
 商标分类
商标分类  商标转让
商标转让 
一种高强度抗菌钛合金板材及其制备方法与流程
 2021-01-30 08:01:04|
2021-01-30 08:01:04| 349|
349| 起点商标网
起点商标网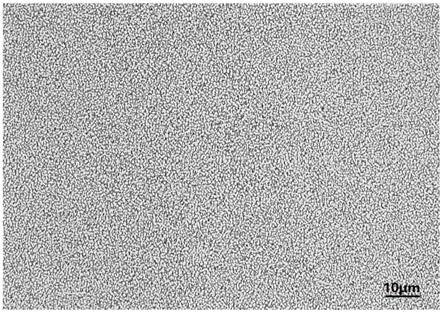
[0001]
本发明涉及钛合金加工制备领域,具体为一种高强度抗菌钛合金板材及其制备方法。
背景技术:
[0002]
钛合金是一种生物安全性优异的金属,其密度较低、弹性模量与人体骨骼接近、具有较高的强度,因此钛及其合金广泛地应用在医疗卫生领域,尤其是口腔和骨科修复领域,例如托槽、带环、矫治弓丝、支抗用种植体、人工关节(骻、膝、肩、踝、肘、腕、指关节等)、骨创伤产品(髓内钉、钢板、螺钉等)、脊柱矫形内固定系统等。
[0003]
钛合金应用在医疗领域已经近70年,各种钛合金牌号层出不穷,更新迭代,已经逐渐不能跟上人们对更高医疗品质的需要,现有钛合金的缺点与人们的需求间的矛盾愈发凸显。首先,钛合金生物相容性良好,不会对人体造成损害,但其同时也给有害微生物的生长提供了无害的环境。随着医用钛合金广泛应用,术后感染这一严重的并发症也成为越来越受人们关注并亟待解决的问题。其次,医用钛合金的另一个优点是密度低,弹性模量与人体接近,但作为承力型植入体使用时,例如人工髋关节的关节炳,经常出现断裂失效而引发的植入失败,给患者带来极大的痛苦,造成了沉重的精神与经济负担。故实现植入材料更轻、更强、更健康将成为新的、更加贴合实际与未来需要的重要命题。
技术实现要素:
[0004]
本发明的目的在于提供一种高强度抗菌钛合金板材及其制备方法,该抗菌钛合金板材具有较高的强度。
[0005]
为实现上述目的,本发明采用如下技术方案:
[0006]
一种高强度抗菌钛合金板材,其化学成分为(重量百分比):al:5.5~6.5、v:3.5~4.5、cu:3~9(优选为5~7)、ti余量。
[0007]
本发明所述高强度抗菌钛合金板材制备过程为:
[0008]
步骤一:采用真空自耗炉熔炼多次,获得原材料铸锭。铸锭修磨后经过1000℃以上开坯锻造、精锻加工成板坯;
[0009]
步骤二:板坯在1000℃-1300℃保温,保温时间t=(2.0-4.0)d min,其中,d为试样的有效厚度(单位为毫米mm);
[0010]
步骤三:板坯保温结束后快速冷却,冷却速率δt/t范围在150~350℃/s之间。板坯获得超细纳米板条组织;
[0011]
步骤四:上述超细纳米板条组织板坯在温度800℃~900℃下进行粗轧,热轧累计变形量大于等于90%,获得超细纳米板条组织板材;
[0012]
步骤五:上述超细纳米板条组织板材在700℃~780℃下进行精轧至目标厚度的板材。
[0013]
本发明所述高强度抗菌钛合金板材的显微组织与性能如下:
[0014]
(1)本发明所述高强度抗菌钛合金板材组织为等轴晶粒,尺寸小于400nm,且在650℃及以下时效3h以内,晶粒不发生粗化长大。
[0015]
(2)本发明所述高强度抗菌钛合金板材(厚度<6毫米)的抗拉强度达到1300-1600mpa,延伸率高于15%。
[0016]
本发明的有益效果是:
[0017]
(1)本发明所提供的高强度抗菌钛合金板材,其显微组织为超细等轴晶粒,具有高的组织热稳定性,且本发明所提供的高强度抗菌钛合金板材的制备方法无需依靠大功率设备及昂贵的模具,通过常规热变形与热处理即可获得超细等轴晶,满足规模化工业生产的需要。
[0018]
(2)本发明所提供的高强度抗菌钛合金板材及其制备方法可显著提高钛合金材料的综合力学性能。
附图说明
[0019]
图1实施例3所得材料的金相显微组织。
具体实施方式
[0020]
下面将通过几组具体实施例和对比例来对本申请进行说明、解释,但不应用来限制本申请的范围。
[0021]
实施例:实施例1-6为根据本发明提供的化学成分范围进行冶炼的ti6al4v-cu合金,其cu元素的含量逐步提高,相应的制备工艺也在本发明规定的技术参数范围内进行适当调整,具体请见表1、2。
[0022]
对比例:对比例1-2化学成分低于本发明提供的化学成分范围下限,对比例9的化学成分高于本发明提供的化学成分范围上限。对比例3的粗轧温度高于本发明提供的热轧温度范围上限;对比例3的板坯热处理加热温度低于本发明提供的加热温度范围下限;对比例4的板坯热处理保温时间低于本发明提供的保温时间范围下限;对比例5热处理后的板坯冷却速率高于本发明提供的冷却速度范围上限。对比例6的精轧温度高于本发明提供的精轧温度范围上限;对比例7的变形量低于本发明提供的变形量范围;对比例8的精轧温度低于本发明提供的精轧温度范围下限。对比例10为通过ecap工艺制备的具有纳米晶组织的普通ti6al4v板材,具体请见表3、4。
[0023]
表1实施例化学成份、热处理工艺
[0024][0025]
说明:d为试样的有效厚度(单位为毫米mm)
[0026]
表2实施例热加工工艺及最终尺寸
[0027][0028]
表3对比例化学成份、热处理工艺
[0029][0030][0031]
说明:d为试样的有效厚度(单位为毫米mm)
[0032]
表4对比例热加工工艺及最终尺寸
[0033][0034]
1.硬度测试
[0035]
对实施例和对比例材料的硬度进行测试。采用htv-1000型硬度计测量退火后材料样品的维氏硬度。测试前,样品表面经过抛光处理。样品是尺寸为直径10mm,厚度为2mm的薄片。试验加载力为9.8n,加压持续时间为15s,通过测量压痕的对角线长度,经过计算机硬度分析软件自动计算得出硬度值。最终硬度值取15个点的平均值,每组样品选取三个平行样,具体结果见表5。
[0036]
2.拉伸性能测试
[0037]
采用instron 8872型拉伸试验机对对比例和实施例材料的室温拉伸力学性能进行测试,拉伸速率为0.5mm/min。测试前,将材料加工成标准拉伸试样,每组热处理试样取三个平行样,实验得到的力学性能包括抗拉强度和延伸率,具体结果见表5。
[0038]
3.晶粒尺寸统计
[0039]
采用扫描电镜的电子背散射衍射(ebsd)分析系统对疲劳前后样品进行相体积分数统计,样品制备方法为,先将样品通过机械抛光得到平整光洁的表面,再将样品置于电解液(6%高氯酸+30%丁醇+64%甲醇)中在-25℃下电解抛光20s,去除表面应力。ebsd采集数据时,扫描电镜工作电压20kv,电流18na,步长选取0.2μm,扫描范围解析率大于80%,采用channel 5软件对晶粒尺寸进行分析,具体结果见表6。
[0040]
表5实施例和对比例材料的力学性能
[0041][0042]
表6实施例和对比例材料的组织特征及在不同温度保温1h后的组织变化
[0043][0044]
从表5、6的结果可以看出,实施例1~6均为等轴纳米晶组织,这使得它们具有较高的强度、良好的塑性和较大的硬度。在本发明规定的cu含量范围内,随着cu含量的升高,材料的晶粒尺寸逐渐减小,它们的强度和硬度均有所提高,而延伸率逐渐下降。
[0045]
从表5、6的结果可以看出,对比例1、2、9因cu含量范围未在本发明提供的范围之内,最终其力学性能较差,同时未得到等轴纳米晶组织。对比例3-8因热处理、粗轧、精轧等工艺参数范围未在本发明提供的范围之内,导致最终力学性能较差,同时未得到等轴纳米晶组织。
[0046]
从表6的结果可以看出,实施例1~6在650℃及以下时效过程中具有良好的组织热稳定性,晶粒尺寸在时效后未发生显著的变化。而对比例10晶粒发生显著的粗化长大。
[0047]
以上所述仅为本申请的实施方式,并非因此限制本申请的专利范围,凡是利用本申请说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本申请的专利保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips