
 商标分类
商标分类  商标转让
商标转让 
辊底式热处理炉双排料物料跟踪系统的制作方法
 2021-01-30 06:01:31|
2021-01-30 06:01:31| 259|
259| 起点商标网
起点商标网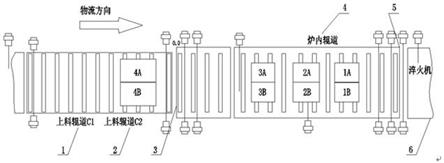
[0001]
本实用新型属于冶金设备技术领域,涉及一种可提高辊底式热处理炉的生产效率、降低生产能耗的控制系统。
背景技术:
[0002]
辊底式热处理炉是中厚板厂钢板深加工工艺流程中的一种重要设备,依据不同的热处理工艺要求,钢板在热处理炉内经加热、保温,完成钢板的正火、淬火和回火的热处理工艺要求,以改善钢板的性能。依据不同热处理工艺和钢板规格参数,钢板在炉内连续或摆动运行,以保证钢板热处理加热保温时间。通常的辊底式热处理炉都是采用单排料(炉体宽度方向只布置一块钢板)方式进行生产,若炉体宽度大、产品宽度范围广,生产窄钢板时仍采用单排料方式进行生产,就会造成热处理炉宽度方向上的空间浪费,从而造成热处理炉有效利用率低、能源损耗巨大。若建立双排料(炉体宽度方向并列布置两块钢板)物料跟踪系统,采用双排料进行窄钢板的自动生产,则可充分利用热处理炉的有效空间进行生产。
技术实现要素:
[0003]
本实用新型旨在提供一种新型的辊底式热处理炉双排料的物料跟踪系统,该系统能实现对双排料的每块钢板进行单独跟踪与控制,从而可提高辊底式热处理炉的生产效率、降低生产能耗。
[0004]
本实用新型的目的通过下述技术方案实现:
[0005]
辊底式热处理炉双排料的物料跟踪系统,按物流方向的先后顺序依次为:装料辊道、装料炉门、炉内辊道、出料炉门、出料辊道。装料辊道与出料辊道均为成组变频传动,每组辊道安装有一台编码器;炉内辊道的炉辊为单独变频传动,每根炉辊电机非负荷端轴上安装有一台编码器。在辊底式热处理炉物料跟踪区域的传动侧与非传动侧都安装有光检,以实现对双排料的两块钢板分别进行物料跟踪与控制。炉内设置有10个光检。
[0006]
对单排料生产的钢板,所有光检都可以对钢板的坐标进行修正;对于双排料生产的钢板,传动侧光检对传动侧钢板进行修正,非传动侧光检对非传动侧钢板进行修正;
[0007]
炉前装料辊道与上道工序的辊道之间布置有光检用于来料钢板的物料检测;两个炉前装料辊道共安装4个光检用于物料跟踪控制。
[0008]
通过吊车或或上道工序辊道输送来的钢板运至炉前装料辊道上,完成装载数据写入、钢板映像生成。单排料生成一个钢板映像,双排料即生成两块并排的钢板映像。钢板映像在物料跟踪方向的位置根据实时计算的钢板头尾部位置值进行动态移动,钢板映像在宽度方向的位置根据钢板的宽度值、炉体或辊道宽度及布料方式进行确定。
[0009]
工作方式:钢板在辊道上运行的过程中,在板头到达光检或板尾离开光检时,都会对钢板的坐标进行修正。对于同一块钢板的板头和板尾,每个光检只修正一次。光检检测到板头或板尾时,钢板的坐标同光检的坐标差距必须小于一定的范围,否则不会修正。对单排料生产的钢板,所有光检都可以对钢板的坐标进行修正;对于双排料生产的钢板,传动侧光
检对传动侧钢板进行修正,非传动侧光检对非传动侧钢板进行修正。
[0010]
本实用新型通过对辊底式热处理炉双排料物料跟踪方式的创建,既可实现单排料钢板的物料跟踪与控制,也可实现双排料钢板的物料跟踪与控制,从而可根据生产钢板的具体情况进行灵活组板生产、提高辊底式热处理炉的生产效率。因此,本实用新型的有益效果是:可提高辊底式热处理炉的生产效率、降低能源损耗,对提高辊底式热处理炉的生产效率具有重要意义,尤其对提高炉体宽度大、产品宽度范围广的辊底式热处理炉的生产效益具有显著效果。
附图说明
[0011]
图1为 辊道式热处理炉物料跟踪系统总布置图。
[0012]
图2 为辊道式热处理炉装料区物料跟踪布置图。
[0013]
图3为辊道式热处理炉炉区物料跟踪布置图。
[0014]
图4为辊道式热处理炉装料钢板数据对话窗口。
[0015]
图1中:1-装料辊道c1,2-装料辊道c2,3-装料炉门,4-炉内辊道,5-出料炉门,6-出料辊道,7
-ꢀ
0#光检,8-1#光检,9-2#光检,10-3#光检,11-4#光检,12-5#光检,13-6#光检,14-7#光检,15-8#光检,16-9#光检,17-10#光检,18-11#光检,19-12#光检,20-13#光检,21-14#光检,22-15#光检,23-16#光检,24-装料辊道传动侧a板,25-装料辊道非传动侧b板,26-炉内第一块钢板,27-炉内第二块钢板,28-写入修改数据,29-读取l2上料信息,30-上料钢板数据a钢板标志位,31-上料钢板数据b钢板标志位,32-上料钢板数据总体钢板标志位。
具体实施方式
[0016]
下面结合附图对本实用新型作进一步说明:
[0017]
参照图1:辊底式热处理炉的物料跟踪系统,按物流方向的先后顺序依次为:装料辊道c1(1)、装料辊道c2(2)、装料炉门(3)、炉内辊道(4)、出料炉门(5)、出料辊道(6)。装料辊道由装料辊道c1(1)、装料辊道c2(2)组成,出料辊道(6)隶属于炉后设备淬火机控制。装料辊道与出料辊道均为成组变频传动,每组辊道安装有一台编码器;炉内辊道(4)的炉辊为单独变频传动,每根炉辊电机非负荷端轴上安装有一台编码器。为了满足双排料钢板的物料跟踪控制需求,在辊底式热处理炉物料跟踪区域的传动侧与非传动侧都安装光检,以实现对双排料钢板的物料跟踪控制。光检和编码器共同用于钢板物料跟踪的位置测量及修正。
[0018]
参照图1、图2、图4:炉前装料辊道c1(1)与上道工序的辊道之间布置有0#光检(7),用于来料钢板的物料检测。炉前装料辊道c1(1)和装料辊道c1(2)共安装4个光检用于物料跟踪控制,其中1#光检(8)、3#光检(10)及2#光检(9)、4#光检(11)配合使用,用于对炉前钢板测长及跟踪位置修正。
[0019]
跟踪方法:装料炉门(3)外侧为物料跟踪参考零点,炉前装料辊道c1(1)和装料辊道c1(2)的位置设为反方向,用负值表示;炉内辊道及炉后辊道的位置均设为正方向,用正值表示,每个光检的物理位置与系统内的坐标位置一一对应。
[0020]
炉前上料及装炉的物料跟踪步骤为:
[0021]
1. 当钢板由吊车运至炉前装料辊道c1(1)和装料辊道c2(2)上时,要求钢板挡住
1#光检(8)、2#光检(9);当钢板由上道工序(抛丸机)辊道输送而来时,钢板头部到达0#光检(7)则自动启动装料辊道c1(1)并接收来自上道工序plc发送过来的钢板数据与辊道速度,保证装料辊道c1(1)与上道工艺辊道的速度同步。
[0022]
2. 通过吊运或上道工序辊道输送来的钢板挡住1#光检(8)、2#光检(9)光检后,进行钢板装载数据(id号、长、宽、厚、序号、头尾部位置、单/双排料等)的写入。待装载钢板的数据获取有两种方式:a、手动将上料钢板数据写入“编辑上料钢板数据
”ꢀ
对话窗口后,按下写入修改数据(28)按键;b、自动从二级系统接收上料钢板数据:按下读取l2上料信息(29)按键。将装料钢板数据写入“上料钢板数据编辑”对话窗口后,若为单块钢板布料则在上料钢板数据a钢板标志位(30)显示为1,上料钢板数据b钢板标志位(31)显示为0,在hmi上生成一块钢板映像,默认为装料辊道传动侧a板(24);若为双排料钢板布料则在上料钢板数据a钢板标志位(30)显示为1,上料钢板数据b钢板标志位(31)也显示为1,在hmi上生成两块并排的钢板映像:装料辊道传动侧a板(24)、装料辊道非传动侧b板(25)。
[0023]
3. 当钢板尾部离开1#光检(8)、2#光检(9)光检后对尾部坐标进行修正。钢板映像在物流方向的位置根据实时计算的钢板头尾部位置值进行移动,钢板映像在宽度方向的位置根据钢板的宽度值、辊道宽度及布料方式进行确定。
[0024]
4. 钢板在装料辊道c1(1)、装料辊道c2(2)完成自动对中与测长后,继续向前输送直到挡住3#光检(10)/4#光检(11)后自动停止。
[0025]
5. 二级系统收到测长完成信号后,将热处理配方(id号、长、宽、厚、序列号、热处理模式、在炉时间、目标温度等)发送给一级自动化系统。
[0026]
6. 当炉内辊道(4)装料区域空出的位置满足待装钢板的长度加上钢板间距,并且前一块钢板的剩余时间满足要求时,就会启动自动装料时序:打开装料炉门(3),装料辊道c1(1)、装料辊道c2(2)与炉内辊道(4)上料区同步快速转动,将钢板装入炉内。
[0027]
参照图2、图3: 炉内设置有10个光检即5#光检~14#光检(12~21)。钢板在炉内辊道(4)运行的过程中,无论手动还是自动,在板头到达光检或板尾离开光检时,都会对钢板的坐标进行修正,对于同一块钢板的板头和板尾,每个光检只修正一次。光检检测到板头或板尾时,钢板的坐标同激光的坐标差距必须小于一定的范围,否则不会修正,通常此范围为前后800mm。对于单排料钢板生产,炉内10个光检都可以对钢板的坐标进行修正;对于双排料钢板生产,炉内传动侧光检(12,14,16,18,20)对炉内传动侧a板的坐标进行修正,炉内非传动侧光检(13,15,17,19,21)对非传动侧b板的坐标进行修正。依据不同热处理工艺和钢板规格参数,钢板在炉内连续或摆动运行,以保证钢板热处理保温时间,而热处理钢板运行速度则是根据有效炉长、钢板长度、在炉时间等参数进行计算得出。当钢板位置、温度、加热时间及炉后设备准备好等条件都满足后,打开出料炉门(5),炉内辊道(4)出料区与炉后辊道(6)同步转动,将钢板送出热处理炉。当出炉后的钢板尾部离开炉后光检(22,23)后,自动关闭出料炉门(5)。待炉内第一块钢板(26)出炉后,第二块钢板(27)的数据块自动向前移位到第一块钢板(26)的数据块进行数据替换,炉内其它钢板的数据块依次前移,并将最后一块跟踪数据清零,保持炉内钢板的数据按出钢先后顺序进行排列。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips