
 商标分类
商标分类  商标转让
商标转让 
开模方便的砂芯成型模具的制作方法
 2021-01-30 08:01:51|
2021-01-30 08:01:51| 278|
278| 起点商标网
起点商标网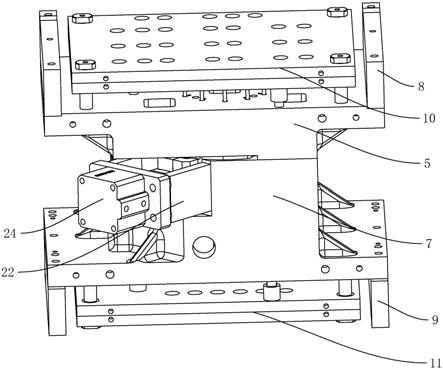
[0001]
本实用新型涉及模具的技术领域,尤其是涉及一种开模方便的砂芯成型模具。
背景技术:
[0002]
砂型铸造是铸造工艺中的一种,其先以型砂和芯砂为造型材料制成铸型和型芯,然后使液态金属在自身重力或外界压力下充填铸型和型芯之间的空腔,待金属固化后,破碎铸型和型芯即可取出工件。制作型芯的方法多种多样,较为传统的有振击和压实等,而利用射芯机和壳芯机可以同时完成填砂和紧砂的工作,相对而言比较先进,其应用也更加广泛。在上述制芯过程中,都需要用到芯盒,即制芯的专用模具。
[0003]
现有一种砂芯,如图1所示,包括水平设置的圆环盘1,圆环盘1的外侧壁上设有砂芯杆2,砂芯杆2朝向圆环盘1一端与圆环盘1一体成型,砂芯杆2朝向圆环盘1一端环绕圆环盘1设置,砂芯杆2背向圆环盘1一端倾斜向下设置,砂芯杆2背向圆环盘1一端侧壁上设有第一定位块3,第一定位块3水平设置,第一定位块3上设有水平设置的第二定位块4,第一定位块3和第二定位块4垂直设置。
[0004]
上述中的砂芯存在以下缺陷:在实际砂芯制作过程中,由于砂芯的砂芯杆背向圆环盘一端倾斜向下设置的外形原因,成型的砂芯会与模具贴合,从而阻碍成型的砂芯的脱离,脱模时不方便。
技术实现要素:
[0005]
针对现有技术存在的不足,本实用新型的目的之一是提供一种开模方便的砂芯成型模具,具有砂芯成型后,构成型腔的各部件能够顺利地与砂芯脱离的效果。
[0006]
本实用新型的上述技术目的是通过以下技术方案得以实现的:
[0007]
一种开模方便的砂芯成型模具,包括相互配合的动模板和定模板,所述动模板上开设有第一型腔,所述定模板朝向动模板一侧端面上开设有与第一型腔拼接配合的第二型腔,所述第一型腔和第二型腔用于成型砂芯,所述定模板朝向动模板一侧端面上开设有滑槽,所述滑槽一端贯穿定模板侧壁,另一端和第二型腔连通,所述滑槽内滑动设置有推块,所述定模板的侧壁上设有用于驱动推块朝向靠近或远离第二型腔方向滑动的驱动气缸,所述推块朝向第二型腔一侧端面上放置有用于成型砂芯杆和圆环盘连接处的活块,所述活块朝向一侧端面的顶部开设有与圆环盘外壁相配的凹槽,所述活块滑动设置在推块上。
[0008]
通过采用上述技术方案,在工作时,动模板和定模板接触闭合,完成合模的动作,从而进行成型砂芯,在成型砂芯时,第一型腔、第二型腔、推块和活块共同围成用于成型砂芯的腔体,此时往腔体内加注型砂,从而形成砂芯,在成型好砂芯后,此时启动驱动气缸,使驱动气缸开始工作,从而带动推块移动,从而使推块和活块脱离,使推块和成型的砂芯脱离,由于砂芯的砂芯杆和模具之间留有了通过的空隙,此时解除了砂芯和模具之间的约束,从而砂芯能够顺利地和定模板进行脱离,使用上更加方便,当砂芯取出后,在将活块从砂芯上取下,再次放入到推块上,从而继续对下一个砂芯进行成型。
[0009]
本实用新型在一较佳示例中可以进一步配置为:所述活块朝向推块一侧端面上设有凸块,所述推块朝向活块一侧端面上开设有卡槽,所述凸块卡入到卡槽内并使活块和推块充分贴合。
[0010]
通过采用上述技术方案,在对砂芯进行成型时,此时活块上的凸块嵌入到卡槽内,从而对活块进行限制,在推块与砂芯分离之前,活块无法和推块脱离,即在成型好砂芯后,动模板脱离砂芯时,不会对活块造成影响。
[0011]
本实用新型在一较佳示例中可以进一步配置为:所述定模板的侧壁上可拆卸连接有用于固定驱动气缸的固定座,所述驱动气缸栓接在固定座上,所述驱动气缸的伸缩杆朝向滑槽方向设置,所述推块朝向驱动气缸一侧端面上固定连接有滑动杆,所述滑动杆沿滑槽长度方向设置,所述滑动杆背向推块一端和驱动气缸的伸缩杆连接。
[0012]
通过采用上述技术方案,通过固定座将驱动气缸固定在定模板上,使驱动气缸在定模板上更加牢固,同时能够通过可拆卸的固定座将驱动气缸从定模板上拆卸下来,方便对驱动气缸再次使用,在驱动气缸工作时,驱动气缸通过伸缩杆带动滑动杆移动,滑动杆移动从而带动推块在滑槽内做来回往复滑动。
[0013]
本实用新型在一较佳示例中可以进一步配置为:所述滑动杆朝向驱动气缸一端伸出滑槽并固定连接有限位块,所述限位块朝向滑动杆一端端面大于滑槽的端面,所述驱动气缸的伸缩杆连接在限位块上。
[0014]
通过采用上述技术方案,限位块的设置,能够对滑动杆在滑动的位置进行限定,在进行脱模时,限位块和定模板侧壁抵触,此时驱动气缸开始工作,从而带动滑动杆在滑槽内滑动,从而带动推块移动,从而使推块和成型的砂芯脱离,使砂芯能够方便从模具内取出,当取出砂芯后,需要对推块进行复位,从而方便对下一个砂芯进行成型,此时再次启动驱动气缸,驱动气缸工作从而带动滑动杆移动,当滑动杆上的限位块再次和定模板侧壁抵触时,此时驱动气缸停止工作,使推块能够复位,使用上更加方便。
[0015]
本实用新型在一较佳示例中可以进一步配置为:所述限位块朝向驱动气缸一侧端面上开设有t型槽,所述t型槽的顶端和底端均贯穿限位块的顶壁和底壁,所述驱动气缸的伸缩杆朝向限位块一端端面上固定连接有t型块,所述t型块滑动设置在t型槽内并与t型槽内壁抵触。
[0016]
通过采用上述技术方案,t型槽和t型块的设置,能够使驱动气缸开始工作时,能够使驱动气缸的伸缩杆带动滑动杆移动,同时能够将驱动气缸上的t型块从t型槽内取出,从而使滑动杆和驱动气缸脱离,方便对滑动杆和驱动气缸进行拆卸和安装。
[0017]
本实用新型在一较佳示例中可以进一步配置为:所述滑动杆和滑槽内壁抵触,所述滑槽的上方开设有放置槽,所述放置槽内可拆卸连接有限位板,所述限位板和放置槽内底壁抵触并和滑动杆抵触。
[0018]
通过采用上述技术方案,限位板的设置,能够对滑动杆进行限位,减少在驱动气缸工作时,滑动杆在滑槽内上下移动,从而使驱动气缸上的t型块从t型槽内脱离,使驱动气缸无法带动滑动杆移动的可能性,使滑动杆和驱动气缸之间的连接更加稳定。
[0019]
本实用新型在一较佳示例中可以进一步配置为:所述动模板朝向定模板一侧端面上固定连接有定位盘,所述推块朝向定位盘一侧端面伸出滑槽,所述定位盘和推块顶端侧壁抵触。
[0020]
通过采用上述技术方案,在定模板和动模板合模时,定位盘和推块的侧壁进行抵触,从而对推块的位置进行进一步的限定,使推块不在定模板上移动,从而使成型的砂芯更加精确。
[0021]
本实用新型在一较佳示例中可以进一步配置为:所述定模板上开设有和第一定位块相配的第一定位槽,所述第一定位槽和第二型腔连通,所述动模板上开设有和第二定位块相配的第二定位槽。
[0022]
通过采用上述技术方案,第一定位槽和第二定位槽的设置,能够在砂芯上成型出第一定位块和第二定位块,从而使在后续使用砂芯时候,能够通过第一定位块和第二定位块来对砂芯进行限位固定。
[0023]
综上所述,本实用新型包括以下至少一种有益技术效果:
[0024]
1.活块、推块和驱动气缸的设置,能够起到砂芯成型后,砂芯的各部件能够顺利地与砂芯脱离的效果;
[0025]
2.通过凸块和卡槽的设置,能够起到在推块与砂芯分离之前,活块无法和推块脱离,即在成型好砂芯后,动模板脱离砂芯时,不会对活块造成影响的效果。
附图说明
[0026]
图1是背景技术中砂芯的整体结构示意图;
[0027]
图2是实施例中用于体现砂芯成型模具的整体结构示意图;
[0028]
图3是实施例中用于体现动模板上结构的示意图;
[0029]
图4是实施例中用于体现定模板上结构的示意图;
[0030]
图5是实施例中用于体现推块和活块的爆炸图。
[0031]
图中,1、圆环盘;2、砂芯杆;3、第一定位块;4、第二定位块;5、动模板;7、定模板;8、上支脚;9、下支脚;10、上顶针座;11、下顶针座;12、第一型腔;13、第二型腔;14、第一定位槽;15、第二定位槽;16、定位盘;17、滑槽;18、推块;19、活块;20、凸块;21、卡槽;22、固定座;23、滑动杆;24、驱动气缸;25、限位块;26、t型槽;27、t型块;28、放置槽;29、限位板。
具体实施方式
[0032]
以下结合附图对本实用新型作进一步详细说明。
[0033]
实施例:参照图2,为本实用新型公布的一种开模方便的砂芯成型模具,包括动模板5和定模板7,动模板5和定模板7均水平设置。动模板5背向定模板7一侧端面上通过螺栓可拆卸连接有两个上支脚8,两个上支脚8关于动模板5对称设置,定模板7背向动模板5一侧端面上通过螺栓可拆卸连接有两个下支脚9,两个下支脚9关于定模板7对称设置。
[0034]
参照图2,动模板5背向定模板7一侧端面上架设有上顶针座10,定模板7背向动模板5一侧端面上架设有下顶针座11,上顶针座10和下顶针座11均与动模板5和定模板7平行设置。
[0035]
参照图2,动模板5和定模板7相互接触配合,在合模的时候,动模板5和定模板7相抵,动模板5和定模板7内形成用于成型砂芯的腔体,在动模板5和定模板7相抵触时,腔体内的型砂成型,之后打开动模板5和定模板7,从而取出成型的砂芯,从而完成生产的过程。
[0036]
参照图2和3,动模板5朝向定模板7一侧端面上开设有呈凹陷状的第一型腔12,第
一型腔12和砂芯的外形相同。动模板5朝向定模板7一侧端面上还开设有第二定位槽15,第二定位槽15和第二定位块4相配。动模板5朝向定模板7一侧端面上通过螺栓可拆卸连接有定位盘16,当定模板7和动模板5合模时,定位盘16和定模板7抵触。
[0037]
参照图3和4,定模板7朝向动模板5一侧端面上开设有与第一型腔12配合的第二型腔13,第二型腔13呈内凹陷状,当合模时,第二型腔13和第一型腔12共同围成用于成型砂芯的腔体。定模板7朝向动模板5一侧端面上还开设有第一定位槽14,第一定位槽14和砂芯上的第一定位块3相配,第一定位槽14和第二型腔13连通,当定模板7和动模板5合模时,第一定位槽14和第二定位槽15连通,从而成型出固定在一起的第一定位块3和第二定位块4。
[0038]
参照图3和4,定模板7朝向动模板5一侧端面上开设有滑槽17,滑槽17一端贯穿定模板7的侧壁,滑槽17内滑动连接有推块18,推块18的顶侧端面凸出滑槽17,在合模时,定位盘16和推块18的顶端侧壁抵触。
[0039]
参照图4和5,推块18的顶端侧壁上设有活块19,活块19朝向推块18一侧端面上焊接有凸块20,推块18朝向活块19一侧端面上开设有卡槽21,在放置活块19时,使活块19上的凸块20卡入到卡槽21内并和卡槽21内壁抵触,从而限制住活块19上下移动,当合模时,推块18、活块19、第一型腔12(见图3)和第二型腔13共同围成用于成型砂芯的腔体,从而形成砂芯。
[0040]
参照图1和4,由于砂芯的砂芯杆2和圆环盘1连接处的外形和砂芯杆2背向圆环盘1一端倾斜向下设置的原因,此时需要将推块18和成型的砂芯脱离,从而方便将成型的砂芯从定模板7内取出,此时在滑槽17贯穿定模板7侧壁处通过螺栓可拆卸连接有固定座22,固定座22上栓接有驱动气缸24,驱动气缸24的伸缩杆朝向滑槽17方向设置,驱动气缸24能够带动推块18在滑槽17内移动,从而将推块18和活块19与成型的砂芯脱离,从而方便将成型的砂芯取出。
[0041]
参照图4,推块18朝向驱动气缸24一侧端面上焊接有滑动杆23,滑动杆23沿滑槽17长度方向设置并和滑槽17内壁抵触,滑动杆23滑动设置在滑槽17内,滑动杆23朝向驱动气缸24一端伸出滑槽17并焊接有限位块25,当对砂芯进行成型时,此时推块18能够用于成型砂芯,限位块25此时和定模板7侧壁抵触,从而限制住推块18的位置。
[0042]
参照图4,限位块25朝向驱动气缸24一侧端面上开设有t型槽26,t型槽26的顶端和底端均贯穿限位块25的顶壁和底壁,驱动气缸24的伸缩杆朝向限位块25一端端面上焊接有t型块27,t型块27滑动设置在t型槽26内并与t型槽26内壁抵触,从而使驱动气缸24工作时,能够带动限位块25移动,限位块25移动从而能够带动滑动杆23和推块18在滑槽17内移动,从而使推块18和成型的砂芯脱离,方便取出成型的砂芯。
[0043]
参照图4,滑槽17的上方开设有放置槽28,放置槽28的底侧和滑槽17连通,放置槽28内通过螺栓可拆卸连接有限位板29,限位板29的顶侧端面和放置槽28的槽口平行,限位板29和放置槽28内壁贴合,限位板29朝向滑槽17一侧端面和滑动杆23抵触,从而对滑动杆23进行限位。
[0044]
本实施例的实施原理为:在工作时,动模板5和定模板7接触闭合,完成合模的动作,从而进行成型砂芯,在成型砂芯时,第一型腔12、第二型腔13、推块18和活块19共同围成用于成型砂芯的腔体,此时往腔体内加注型砂,从而形成砂芯;
[0045]
在成型好砂芯后,此时启动驱动气缸24,驱动气缸24工作从而带动和定模板7抵触
的限位块25移动,限位块25移动从而带动滑动杆23移动,滑动杆23带动推块18移动,从而使推块18和活块19脱离,使推块18和成型的砂芯脱离,由于砂芯的砂芯杆2和模具之间留有了通过的空隙,此时解除了砂芯和模具之间的约束,从而砂芯能够顺利地和定模板7进行脱离,当砂芯取出后,在将活块19从砂芯上取下,再次放入到推块18上,并再次启动驱动气缸24,从而推动推块18移动,使限位块25和定模板7侧壁抵触,从而使推块18复位,继续对下一个砂芯进行成型。
[0046]
本具体实施方式的实施例均为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips