
 商标分类
商标分类  商标转让
商标转让 
一种钢包整备引流剂添加装置及方法与流程
 2021-01-30 09:01:01|
2021-01-30 09:01:01| 251|
251| 起点商标网
起点商标网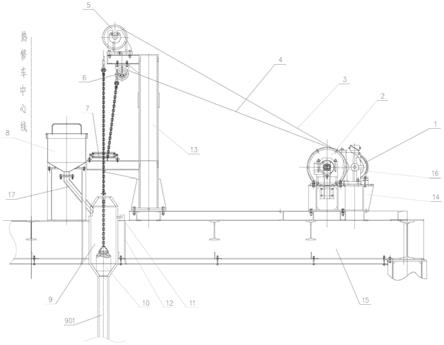
[0001]
本发明涉及金属冶炼技术领域,尤其涉及一种钢包整备引流剂添加装置及方法。
背景技术:
[0002]
钢包热整备主要是对钢包进行透气砖更换,通过倾翻装置将钢包翻转从而对钢包不同部位进行检查与维修,具体内容包括钢包底部滑板机构、上滑板、下滑板、上水口、下水口的更换及维修,以及向水口处加引流剂及烧罐口的残钢等。
[0003]
钢包在滑板水口安装完毕并检查合格后,需要向钢包内加满引流剂(又称引流砂),加引流剂的作用是避免钢水进入水口后因降温而造成凝结,从而导致钢包无法实现自动开浇。钢包自动开浇是指钢包开浇时滑动水口打开后钢水能够自动从钢包内经上水口、上滑板流钢孔、下滑板、下水口自动流出,经水口流入中间包。如果不能自动开浇只能采取烧氧引流的方法,这将导致钢水敞开浇铸,造成钢水二次氧化,从而影响钢坯的质量。更严重的是如果烧氧引流失败将直接造成连铸机断浇,影响炼钢生产节奏。钢包内加入引流剂后,出钢时钢水冲走部分上表面引流剂的同时,与上表面引流剂迅速形成液态混合剂即液态融化层,随着热量的传输,在液态融化层的下部又迅速形成固相烧结层,固相烧结层下部为散状引流剂。随着钢水停留时间的延长和温度的变化,液态融化层和固相烧结层保持动态平衡。连铸开浇时,当滑动水口打开后,下部散状引流剂依靠自身重力作用流下,钢水在静压力作用下破坏固相烧结层后流出,从而实现钢水自动开浇。
[0004]
目前,向钢包内加入引流剂通常采用的在热修车上安装固定式加长漏斗的方式,这种引流剂添加方式存在以下问题:
[0005]
一、加入引流剂的速度慢。每加入一袋引流剂后,操作人员都要通过观察确认水口处的引流剂是否充足,如缺少还需要再加入;造成作业慢,工时较长。
[0006]
二、加入引流剂的位置不精确,由于固定式加长漏斗的出口与钢包的水口距离有近6米的高度差,且钢包内的温度高达1000度左右;加入引流剂时,钢包内的热流会将引流剂部分吹散,即出现引流剂飘洒现象。而加砂位置的加砂量没有保证,容易造成引流剂在水口处投放不足,从而造成钢水进入水口时将引流剂全部烧结,钢包无法实现自动开浇;而如果引流剂投放过多又会造成资源浪费。
[0007]
三、需要人工操作,高温辐射对操作人员的身体健康影响较大。由于热修车位于钢包的上方,使加砂操作人员的工作环境变得缺氧干热,工作时间越长对人体危害越大。
技术实现要素:
[0008]
本发明提供了一种钢包整备引流剂添加装置及方法,能够有效提高加砂效率及加砂位置精确度,从而降低引流剂的消耗,强化添加效果,不仅缩短了钢包整备时间,减少了钢包的散热量,也避免了人工添加引流剂方式对操作人员身体健康的影响。
[0009]
为了达到上述目的,本发明采用以下技术方案实现:
[0010]
一种钢包整备引流剂添加装置,包括卷筒驱动装置、卷筒、牵引绳一、牵引绳二、导
向轮一、导向轮二、固定加砂漏斗、升降加砂漏斗及放料活塞;所述卷筒驱动装置固定在热修车平台上,卷筒由卷筒驱动装置驱动,卷筒的上方一侧设导向轮一、导向轮二;所述牵引绳一的一端连接卷筒,另一端绕过导向轮一后竖直向下连接升降加砂漏斗的顶部,升降加砂漏斗的底部设出砂口,出砂口与加砂管相连;所述牵引绳二的一端连接卷筒,另一端绕过导向轮二后竖直向下连接放料活塞的顶部,放料活塞设于升降加砂漏斗中,并能够将升降加砂漏斗的出砂口封闭;升降加砂漏斗在竖直升降路径上具有2个工作位,即上部的初始位及下部的加砂位;所述升降加砂漏斗一侧的热修车平台上设固定加砂漏斗,固定加砂漏斗的底部设出砂斜槽,当升降加砂漏斗处于初始位时,出砂斜槽的出料端与升降加砂漏斗上部的进料口相接。
[0011]
所述卷筒驱动装置由电机、减速器及制动器组成,电机、减速器及卷筒通过底座固定在热修车平台上。
[0012]
所述卷筒上设有起升高度限制器。
[0013]
所述牵引绳一、牵引绳二均由钢丝绳及链条相连组成,靠近卷筒一端为钢丝绳,靠近升降加砂漏斗或放料活塞一端为链条。
[0014]
所述牵引绳二的长度小于牵引绳一的长度,两者相差50~150mm。
[0015]
所述导向轮一、导向轮二通过导向轮支架与热修车平台固定连接;导向轮支架的下部、对应牵引绳一及牵引绳二的两侧分别设限位挡辊。
[0016]
所述热修车平台在对应升降加砂漏斗外侧的位置设导向套。
[0017]
一种钢包整备引流剂添加装置,还包括安全锁紧装置;所述安全锁紧装置包括设于热修车平台上的销轴座及安全销,所述销轴座及升降加砂漏斗的上部一侧分别设销轴孔,通过安全销穿设在销轴座及升降加砂漏斗的销轴孔内实现升降加砂漏斗位置的锁定。
[0018]
所述升降加砂漏斗、牵引绳一的链条及牵引绳二的链条均采用耐热不锈钢制成。
[0019]
基于所述装置的钢包整备引流剂添加方法,包括:
[0020]
1)钢包由天车吊至坐罐位坐罐,此时,引流剂添加装置上的升降加砂漏斗处于初始位,安全锁紧装置处于锁紧状态;
[0021]
2)钢包准备就绪后,将热修车开到加砂工作位;通过固定加砂漏斗向升降加砂漏斗中加入引流剂,拔掉安全锁紧装置中的安全销;
[0022]
3)启动卷筒驱动装置,电机通过减速器驱动卷筒转动,卷筒通过牵引绳一、牵引绳二同步带动升降加砂漏斗及放料活塞下移;通过限位挡辊防止升降加砂漏斗及放料活塞下移过程中出现剧烈晃动;
[0023]
4)升降加砂漏斗的下移行程由卷筒上的起升高度限制器控制,升降加砂漏斗位于加砂位时,加砂管的底端距钢包底面300~400mm;由于牵引绳二的长度小于牵引绳一的长度,在升降加沙漏斗到达加砂位前一时刻,牵引绳二开始在卷筒上反绕,从而将放料活塞自动提起;
[0024]
5)放料活塞提起的同时,升降加砂漏斗中的引流剂开始自打开的出砂口流出,通过加砂管向钢包的水口部位加砂;待升降加砂漏斗到达加砂位时,关闭电机,升降加砂漏斗在加砂位持续加砂5~10秒,然后电机重新启动,将升降加砂漏斗上提,上提过程中放料活塞自动将出砂口封闭;待升降加砂漏斗重新提升到初始位时,插入安全销将其位置锁定;即完成一次加砂过程。
[0025]
与现有技术相比,本发明的有益效果是:
[0026]
能够有效提高加砂效率及加砂位置精确度,从而降低引流剂的消耗,强化添加效果,不仅缩短了钢包整备时间,减少了钢包的散热量,也避免了人工添加引流剂方式对操作人员身体健康的影响。
附图说明
[0027]
图1是本发明所述一种钢包整备引流剂添加装置的结构示意图。
[0028]
图2是图1的右视图。
[0029]
图3是图2的俯视图。
[0030]
图4是本发明所述一种钢包整备引流剂添加装置的工作原理示意图。
[0031]
图中:1.卷筒驱动装置 101.电机 102.减速机 103.制动器 2.卷筒 3.牵引绳一 4.牵引绳二 5.导向轮一 6.导向轮二 7.限位挡辊 8.固定加砂漏斗 9.升降加砂漏斗 901.加砂管 10.放料活塞 11.安全锁紧装置 12.导向套 13.导向轮支架 14.底座 15.热修车平台 16.起升高度限制器 17.出砂斜槽 18.钢包
具体实施方式
[0032]
下面结合附图对本发明的具体实施方式作进一步说明:
[0033]
如图1-图3所示,本发明所述一种钢包整备引流剂添加装置,包括卷筒驱动装置1、卷筒2、牵引绳一3、牵引绳二4、导向轮一5、导向轮二6、固定加砂漏斗8、升降加砂漏斗9及放料活塞10;所述卷筒驱动装置1固定在热修车平台15上,卷筒2由卷筒驱动装置1驱动,卷筒2的上方一侧设导向轮一5、导向轮二6;所述牵引绳一3的一端连接卷筒2,另一端绕过导向轮一5后竖直向下连接升降加砂漏斗9的顶部,升降加砂漏斗9的底部设出砂口,出砂口与加砂管901相连;所述牵引绳二4的一端连接卷筒2,另一端绕过导向轮二6后竖直向下连接放料活塞10的顶部,放料活塞10设于升降加砂漏斗9中,并能够将升降加砂漏斗9的出砂口封闭;升降加砂漏斗9在竖直升降路径上具有2个工作位,即上部的初始位及下部的加砂位;所述升降加砂漏斗9一侧的热修车平台15上设固定加砂漏斗8,固定加砂漏斗8的底部设出砂斜槽17,当升降加砂漏斗9处于初始位时,出砂斜槽17的出料端与升降加砂漏斗9上部的进料口相接。
[0034]
所述卷筒驱动装置1由电机101、减速器102及制动器103组成,电机101、减速器102及卷筒2通过底座14固定在热修车平台15上。
[0035]
所述卷筒2上设有起升高度限制器16。
[0036]
所述牵引绳一3、牵引绳二4均由钢丝绳及链条相连组成,靠近卷筒2一端为钢丝绳,靠近升降加砂漏斗9或放料活塞10一端为链条。
[0037]
所述牵引绳二4的长度小于牵引绳一3的长度,两者相差50~150mm。
[0038]
所述导向轮一5、导向轮二6通过导向轮支架13与热修车平台15固定连接;导向轮支架13的下部、对应牵引绳一3及牵引绳二4的两侧分别设限位挡辊7。
[0039]
所述热修车平台15在对应升降加砂漏斗9外侧的位置设导向套12。
[0040]
一种钢包整备引流剂添加装置,还包括安全锁紧装置11;所述安全锁紧装置11包括设于热修车平台15上的销轴座及安全销,所述销轴座及升降加砂漏斗9的上部一侧分别
设销轴孔,通过安全销穿设在销轴座及升降加砂漏斗9的销轴孔内实现升降加砂漏斗9位置的锁定。
[0041]
所述升降加砂漏斗9、牵引绳一3的链条及牵引绳二4的链条均采用耐热不锈钢制成。
[0042]
如图4所示,基于所述装置的钢包整备引流剂添加方法,包括:
[0043]
1)钢包18由天车吊至坐罐位坐罐,此时,引流剂添加装置上的升降加砂漏斗9处于初始位,安全锁紧装置11处于锁紧状态;
[0044]
2)钢包18准备就绪后,将热修车开到加砂工作位;通过固定加砂漏斗8向升降加砂漏斗9中加入引流剂,拔掉安全锁紧装置11中的安全销;
[0045]
3)启动卷筒驱动装置1,电机101通过减速器102驱动卷筒2转动,卷筒2通过牵引绳一3、牵引绳二4同步带动升降加砂漏斗9及放料活塞10下移;通过限位挡辊7防止升降加砂漏斗9及放料活塞10下移过程中出现剧烈晃动;
[0046]
4)升降加砂漏斗9的下移行程由卷筒2上的起升高度限制器16控制,升降加砂漏斗9位于加砂位时,加砂管901的底端距钢包底面300~400mm;由于牵引绳二4的长度小于牵引绳一3的长度,在升降加沙漏斗9到达加砂位前一时刻,牵引绳二4开始在卷筒2上反绕,从而将放料活塞10自动提起;
[0047]
5)放料活塞10提起的同时,升降加砂漏斗9中的引流剂开始自打开的出砂口流出,通过加砂管901向钢包18的水口部位加砂;待升降加砂漏斗9到达加砂位时,关闭电机101,升降加砂漏斗9在加砂位持续加砂5~10秒,然后电机101重新启动,将升降加砂漏斗9上提,上提过程中放料活塞10自动将出砂口封闭;待升降加砂漏斗9重新提升到初始位时,插入安全销将其位置锁定;即完成一次加砂过程。
[0048]
本发明所述一种引流剂添加装置主要由四部分组成,分别为驱动机构、升降机构、加砂机构及安全导向机构。其中,驱动机构是为引流剂添加装置提供动力源,其包括电机101、减速机102及制动器103,三者之间分别通过联轴器相连。升降机构包括卷筒2、牵引绳一3、牵引绳二4、导向轮一5、导向轮二6、起升高度限制器16。卷筒2同时带动并控制牵引绳一3和牵引绳二4,两条牵引绳的长度不同,分别用于牵引升降加砂漏斗9及放料活塞10升降,牵引绳一3和牵引绳二4均由链条和钢丝绳连接而成,进入钢包内及处于钢包上部的部分采用链条,以保证其耐热性,在对应导向轮5、6和卷筒2之间的部分采用钢丝绳,以实现快速升降。加砂机构包括固定加砂漏斗8、升降加砂漏斗9、放料活塞10、导向轮支架13、底座14。升降加砂漏斗9内设有放料活塞10,放料活塞10的作用是防止引流剂在非加砂期间泄露。安全导向机构包括安全锁紧装置11、导向套12、限位挡辊15。安全锁紧装置11是为了防止升降加砂漏斗9在非工作位时,制动器突然失灵或牵引绳一3突然断裂所设计的安全防护装置。导向套12的目的是防止升降加砂漏斗9在升降过程中与热修车平台15碰撞,限位挡辊15的作用是减少升降加砂漏斗9因快速升降而产生的摆动。由于钢包内温度很高,升降加砂漏斗9及牵引绳一3或牵引绳二4的链条部分均采用耐热不锈钢制作。
[0049]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 牵引电机

 热门咨询
热门咨询




tips