
 商标分类
商标分类  商标转让
商标转让 
一种切割夹持机构及具有该夹持机构的切割系统的制作方法
 2021-01-30 07:01:30|
2021-01-30 07:01:30| 255|
255| 起点商标网
起点商标网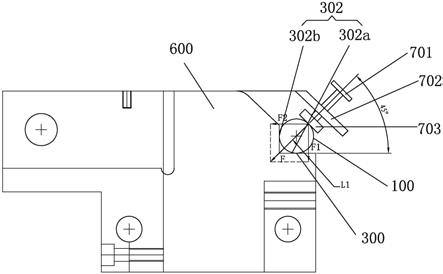
[0001]
本实用新型涉及顶针加工技术领域,具体涉及的是一种切割夹持机构及具有该夹持机构的切割系统。
背景技术:
[0002]
顶针是一种模具配件,亦可叫推杆、中针以及托针,通常用于顶出模具中成型的制品,其包括沉头和圆柱体,在配合模具使用时需要按照产品要求进行必要的加工,其中圆柱体的长度加工是必不可少的,长度加工主要采用顶针切割机加工,传统的切割机结构已为公知,如申请号为201310155040.9的中国实用新型专利公开的一种顶针治具,包括基座、若干夹持件、气缸及定位靠板,该基座设有一固定件,该若干夹持件安装于该固定件一侧,该固定件与该夹持件之间及该两相邻夹持件之间设有用于夹持该顶针的夹持空间,该气缸用于挤压该若干夹持件以夹紧该若干个顶针,该定位靠板位于该基座一侧用于抵靠该若干顶针一端,该定位靠板滑动安装于滑轨,该定位靠板的滑动方向与该若干个夹持件的滑动方向垂直。
[0003]
砂轮在切割顶针时对顶针产生两个作用力,一个是砂轮与顶针表面相切方向的水平方向作用力,另一个是砂轮随着切割深度加大逐渐下压的竖直方向作用力,而且竖直方向作用力大于水平方向作用力。上述的顶针治具主要通过两个夹持件在水平方向夹紧顶针,因此,实际上只为顶针提供水平方向的夹持力,有效防止顶针在水平方向移动。然而,砂轮对顶针产生下压的竖直方向作用力,基座由此也会给顶针产生向上的反弹力,传统顶针治具缺乏对顶针竖直方向的夹持力,或者对竖直方向的夹持力过小,使得顶针在切割过程中在竖直方向跳动,导致切面不平整,影响切割质量。
[0004]
有鉴于此,本申请人针对上述问题进行深入研究,遂有本案产生。
技术实现要素:
[0005]
本实用新型的主要目的在于提供一种切割夹持机构及具有该夹持机构的切割系统,根据顶针受力的实际情况夹持顶针,使顶针在切割过程受力更平衡,既不会在水平方向移动,也不会在竖直方向跳动,保持稳定,从而保障切割质量。
[0006]
为了达成上述目的,本实用新型的解决方案是:
[0007]
提供一种切割夹持机构,用于切割顶针,顶针包括调节端和切割端,其中,切割夹持机构包括切割组件、夹持台、转轴和夹持钩,该夹持台包括第一台面和第二台面,顶针卡设在夹持台并且与第一台面和第二台面相切,所述夹持钩包括转动孔以及与顶针相切的夹持弧面部,该夹持弧面部抵顶顶针并对顶针产生竖直向压力f1和水平向压力f2,转动孔转动套设在转轴上并绕转轴作自转运动以使竖直向压力f1大于水平向压力f2。
[0008]
进一步的,所述第二台面朝靠近第一台面的方向倾斜。
[0009]
进一步的,所述第一台面朝靠近或者远离第二台面的方向倾斜。
[0010]
进一步的,所述第一台面和第二台面垂直设置。
[0011]
进一步的,所述夹持弧面部对顶针产生的抵顶合力f与第一台面的夹角α的范围为50度至70度。
[0012]
进一步的,顶针具有多种不同半径的规格,定义最大的半径为r1并且最大半径的顶针的截面圆心位置为a2,定义夹持弧面部的圆心为a3且半径为r2,定义转动孔的中心为a4并且a4与第一台面的夹角为β;
[0013]
r2比r1大且x,x的范围为1.5-3.5毫米,当半径为r1的顶针与夹持弧面部相切时,a3在抵顶合力f的方向上,β的角度为141
°
并且a4与a3的距离l1为x的150-200倍。
[0014]
进一步的,还包括有第二滑座和手动锁紧组件,夹持台设在第二滑座上,所述手动锁紧组件包括锁紧手柄,手柄固定座,设在第二滑座的第一锁孔,设在夹持钩上的第二锁孔以及两端固定在第一锁孔和第二锁孔的锁紧弹簧,所述夹持钩为c形结构并且夹持钩包括有顶压部,手柄固定座安装在第二滑座上,锁紧手柄螺纹穿过手柄固定座抵顶顶压部。
[0015]
进一步的,还包括有第二滑座,所述切割组件包括摆动转轴、砂轮、电机和摆动连接板,摆动转轴设在第二滑座上,砂轮与电机连接,电机与摆动连接板连接,摆动连接板设在摆动转轴上并绕摆动转轴做旋转运动。
[0016]
进一步的,所述切割组件还包括有第一连接弹簧,设在第二滑座上的第一连接孔以及设在摆动连接板的第二连接孔,第一连接弹簧两端分别固定在第一连接孔和第二连接孔上。
[0017]
进一步的,还包括有自动锁紧组件,所述自动锁紧组件包括锁紧板,定位杆,设在第二滑座的第一锁孔,设在夹持钩上的第二锁孔以及两端分别固定在第一锁孔和第二锁孔的锁紧弹簧,所述夹持钩的上表面设有定位凹槽,锁紧板连接在摆动连接板上,定位杆穿过锁紧板并且定位杆一端设有与定位凹槽匹配的定位凸部,定位凸部和锁紧板之间设有第二连接弹簧。
[0018]
本案还提供一种切割系统,其中,包括滑轨,用于固定顶针调节端的第一滑座以及切割夹持机构,第一滑座和夹持台滑动设在滑轨上,切割夹持机构为上面所述一种切割夹持机构。
[0019]
采用上述结构后,本实用新型涉及的一种切割夹持机构及具有该夹持机构的切割系统,与现有技术相比,本案包括用于抵顶顶针的夹持钩,该夹持钩又包括与顶针相切的夹持弧面部,该夹持弧面部抵顶顶针并对顶针产生竖直向压力f1和水平向压力f2,转动孔转动套设在转轴上并绕转轴作自转运动以使竖直向压力f1大于水平向压力f2,匹配顶针在切割过程中砂轮对其产生的竖直作用力大于水平作用力的实际受力情况,确保抵消夹持台对顶针的反弹力,使顶针在切割过程受力平衡,既不会在水平方向移动,也不会在竖直方向跳动,在切割过程中保持稳定,从而保障切面平整的高质量切割。
[0020]
另外,夹持钩通过自身转动可实现抵顶半径规格在一定范围内的顶针,并在抵顶过程中确保竖直向压力f1大于水平向压力f2,由此可自适应若干种规格的顶针,使用更灵活。
附图说明
[0021]
图1为本实用新型涉及的具有切割夹持机构的切割系统的侧视图;
[0022]
图2为图1中局部b的局部放大示意图之一;
[0023]
图3为图1中局部b的局部放大示意图之二;
[0024]
图4为本实用新型中固定夹持钩的第一种实施的侧视图;
[0025]
图5为本实用新型中固定夹持钩的第二种实施的侧视图;
[0026]
图6为本实用新型的正视图。
具体实施方式
[0027]
为了进一步解释本实用新型的技术方案,下面通过具体实施例来对本实用新型进行详细阐述。
[0028]
如图1-6所示,本案提供一种切割夹持机构,用于切割顶针100,顶针100包括调节端101和切割端102,移动调节端101实现顶针100的长度调节,切割出满足长度要求的顶针100。
[0029]
切割夹持机构包括切割组件800、夹持台302、转轴706和夹持钩707。该夹持台302包括第一台面302a和第二台面302b,顶针100的切割端102卡设在夹持台302并且与第一台面302a和第二台面302b相切,夹持台302对顶针100产生反弹力,顶针100的截面圆心在夹持台302的角平分线上。所述夹持钩707包括转动孔以及与顶针100相切的夹持弧面部707a,夹持弧面部707a与顶针100的切点为a1,转动孔转动套设在转轴706上并绕转轴706作自转运动,该夹持弧面部707a抵顶顶针100并对顶针100产生竖直向压力f1和水平向压力f2,转动孔707b转动套设在转轴706上并绕转轴706作自转运动以使竖直向压力f1大于水平向压力f2。
[0030]
其中,第一台面302a和第二台面302b一端固定连接形成夹角,该夹角可在180度和0度之间取值。
[0031]
作为夹持台的第一种具体实施例,所述第一台面302a竖直设置,所述第二台面302b朝靠近第一台面302a的方向倾斜,两个台面形成锐角夹角,并且第二台面302b呈向上倾斜状态,如此,顶针放在第二台面302b上可自行向两个台面连接方向滚动且稳定在该位置上。
[0032]
作为夹持台的第二种具体实施例,所述第二台面302b水平设置,所述第一台面302a朝靠近或者远离第二台面302b的方向倾斜,当第一台面302a朝靠近第二台面302b的方向倾斜时,第一台面302a对顶针具有一定的向下的压力,有利于防止顶针切割时上下跳动。
[0033]
作为夹持台的第三种具体实施例,所述第一台面302a和第二台面302b垂直设置,这样不同半径规格的顶针在夹持台上的位置变化较小,利于夹持钩707夹持。
[0034]
如图2所示,对抵顶合力f进行力的正交分解,夹持钩707从切点a1对顶针100施加抵顶合力f,抵顶合力f作用在顶针100可分解为竖直向压力f1和水平向压力f2并且竖直向压力f1大于水平向压力f2,匹配顶针100在切割过程中砂轮802对其产生的竖直作用力大于水平作用力的实际受力情况,确保抵消夹持台302对顶针100的反弹力,使顶针100在切割过程受力平衡,既不会在水平方向移动,也不会在竖直方向跳动,在切割过程中保持稳定,从而保障切面平整的高质量切割。
[0035]
另外,夹持钩通过自身转动可实现抵顶半径规格在一定范围内的顶针,并在抵顶过程中确保竖直向压力f1大于水平向压力f2,由此本案可自适应若干种规格的顶针,使用更灵活。
[0036]
根据竖直作用力约是水平作用力的大概为1.7倍关系,本案做进进一步优化,夹持弧面部707a对顶针100产生的抵顶合力f与第一台面302a的夹角α的范围为50度至70度。
[0037]
在实际切割中,待切割的顶针100具有多种不同半径的规格,比如半径范围可在0.5mm-10mm之间,不同半径的顶针100在夹持台302的位置不一样,因此夹持钩707与不同顶针100的切点位置也会发生改变,如果是普通的平直面自转随顶针100半径逐渐减少而向下转动与顶针100相切,切点会逐渐向下移,而且移动非常大,使得竖直向压力f1迅速变小,由此无法适应更多规格的顶针。
[0038]
本案中,夹持钩707需要根据顶针100的规格进行转动,使夹持弧面部707a和顶针100的切点也会发生变化,切点变化将导致α的变化,为了保证α在50度至70度之间发生轻微变化,需要对夹持钩707的结构和组装进行更具体的设计。
[0039]
如图3所示,定义待切顶针100中最大的半径为r1并且最大半径的顶针100的截面圆心位置为a2,定义夹持弧面部707a的圆心为a3且半径为r2,定义转动孔707b的中心为a4并且a4与第一台面302a的夹角为β。
[0040]
具体设计为,r2比r1大且x,x的范围为1.5-3.5毫米,当半径为r1的顶针100与夹持弧面部707a相切时,a3在抵顶合力f的方向上,如此确定夹持弧面部707a的位置和半径,然后根据夹持弧面部707a的位置和半径确定转轴706的位置,β的角度为141
°
并且a4与a3的距离l1为x的150-200倍。由此完成夹持弧面部707a的设计和组装,确定了夹持弧面部707a的运动轨迹,在该运动轨迹和夹持弧面部707a的结构配合下,夹持弧面部707a的弧面结构可抵消切点的向下移动的偏移量,使夹持弧面部707a与顶针100的切点偏移量达到最小,从而保证在切割半径在一定范围内的顶针100时,α在50度至70度之间,而且变化量很小,可灵活自适应更多规格的顶针。
[0041]
本案在实际操作中设计有一个更具体的实施例:r1为8毫米,r2为10毫米,l1为3129毫米。
[0042]
为完成切割,如图4所示,本案还包括有第二滑座600,夹持台302设在第二滑座600上。所述切割组件800包括摆动转轴801、砂轮802、电机803和摆动连接板804,摆动转轴801设在第二滑座600上,使切割组件800与夹持钩707一起设在第二滑座600上,便于切割。砂轮802与电机803连接,电机803驱动砂轮转动,电机803与摆动连接板804连接,摆动连接板804设在摆动转轴801上并绕摆动转轴801做旋转运动。摆动连接板804旋转带动电机803和砂轮802向下旋转,使砂轮802逐渐向下切割顶针100。
[0043]
为实现摆动连接板804的旋转,更优选的,所述切割组件800还包括有第一连接弹簧807,设在第二滑座600上的第一连接孔805以及设在摆动连接板804的第二连接孔806,第一连接弹簧807两端分别固定在第一连接孔805和第二连接孔806上。切割时,摆动连接板804向下转动。
[0044]
本案采用两种实施例固定夹持钩707,如图4所示,作为本案的第一种实施例,本案还包括有手动锁紧组件,所述手动锁紧组件包括锁紧手柄708,手柄固定座709,设在第二滑座600的第一锁孔710,设在夹持钩707上的第二锁孔711以及两端固定在第一锁孔710和第二锁孔711的锁紧弹簧(图未示)。所述夹持钩707为c形结构并且夹持钩707包括有顶压部707d,手柄固定座709固定安装在第二滑座600上并设有螺纹孔,锁紧手柄708螺纹穿过手柄固定座709的螺纹孔抵顶顶压部707d。锁紧弹簧自然状态下,夹持弧面部707a与夹持台302
具有较大距离供顶针100放入,放入顶针100后,手动转动锁紧手柄708,使锁紧手柄708向左移动推动顶压部707d,从而夹持钩707克服弹簧弹力向下转动,实现夹持弧面部707a与顶针100固定相切。本实施例中,夹持钩707独立固定,不会砂轮802切割过程中的干扰,更加稳定。
[0045]
如图5所示,作为本案的第二种固定夹持钩707的实施例,本案还包括有自动锁紧组件,所述自动锁紧组件包括锁紧板712,定位杆713,设在第二滑座600的第一锁孔710,设在夹持钩707上的第二锁孔711以及两端分别固定在第一锁孔710和第二锁孔711的锁紧弹簧(图未示),夹持钩707为长方形结构并且夹持弧面部707a设在夹持钩707下表面。所述夹持钩707的上表面设有定位凹槽707c。锁紧板712固定连接在摆动连接板804上,可随摆动连接板804的转动而转动,定位杆713穿过锁紧板712并且定位杆713一端设有与定位凹槽707c匹配的定位凸部713a,定位凸部713a表面为球面,定位凹槽707c为弧形结构,定位凸部713a和锁紧板712之间设有第二连接弹簧714。锁紧弹簧自然状态下,夹持弧面部707a与夹持台302具有较大距离供顶针100放入,放入顶针100后,摆动连接板804向下转动带动砂轮802向下切割顶针100,同时,摆动连接板804也向下转动,使定位凸部713a卡入定位凹槽707c内以推动夹持钩707,从而夹持钩707克服弹簧弹力向下转动,实现夹持弧面部707a与顶针100固定相切。本实施例中,转动砂轮802的同时就能实现夹持钩707的固定,无需预先对夹持钩707进行调整,操作更简洁。
[0046]
基于同一实用新型思路,如图6所示,本案还一种切割系统,包括滑轨200,用于固定顶针100调节端101的第一滑座300以及切割夹持机构,第一滑座300和夹持台302滑动设在滑轨200上,切割夹持机构为上面所述的一种切割夹持机构。第一滑座300固定好调节端101后向第二滑座600移动,移动至合适位置再由切割夹持机构对切割端102进行固定和切割,由此通过控制第一滑座300和第二滑座600的距离来实现顶针100长度的调节。
[0047]
上述实施例和图式并非限定本实用新型的产品形态和式样,任何所属技术领域的普通技术人员对其所做的适当变化或修饰,皆应视为不脱离本实用新型的专利范畴。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 转轴

 热门咨询
热门咨询




tips