,包括上盖1和下盖3,所述上盖1和下盖3上均设置有用于穿铁丝的通孔,所述下盖3采用锥台式结构,用于将堵头体2撑起,所述上盖1和下盖3的通孔数量均为两个,上盖1和下盖3的通孔一一对应设置,
铁丝穿过上盖1、下盖3和堵头体2并拉紧,防止堵头在中频淬火过程从减重孔中掉出,所述上盖1的一侧设置有堵头体2,上盖1与堵头体2之间通过大拉紧螺栓4相连接,所述堵头体2的一侧设置有下盖3,堵头体2与下盖3通过小拉紧螺栓5相连接,所述堵头体2的数量为两个,堵头体2的豁口与大拉紧螺栓4相配合,所述堵头体2上设置有穿铁丝的通孔,所述穿铁丝的通孔一侧附近设置有螺纹孔,所述堵头体2上的螺纹孔与小拉紧螺栓5相配合,该装置可以有效减小淬火冷却过程中出现裂纹的风险,可以改善连杆轴颈不均匀的薄壁情况,大大提高使用的实用性。
[0030]
该工装使用过程,其步骤如下:
[0031]
s1:大拉紧螺栓4与小拉紧螺栓5适当拧紧,并将该装置塞入孔径为30mm的曲轴减重孔中;
[0032]
s2:用扳手依次将大拉紧螺栓4和小拉紧螺栓5拧紧,使上盖1与下盖3挤压使堵头体2张开,直至堵头体2与孔径为30mm减重孔紧靠设置;
[0033]
s3:用铁丝依次穿过上盖1、下盖3和堵头体2,并将铁丝拉紧。
[0034]
本发明利用该工装将曲轴连杆轴颈减重孔填满,大大改善连杆轴颈不均匀的薄壁情况,同时通过与减重孔接触的堵头传递热量,减少薄壁部分热量集中,也有效减小了淬火冷却过程中出现裂纹的风险,该装置可以提高曲轴强度,避免了连杆轴颈因强度不足导致断裂的情况,提高产品的良品率。
[0035]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips