
 商标分类
商标分类  商标转让
商标转让 
持续制造镁合金零件的3D打印装置的制作方法
 2021-01-30 06:01:48|
2021-01-30 06:01:48| 304|
304| 起点商标网
起点商标网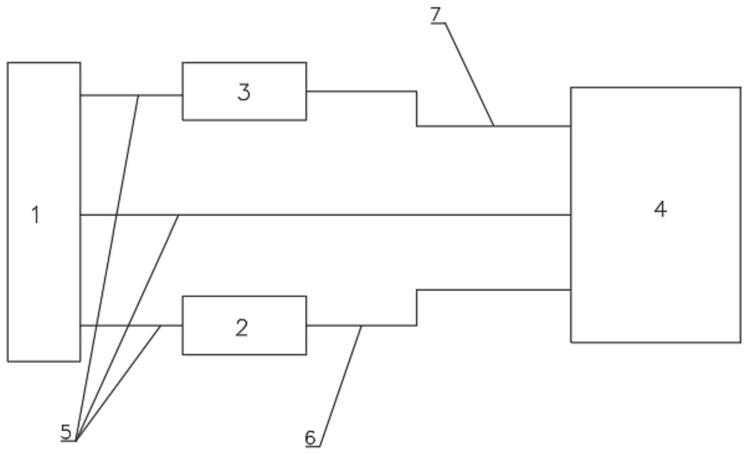
持续制造镁合金零件的3d打印装置
技术领域
[0001]
本实用新型涉及合金成型制造技术领域,具体涉及一种制造镁合金零件的3d打印设备。
背景技术:
[0002]
镁合金是以镁为基础加入其它元素组成的合金,由其密度小、比强度高、弹性模量大、散热、减震性能好的优点,成为在航空航天、新能源汽车、医疗植入体、消费电子等领域轻量化零件的首选材料。传统的镁合金零件是通过铸造结合机加工的方式进行制造,该方式无法加工结构较为复杂或是壁厚较薄的零件。3d打印技术可以克服这一问题,能制造结构复杂的零件,从而提高产品的轻量化程度。公开号为cn206702220u的中国专利文献公开了一种slm型3d打印机,该3d打印机包括壳体、壳体内通过安装框装设有转轴,转轴上通过液压缸连接有金属粉料罐,通过转轴旋转带动金属粉料管旋转,金属粉料管左右两侧设有刮板将物料铺平,壳体下部设有氩气储存箱,氩气储存箱两侧设有抽气管与工作腔连接,工作腔上设有排气管,当氩气充满工作腔后关闭排气管进行打印。该专利提供了一种氩气保护气氛下打印的方案。
[0003]
然而,由于镁合金易燃爆、密度、熔沸点低的特点,3d打印过程中安全问题突出,易产生大量烟雾和粉尘。因而,目前包括该专利在内的研究成果均只能在氩气保护下短时间小批量打印,无法制造大型零件和进行长时间打印。即使是短时间小批量打印,目前的研究成果也没有公开打印机开启打印的临界值,该临界值可保证打印安全。另外,申请人还发现,在镁合金精密零件制造的3d打印中,压力和氧含量均对产品质量有关,本领域的技术人员容易知道,制造大型零件或长时间打印,即要保证打印安全,又不至于打印前通入氩气时间过长造成浪费,还要保证产品质量和成品率,其氧含量、压力等参数不是通过有限的实验能够得出的。
技术实现要素:
[0004]
为解决上述技术问题,本实用新型提供了一种持续制造镁合金零件的3d打印装置。
[0005]
本实用新型通过以下技术方案得以实现。
[0006]
本实用新型提供了一种持续制造镁合金零件的3d打印装置,包括控制单元、补气单元、排气单元、3d打印机,所述控制单元分别连接补气单元、排气单元和3d打印机,所述补气单元通过补气管连接3d打印机,所述排气单元通过排气管连接3d打印机。
[0007]
具体地,补气单元包括增压机,增压机出口连接有单向阀。
[0008]
具体地,排气单元包括一级过滤器和二级过滤器,一级过滤器入口连接有单向阀。进一步地,所述单向阀入口还连接有离心分离机。
[0009]
具体地,控制单元包括控制器,控制器的第一输入端连接有氧含量检测器,第二输入端连接有压力检测器,第一输出端连接3d打印机,第二输出端连接有补气控制阀,第三输
出端连接排气控制阀;控制器根据氧含量检测器的检测信号控制3d打印机的启动和停止,使得当氧含量大于设定值时3d打印机停止打印,当氧含量小于设定值时3d打印机开始打印;控制器根据压力检测器的检测信号控制补气控制阀、排气控制阀的开度,使得当3d打印机的压力高于设定范围时减小补气控制阀开度,增大排气控制阀开度;当3d打印机的压力低于设定范围时增大补气控制阀的开度,减小排气控制阀的开度。
[0010]
进一步地,所述控制单元还设有第三输入端和第四输入端,第三输入端连接有补气流量计,第四输入端连接有排气流量计;控制器根据补气流量计、排气流量计的检测信号,控制补气控制阀、排气控制阀的开度。使得当补气流量高于设定范围时减小补气控制阀开度,当补气流量低于设定范围时增大补气控制阀开度;当排气流量高于设定范围时减小排气控制阀开度,当排气流量低于设定范围时增大排气控制阀开度;保持流量在设定范围内。
[0011]
氧含量检测器、压力检测器设于3d打印机工作腔内,用于检测工作腔内的氧含量和压力。补气控制阀设于补气管上,用于控制补气流量;排气控制阀设于排气管上,用于控制排气流量。补气流量计设于补气管上,用于检测补气流量;排气流量计设于排气管上,用于检测排气流量。
[0012]
通过补气单元持续补入新鲜氩气,排气单元持续抽出打印机内的气体,保持3d打印机工作腔内清洁的氩气保护环境,满足了长时间打印的工作条件。由于补气单元设有增压机和单向阀,工作时连接氩气源,由增压机提升压力,提供3d打印机内的最佳压力环境,并且防止气体倒流。排气单元设有单向阀和两级过滤,单向阀保障了在装置开停、工作异常的情况下空气不会倒流进入3d打印机,保障安全;两级过滤去除了尾气的粉尘,防止打印腔内的气体直接排入外界造成污染,在室内工作时保障了人员健康;另外,离心分离机可以分离大多数颗粒物,设置离心分离机,大大提高了过滤器的使用寿命,使其使用时间提高了一倍以上。控制单元通过氧含量检测器检测3d打印机内的氧含量,当氧含量过高时及时停止打印,防止爆燃,保障了打印安全;通过压力检测器检测3d打印机内的压力,并对其进行反馈控制,保持3d打印机内的最佳压力范围;进一步通过补气流量计和排气流量计检测补气流量和排气流量,并对其进行反馈控制,保持补气和排气的最佳流量范围,既保持工作腔内清洁的氩气保护环境,又不至于浪费氩气,防止气流扰动打印材料。
[0013]
作为优选,3d打印机为选择性激光熔化金属3d打印机。3d打印机的激光电源上设有继电器,继电器与控制器连接,控制器通过向继电器发出通断信号来控制3d打印机的启停。
[0014]
本实用新型的有益效果在于:
[0015]
综上所述,本实用新型至少具有以下有益效果:(1)保持3d打印机工作腔内清洁的氩气保护环境,满足了长时间打印的工作环境,能进行大批量、大型零件打印;(2)提供3d打印机内的最佳压力环境;(3)防止气体倒流,控制3d打印机内的氧含量,保障了安全;(4)去除了尾气的粉尘,改善了传统将打印腔内的气体直接排入外界造成污染,适于在室内工作;(5)控制3d打印机内的最佳压力范围和最佳补气流量、排气流量,提高了产品质量。
附图说明
[0016]
图1是本实用新型的结构示意图;
[0017]
图2是本实用新型补气单元的结构示意图;
[0018]
图3是本实用新型排气单元的结构示意图;
[0019]
图4是本实用新型控制单元的结构示意图。
[0020]
图中:1-控制单元;100-控制器;101-氧含量检测器;102-压力检测器;103-补气控制阀;104-排气控制阀;105-补气流量计;106-排气流量计;2-补气单元;201-增压机;202-单向阀;3-排气单元;301-离心分离机;302-单向阀;303-一级过滤器;304-二级过滤器;4-3d打印机;5-信号线;6-补气管;7-排气管;8-氩气源。
具体实施方式
[0021]
下面进一步描述本实用新型的技术方案,但要求保护的范围并不局限于所述。
[0022]
如图1是本实用新型的结构示意图:
[0023]
本实用新型提供了一种持续制造镁合金零件的3d打印装置,包括控制单元1、补气单元2、排气单元3、3d打印机4,所述控制单元1分别连接补气单元2、排气单元3和3d打印机4,所述补气单元2通过补气管6连接3d打印机4,所述排气单元3通过排气管7连接3d打印机4。
[0024]
如图2是补气单元2的结构示意图:
[0025]
补气单元2包括增压机201,增压机201出口连接有单向阀202。
[0026]
通过补气单元2持续补入新鲜氩气,排气单元3持续抽出打印机内的气体,保持3d打印机4工作腔内清洁的氩气保护环境,满足了长时间打印的工作环境。由于补气单元2设有增压机201和单向阀202,工作时连接氩气源8,由增压机201提升压力,能提供3d打印机4内的最佳压力环境,并且防止气体倒流。
[0027]
如图3是排气单元3的结构示意图:
[0028]
排气单元3包括一级过滤器303和二级过滤器304,一级过滤器303入口连接有单向阀302。进一步地,所述单向阀302入口还连接有离心分离机301。
[0029]
排气单元3设有单向阀302和两级过滤,单向阀302保障了在装置开停、工作异常的情况下空气不会倒流进入3d打印机4,保障安全;两级过滤去除了尾气的粉尘,改善了传统将打印腔内的气体直接排入外界造成污染,适于在室内工作;另外,离心分离机301可以分离大多数颗粒物,设置离心分离机301,大大提高了过滤器的使用寿命,其使用时间提高了一倍以上。
[0030]
离心分离机301可以为重力离心机或旋风分离器。
[0031]
一级过滤器303为预过滤,目的是提高二级过滤器304的使用寿命,本实用新型也可以仅采用单级过滤器。优选地,一级过滤器可以采用滤网过滤器,二级过滤器可以采用微滤膜过滤器。
[0032]
如图4是控制单元1的结构示意图:
[0033]
所述控制单元1包括控制器100,控制器100的第一输入端连接有氧含量检测器101,第二输入端连接有压力检测器102,第一输出端连接有3d打印机4,第二输出端连接有补气控制阀103,第三输出端连接有排气控制阀104;控制器100控制器根据氧含量检测器101的检测信号控制3d打印机4的启动和停止,使得当氧含量大于设定值时3d打印机4停止打印,当氧含量小于设定值时3d打印机4开始打印;控制器100根据压力检测器102的检测信
号控制补气控制阀103、排气控制阀104的开度,使得当3d打印机4的压力高于设定范围时减小补气控制阀103开度,增大排气控制阀104开度;当3d打印机4的压力低于设定范围时增大补气控制阀103的开度,减小排气控制阀104的开度。
[0034]
进一步地,所述控制单元1还包括补气流量计105、排气流量计106,控制器100的第三输入端连接补气流量计105,第四输入端连接排气流量计106,控制器100根据补气流量计105、排气流量计106的检测信号,控制补气控制阀103、排气控制阀104的开度。使得当补气流量高于设定范围时减小补气控制阀103开度,当补气流量低于设定范围时增大补气控制阀103开度;当排气流量高于设定范围时减小排气控制阀104开度,当排气流量低于设定范围时增大排气控制阀104开度;保持流量在设定范围内。
[0035]
氧含量检测器101、压力检测器102设于3d打印机4工作腔内,用于检测工作腔内的氧含量和压力。补气控制阀103设于补气单元2出口,也就是补气管6处,用于控制补气流量;排气控制阀104设于排气单元3入口,也就是排气管7处,用于控制排气流量。补气流量计105设于补气控制阀103出口,用于检测补气流量;排气流量计106设于排气控制阀104出口,用于检测排气流量。
[0036]
控制单元1的控制机制包括:
[0037]
氧含量控制机制:由氧含量检测器101检测3d打印机4内的氧含量,当氧含量低于设定值时,控制器100向3d打印机发出开始打印的信号;当氧含量过高时,控制器100向3d打印机4发出停止打印的信号,及时停止打印,保障了打印安全;
[0038]
压力控制机制:由压力检测器102检测3d打印机4内的压力,当压力高于设定范围时,控制器100向补气控制阀103发出减小开度的控制信号,向排气控制阀104发出增大开度的控制信号;当压力低于设定范围时,控制器100向补气控制阀103发出增大开度的控制信号,向排气控制阀104发出减小开度的控制信号,保持3d打印机4内的最佳压力范围;
[0039]
流量控制机制:由补气流量计105和排气流量计106检测补气流量和排气流量,当补气流量、排气流量低于或高于设定范围时,控制器100对应地向补气控制阀103、排气控制阀104发出开度控制信号,保持补气和排气的最佳流量范围,既保持工作腔内清洁的氩气保护环境,又不至于浪费氩气,防止气流扰动打印材料。
[0040]
上述流量控制机制的优先级先于压力控制机制。
[0041]
作为优选,3d打印机4为选择性激光熔化金属3d打印机。3d打印机4的激光电源上设有继电器,继电器与控制器100连接,控制器100通过向继电器发出通断信号来控制3d打印机4的启停。
[0042]
通过实施例中的逻辑关系说明,本领域技术人员可通过编程实现控制器100的程序设置。控制器100采用stm32系列单片机。本实施例中,采用pa端口作为第一输入端、第二输入端、第三输入端、第四输入端,采用pe端口作为第一输出端、第二输出端、第三输出端。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips