
 商标分类
商标分类  商标转让
商标转让 
一种铸件表面喷砂处理装置的制作方法
 2021-01-30 08:01:46|
2021-01-30 08:01:46| 306|
306| 起点商标网
起点商标网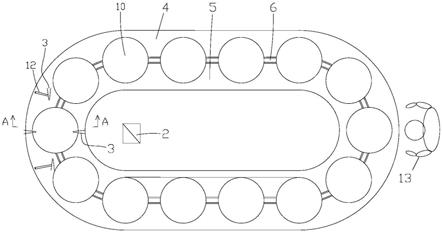
[0001]
本实用新型属于小型铸铁铸件的表面喷砂处理装置领域。
背景技术:
[0002]
小型铸铁铸件指的是重量1-5千克的铸铁铸件(简称铸件),铸件成型后需要进行喷砂处理,旨在清理铸件表面毛刺,改善铸件表面质量。铸件喷砂一般采用喷砂机,工人一手持喷砂机的喷枪,一次只能操作一把喷枪,另一手不断转动铸件,使喷枪喷出的高速砂丸击打与铸件的外周面上,操作复杂,且手动转动铸件较为费力,容易使工人手腕疲劳,从而降低喷砂处理的效率。因此,现有的喷砂机用于铸件表面喷砂处理存在效率低下的缺陷。
技术实现要素:
[0003]
本实用新型的目的在于,提供一种铸件表面喷砂处理装置。本实用新型用于铸件表面喷砂处理具有效率较高的优点。
[0004]
本实用新型的技术方案:一种铸件表面喷砂处理装置,包括环形的网带输送机,网带输送机的内侧设有多个均与喷砂机连接的喷枪,网带输送机上设有截面为z形的外盖板,外盖板的内侧设有截面为z型的内盖板,外盖板与内盖板之间形成通道,通道位于网带输送机的上方,通道内设有多个支撑轴,支撑轴上套有轴承,支撑轴通过底座摆放于网带输送机上,支撑轴的上端设有支撑板。
[0005]
前述的铸件表面喷砂处理装置中,所述外盖板的下端与网带输送机的外侧壁固定,所述内盖板的下端与网带输送机的内侧壁固定。
[0006]
前述的铸件表面喷砂处理装置中,所述外盖板和内盖板均为环形。
[0007]
前述的铸件表面喷砂处理装置中,所述外盖板的顶部与内盖板的顶部均设有环形的密封条,其一根密封条位于外盖板与支撑板之间,另一根密封条位于内盖板与支撑板之间。
[0008]
前述的铸件表面喷砂处理装置中,所述喷枪的数量有四个,四个喷枪围绕支撑板周向分布且喷射方向均斜向下朝向支撑板。
[0009]
与现有技术相比,本实用新型将铸件放置于网带输送机上进行流水线式的喷砂处理,不需要工人对喷枪进行操作,只需要对铸件进行上料和下料,最多翻动一次铸件,就能完成铸件的喷砂处理,操作较为简单,而且工人可双手操纵铸件,手腕不易疲劳,保留充足体力,在此基础上可加大喷砂力度和网带输送机的流转速度,从而提升铸件喷砂处理的效率。因此,本实用新型用于铸件表面喷砂处理具有效率较高的优点。
附图说明
[0010]
图1是本实用新型的俯视图。
[0011]
图2是图1在a-a处的示意图。
[0012]
图3是网带输送机的俯视图。
[0013]
附图中的标记为:1-网带输送机,2-喷砂机,3-喷枪,4-外盖板,5-内盖板,6-通道,7-支撑轴,8-轴承,9-底座,10-支撑板,11-密封条,12-支架,13-工人。
具体实施方式
[0014]
下面结合附图和实施例对本实用新型作进一步的说明,但并不作为对本实用新型限制的依据。
[0015]
实施例。一种铸件表面喷砂处理装置,如图1和图2所示,包括环形的网带输送机1,网带输送机1的内侧设有多个均与喷砂机2连接的喷枪3,网带输送机1上设有截面为z形的外盖板4,外盖板4的内侧设有截面为z型的内盖板5,外盖板4与内盖板5之间形成通道6,通道6位于网带输送机1的上方,通道6内设有多个支撑轴7,支撑轴7上套有轴承8,支撑轴7通过底座9摆放于网带输送机1上,支撑轴7的上端设有支撑板10。
[0016]
所述外盖板4的下端与网带输送机1的外侧壁固定,所述内盖板5的下端与网带输送机1的内侧壁固定。
[0017]
所述外盖板4和内盖板5均为环形,外盖板4和内盖板5的内侧均设有防变形的支撑杆。
[0018]
所述外盖板4的顶部与内盖板5的顶部均设有环形的密封条11,其一根密封条11位于外盖板4与支撑板10之间,另一根密封条11位于内盖板5与支撑板10之间。所述密封条11用于防止喷砂的砂丸进入轴承8内,保持轴承8转动顺畅。
[0019]
所述喷枪3的数量有四个,四个喷枪3围绕支撑板10周向分布且喷射方向均斜向下朝向支撑板10,喷枪3通过支架12与内盖板5或外盖板4固定。所述喷砂机2自带四个以上喷枪3,可直接采购得到,本领域技术人员可自由选择喷砂机2的型号。
[0020]
如图3所示,所述网带输送机1包括两条直线输送线和两条半圆输送线拼接组成。直线输送线和半圆输送线均可在市场上直接采购得到,本领域技术人员可自由选择。掉落在网带输送机1上的砂丸可穿过网带输送机1掉落地面。
[0021]
所述外盖板4和内盖板5还可减少砂丸掉落在网带输送机1上的数量,并使砂丸只能掉落在网带输送机1的中线部位,从而避开网带输送机1两侧的传动机构,降低网带输送机1发生故障的概率。
[0022]
工作原理:将多个铸件以底面朝下分别放置于多个支撑板10上,启动网带输送机1,网带输送机1依次通过底座9、支撑轴7和支撑板10带动铸件做环形绕圈移动,铸件移动时,轴承8发生转动。铸件经过喷枪3时,同时受到4把喷枪从不同方向的喷射,表面得以处理。工人13站在远离喷枪3的地方,佩戴口罩,如果铸件的底面不需要进行喷砂处理,工人13直接将喷砂过的铸件从支撑板10上拿下,将未喷砂过的铸件再次放到支撑板10上以待下一次的喷砂处理;如果铸件的底面也需进行喷射,工人还应将铸件翻转过来再次经过一次喷砂,然后再将铸件从支撑板10上取下。
[0023]
本实用新型用于铸件表面喷砂处理具有效率较高的优点。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips