
 商标分类
商标分类  商标转让
商标转让 
一种用于汽车精密铸造件的浇注模具的制作方法
 2021-01-30 06:01:48|
2021-01-30 06:01:48| 211|
211| 起点商标网
起点商标网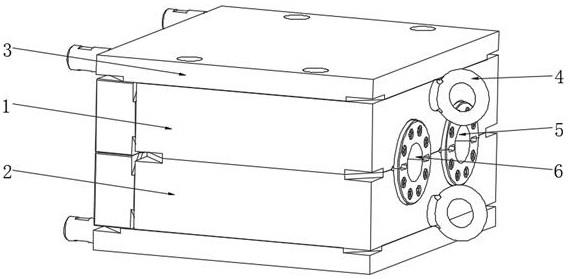
[0001]
本实用新型涉及汽车铸造件生产技术领域,具体是一种用于汽车精密铸造件的浇注模具。
背景技术:
[0002]
浇注模具又称重力浇注模具,重力铸造是指金属液在地球重力作用下注入铸型的工艺,广义的重力铸造包括砂型浇铸、金属型浇铸、熔模铸造,泥模铸造等,窄义的重力铸造专指金属型浇铸,尤其是对于汽车精密铸造件生产来说,浇注模具必不可少。
[0003]
但是目前市场上关于汽车精密铸造件的浇注模具存在着一些缺点,传统的浇注模具结构较为单一,在浇注过程中,浇注内腔极易出现气泡,导致浇注产品不合格甚至报废的情况,且在浇铸完毕后,铸造件的冷却成型效率较慢,易增加工作人员的工作时间。因此,本领域技术人员提供了一种用于汽车精密铸造件的浇注模具,以解决上述背景技术中提出的问题。
技术实现要素:
[0004]
本实用新型的目的在于提供一种用于汽车精密铸造件的浇注模具,以解决上述背景技术中提出的问题。
[0005]
为实现上述目的,本实用新型提供如下技术方案:一种用于汽车精密铸造件的浇注模具,包括上模具,所述上模具的下方配套设置有下模具,且上模具与下模具的底部均固定有冷却成型机构,所述上模具与下模具的一侧对称固定有提拉环,且上模具与下模具的一侧位于中部位置处开设有负压腔口,所述负压腔口的一侧开设有浇注口,所述上模具的下方嵌入开设有上浇注槽,且上模具的下方位于四个边角位置处对称固定有限位卡柱,所述上浇注槽的内侧开设有溢流管道a,且上浇注槽的一侧设置有密封齿板a,所述下模具的上方嵌入开设有下浇注槽,且下模具的上方位于四个边角位置处对称开设有定位卡槽,所述下浇注槽的内侧开设有溢流管道b,且下浇注槽的一侧设置有密封齿板b。
[0006]
作为本实用新型再进一步的方案:所述负压腔口包括负压上腔,所述负压上腔的下方对称嵌入设置有密封卡槽a,且负压上腔的下方配套设置有负压下腔,所述负压下腔的上方对称固定有密封凸翼a。
[0007]
作为本实用新型再进一步的方案:所述浇注口包括上浇注口,所述上浇注口的下方对称嵌入设置有密封卡槽b,且上浇注口的下方配套设置有下浇注口,所述下浇注口的上方对称固定有密封凸翼b。
[0008]
作为本实用新型再进一步的方案:所述冷却成型机构包括导热板架,所述导热板架的上方设置有隔热板,且导热板架的一侧位于顶端位置处连接有冷却液进口,所述导热板架的一侧位于尾端位置处连接有冷却液出口,所述导热板架的内侧固定有导热翅板,所述导热翅板的内侧间隔有导流槽。
[0009]
作为本实用新型再进一步的方案:所述导热板架与导热翅板均采用铝制材质构
件,所述导热翅板的数量不少于八组,且导热翅板相对于导热板架的水平方向相互对称错开排列。
[0010]
作为本实用新型再进一步的方案:所述限位卡柱的外径与定位卡槽的内径相适配,且限位卡柱与定位卡槽相互一一对应。
[0011]
作为本实用新型再进一步的方案:所述密封齿板a与密封齿板b的齿牙相互啮合,且密封齿板a与密封齿板b的长度相同。
[0012]
与现有技术相比,本实用新型的有益效果是:
[0013]
本实用新型通过负压腔口对浇注槽内形成负压状态,在溢流管道的负压溢流下,不仅能够同时对多个铸造件进行浇注工作,同时能够避免浇注过程中出现气泡的情况,且在浇注完毕后,通过冷却成型机构对铸造件的快速冷却,能够提高铸造件的冷却成型效率,进而提高工作人员的工作效率。
附图说明
[0014]
图1为一种用于汽车精密铸造件的浇注模具的结构示意图;
[0015]
图2为一种用于汽车精密铸造件的浇注模具中上模具的结构示意图;
[0016]
图3为一种用于汽车精密铸造件的浇注模具中下模具的结构示意图;
[0017]
图4为一种用于汽车精密铸造件的浇注模具中冷却成型机构的结构示意图。
[0018]
图中:1、上模具;2、下模具;3、冷却成型机构;31、导热板架;32、导热翅板;33、导流槽;34、冷却液进口;35、冷却液出口;36、隔热板;4、提拉环;5、负压腔口;51、负压上腔;52、密封卡槽a;53、负压下腔;54、密封凸翼a;6、浇注口;61、上浇注口;62、密封卡槽b;63、下浇注口;64、密封凸翼b;7、限位卡柱;8、上浇注槽;9、溢流管道a;10、密封齿板a;11、下浇注槽;12、定位卡槽;13、密封齿板b;14、溢流管道b。
具体实施方式
[0019]
请参阅图1~4,本实用新型实施例中,一种用于汽车精密铸造件的浇注模具,包括上模具1,上模具1的下方配套设置有下模具2,且上模具1与下模具2的底部均固定有冷却成型机构3,冷却成型机构3包括导热板架31,导热板架31的上方设置有隔热板36,且导热板架31的一侧位于顶端位置处连接有冷却液进口34,导热板架31的一侧位于尾端位置处连接有冷却液出口35,导热板架31的内侧固定有导热翅板32,导热翅板32的内侧间隔有导流槽33,导热板架31与导热翅板32均采用铝制材质构件,导热翅板32的数量不少于八组,且导热翅板32相对于导热板架31的水平方向相互对称错开排列,在铸造件浇注成型后,铸造件的热量传递至导热板架31上,通过导热板架31传递至导热翅板32上,进而冷却液从冷却液进口34流入,输入至导流槽33内,与导热板架31和导热翅板32的热量进行热交换处理,对铸造件进行持续冷却降温处理,导热后的冷却液从冷却液出口35持续排出。
[0020]
上模具1与下模具2的一侧对称固定有提拉环4,且上模具1与下模具2的一侧位于中部位置处开设有负压腔口5,负压腔口5包括负压上腔51,负压上腔51的下方对称嵌入设置有密封卡槽a52,且负压上腔51的下方配套设置有负压下腔53,负压下腔53的上方对称固定有密封凸翼a54,在对铸造件进行浇注过程中,将负压机与负压腔口5连接,在溢流管道的联通下,使浇注槽内部形成负压状态。
[0021]
负压腔口5的一侧开设有浇注口6,浇注口6包括上浇注口61,上浇注口61的下方对称嵌入设置有密封卡槽b62,且上浇注口61的下方配套设置有下浇注口63,下浇注口63的上方对称固定有密封凸翼b64,在对铸造件进行浇注过程中,将金属熔液的排料端与浇注口6连接,进而金属熔液在重力下,流入至浇注槽内部,同步的通过浇注槽内部的负压状态,在溢流管道的溢流联通下,使金属熔液灌满浇注槽内部,避免浇注槽内部出现气泡导致铸造件浇注不合格甚至报废的情况。
[0022]
上模具1的下方嵌入开设有上浇注槽8,且上模具1的下方位于四个边角位置处对称固定有限位卡柱7,上浇注槽8的内侧开设有溢流管道a9,且上浇注槽8的一侧设置有密封齿板a10,下模具2的上方嵌入开设有下浇注槽11,且下模具2的上方位于四个边角位置处对称开设有定位卡槽12,下浇注槽11的内侧开设有溢流管道b14,且下浇注槽11的一侧设置有密封齿板b13,限位卡柱7的外径与定位卡槽12的内径相适配,且限位卡柱7与定位卡槽12相互一一对应,密封齿板a10与密封齿板b13的齿牙相互啮合,且密封齿板a10与密封齿板b13的长度相同,在对铸造件进行浇注过程中,将上模具1与下模具2贴合,在贴合过程中,通过限位卡柱7与定位卡槽12的一一对应,确保上模具1与下模具2衔接的紧密性,同时通过密封齿板a10与密封齿板b13的密封啮合,能够进一步的提高浇注槽的密封性。
[0023]
本实用新型的工作原理是:在对铸造件进行浇注过程中,将上模具1与下模具2贴合,在贴合过程中,通过限位卡柱7与定位卡槽12的一一对应,确保上模具1与下模具2衔接的紧密性,同时通过密封齿板a10与密封齿板b13的密封啮合,能够进一步的提高浇注槽的密封性,进而将负压机与负压腔口5连接,在溢流管道的联通下,使浇注槽内部形成负压状态,在对铸造件进行浇注时,将金属熔液的排料端与浇注口6连接,进而金属熔液在重力下,流入至浇注槽内部,同步的通过浇注槽内部的负压状态,在溢流管道的溢流联通下,使金属熔液灌满浇注槽内部,避免浇注槽内部出现气泡导致铸造件浇注不合格甚至报废的情况,在铸造件浇注成型后,铸造件的热量传递至导热板架31上,通过导热板架31传递至导热翅板32上,进而冷却液从冷却液进口34流入,输入至导流槽33内,与导热板架31和导热翅板32的热量进行热交换处理,对铸造件进行持续冷却降温处理,导热后的冷却液从冷却液出口35持续排出。
[0024]
以上所述的,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 精密铸造

 热门咨询
热门咨询




tips