
 商标分类
商标分类  商标转让
商标转让 
一种铸造砂型内预埋型芯的定位矫正工装的制作方法
 2021-01-30 07:01:27|
2021-01-30 07:01:27| 228|
228| 起点商标网
起点商标网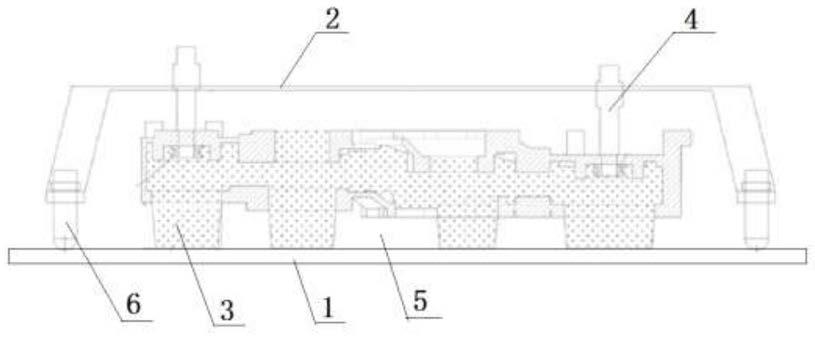
[0001]
本实用新型涉及熔模铸造技术领域,尤其涉及一种铸造砂型内预埋型芯的定位矫正工装。
背景技术:
[0002]
在铸造成型工艺过程中,首先要根据产品形状制备铸型,再通过向铸型内浇注熔炼为液态的金属材料,待金属材料冷凝后即铸造成型,随着铸造技术的不断发展,铸造成型的产品形状和结构日趋复杂,很多铸件内部需要设置相应的空腔,这些空腔结构一般通过向铸型内预埋相应形状的型芯来实现成型,然而,如果型芯在铸型内放置位置出现偏差,则会使最终成型的铸件上相应的空腔结构特征的位置尺寸出现偏差,因此,在铸造工艺过程中,需要对型芯的预埋位置进行定位和矫正。
技术实现要素:
[0003]
为解决上述技术问题,本实用新型提供了一种铸造砂型内预埋型芯的定位矫正工装。
[0004]
本实用新型提供了一种铸造砂型内预埋型芯的定位矫正工装,包括定位基板和罩壳,所述定位基板用于支承铸造砂型,所述罩壳与定位基板固定连接并且将铸造砂型盖合在所述定位基板与罩壳之间,所述罩壳上安装有多个定位矫正模,每个定位矫正模能够与预埋在铸造砂型内的相应型芯相互套合连接。
[0005]
所述定位矫正模包括能够套合于所述型芯内设空腔内的定位凸模和能够套合于所述型芯外周面的定位凹模。
[0006]
所述定位矫正模的横断面外形轮廓为矩形、正方形或圆形。
[0007]
所述定位矫正模与相应型芯之间配合间隙小于0.5mm。
[0008]
所述定位基板上还设置有与铸造砂型外形形状相匹配的定位凸台。
[0009]
所述铸造砂型的材质是树脂。
[0010]
所述罩壳与定位基板是通过使用螺栓固定连接。
[0011]
所述罩壳是采用金属薄壁板材制成。
[0012]
所述定位矫正模的材质是铸铁。
[0013]
本实用新型的有益效果在于:采用本实用新型的技术方案,通过罩壳与定位基板固定连接并且将铸造砂型盖合在所述定位基板与罩壳之间,通过在罩壳上预先按照设计图纸中的位置尺寸安装多个定位矫正模,通过定位矫正模与预埋在铸造砂型内的相应型芯相互套合,矫正了型芯在铸造砂型的埋设位置,从而保证了最终成型的铸件内设空腔结构特征的位置精度,提升了铸件成型质量,提高了成品合格率。
附图说明
[0014]
图1是本实用新型的结构示意图。
[0015]
图中:1-定位基板,2-罩壳,3-铸造砂型,4-定位矫正模,5-定位凸台,6-螺栓。
具体实施方式
[0016]
以下结合附图对本实用新型的技术方案作进一步说明,但所要求的保护范围并不局限于所述;
[0017]
本实用新型提供了一种铸造砂型内预埋型芯的定位矫正工装,如图1所示,包括定位基板1和罩壳2,定位基板1用于支承铸造砂型3,罩壳2与定位基板1固定连接并且将铸造砂型3盖合在定位基板1与罩壳2之间,罩壳2上安装有多个定位矫正模4,每个定位矫正模4能够与预埋在铸造砂型3内的相应型芯相互套合连接。
[0018]
进一步地,定位矫正模4包括能够套合于型芯内设空腔内的定位凸模和能够套合于型芯外周面的定位凹模。定位矫正模4的横断面外形轮廓为矩形、正方形或圆形。定位矫正模4与相应型芯之间配合间隙小于0.5mm。
[0019]
另外,定位基板1上还设置有与铸造砂型3外形形状相匹配的定位凸台5。通过定位凸台5使铸造砂型3能够合理地定位放置,为进一步提升矫正精度奠定了基础。
[0020]
此外,优选铸造砂型3的材质是树脂。罩壳2与定位基板1是通过使用螺栓6固定连接。罩壳2是采用金属薄壁板材制成。定位矫正模4的材质是铸铁。
[0021]
采用本实用新型的技术方案,通过罩壳与定位基板固定连接并且将铸造砂型盖合在定位基板与罩壳之间,通过在罩壳上预先按照设计图纸中的位置尺寸安装多个定位矫正模,通过定位矫正模与预埋在铸造砂型内的相应型芯相互套合,矫正了型芯在铸造砂型的埋设位置,从而保证了最终成型的铸件内设空腔结构特征的位置精度,提升了铸件成型质量,提高了成品合格率。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 砂型铸造

 热门咨询
热门咨询




tips