
 商标分类
商标分类  商标转让
商标转让 
一种铸钢轧辊滑动辊颈装置的制作方法
 2021-01-30 08:01:47|
2021-01-30 08:01:47| 382|
382| 起点商标网
起点商标网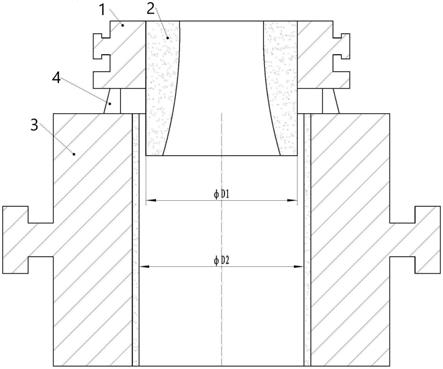
[0001]
本实用新型涉及冶金领域,尤其涉及一种铸钢轧辊滑动辊颈装置。
背景技术:
[0002]
铸钢轧辊作为一种大型铸件,铸型的设计好坏直接影响到轧辊铸件的产品质量,滑动辊颈作为铸钢轧辊铸型的一个重要部分,其承担了轧辊在铸型内凝固时能否自由收缩的重要任务,一旦凝固收缩受阻就容易产生拉应力,拉应力过大易致轧辊产生铸造裂纹轻者改制重者报废。滑动辊颈作为上颈铸型和辊身铸型中间的连接部分其砂型的溃散性好坏直接影响到冷热开箱的难易程度。中国专利cn200954539y公开了一种大型铸钢支撑辊铸造装置,但其带砂箱或外套型滑动辊颈铸型在冷热开箱时砂型不易溃散容易粘连在金属铸型内开箱困难,其金属型垫铁在浇注完需人工打落增加了操作时的危险性;现有的辊颈铸型大多结构复杂制作困难,滑动辊颈铸型内的砂型溃散性差不易轧辊的凝固收缩等缺点。
技术实现要素:
[0003]
本实用新型的目的是提供一种使用方便的铸钢轧辊滑动辊颈装置。
[0004]
实现本实用新型目的的技术方案是:一种铸钢轧辊滑动辊颈装置,包括辊身铸型和辊颈铸型;所述辊颈铸型包括砂型和砂箱;所述砂箱设置在辊身铸型上方;所述砂型设置在砂箱内壁上,并向下延伸至辊身铸型内;所述砂箱和辊身铸型间垫有多个可燃烧垫块。
[0005]
所述可燃烧垫块高度与辊身铸型高度比例为h1=(2~2.2)%h2,h1为垫块高度,h2为辊身铸型高度。
[0006]
进一步地,所述可燃烧垫块截面为上小下大的梯形。
[0007]
进一步地,所述可燃烧垫块为木质。
[0008]
进一步地,所述砂型下端伸入辊身铸型长度为50~100mm。
[0009]
采用了上述技术方案,本实用新型具有以下的有益效果:
[0010]
(1)本实用新型的砂型一体化,容易溃散,开箱简单,可燃烧垫块在浇注后,在高温下燃烧殆尽,辊颈铸型下落,无需人工打落垫块,十分安全方便。
[0011]
(2)本实用新型的可燃烧垫块高度与辊身铸型高度比例合适,既可完成铸型,又满足轧辊的自由凝固收缩,减少了铸造裂纹的产生,提高了铸型的铸造质量。
[0012]
(3)本实用新型的垫块为上小下大的梯形,支撑性高,相比于支撑性相同的方形垫块,体积小,更易燃烧完,不影响辊颈铸型的下落。
[0013]
(4)本实用新型的可燃烧垫块材质为木质,燃烧不产生杂质和有毒气体,更加环保,制作更加方便。
[0014]
(5)本实用新型的砂型下端伸入辊身铸型长度合适,轧辊浇注时不易射箱和跑火,提高浇筑稳定性,后期也满足轧辊的自由凝固收缩。
附图说明
[0015]
为了使本实用新型的内容更容易被清楚地理解,下面根据具体实施例并结合附图,对本实用新型作进一步详细的说明,其中
[0016]
图1为本实用新型的结构示意图。
[0017]
附图中标号为:辊身铸型1,砂箱2,砂型3,可燃烧垫块4。
具体实施方式
[0018]
(实施例1)
[0019]
见图1,本实施例的铸钢轧辊滑动辊颈装置,包括辊身铸型1和辊颈铸型。辊颈铸型包括砂箱2和砂型3。砂型3设置在砂箱2内壁上,并向下延伸至辊身铸型1内。砂箱2和辊身铸型1间垫有多个可燃烧垫块4。
[0020]
为了提高铸造质量,可燃烧垫块4高度与辊身铸型1高度比例为h1=(2~2.2)%h2,h1为垫块高度,h2为辊身铸型1高度。可燃烧垫块4与铸身铸型高度经大量实验得出,既可完成铸型,又满足轧辊的自由凝固收缩,减少了铸造裂纹的产生。
[0021]
为了提高可燃烧垫块4的支撑性和稳定性,可燃烧垫块4截面为上小下大的梯形。
[0022]
为了进一步提高铸造质量,可燃烧垫块4为木质,可以完全燃烧干净,与塑料等其他可燃物相比,无残留,无有毒气体,不影响轧辊质量。
[0023]
为了进一步提高铸造质量砂型3下端伸入辊身铸型1长度为50~100mm,轧辊浇注时不易射箱和跑火,提高浇筑稳定性,后期也满足轧辊的自由凝固收缩。
[0024]
以上所述的具体实施例,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips