
 商标分类
商标分类  商标转让
商标转让 
一种电机配件铝合金压铸件加工系统的制作方法
 2021-01-30 05:01:14|
2021-01-30 05:01:14| 282|
282| 起点商标网
起点商标网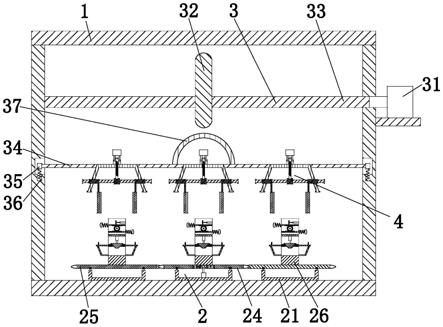
[0001]
本发明涉及电机配件加工领域,特别涉及一种电机配件铝合金压铸件加工系统。
背景技术:
[0002]
电机俗称“马达”,是一种指依据电磁感应定律实现电能转换或传递的一种电磁装置。电机在使用时需要安装电机外壳对其进行保护,从而延长电机的使用寿命。电机在工作时,电流经过电机的线圈中会产生大量的热量,所以电机外壳都要做成百叶窗式的,以增大散热面积,导出热量,从而保证电机在正常运转时不被烧毁。但电机外壳在生产出来时,其表面具有大量的毛刺,影响其使用,因此需要对电机外壳进行去毛刺处理。
[0003]
目前,现有的电机外壳的打磨方式是采用人工打磨的方式进行的,可能会存在以下弊端:a.通过人工对电机外壳进行打磨,劳动强度较大,且打磨所需时间较长,从而导致打磨效率较低;b.打磨效果只能根据打磨工人的经验判断,无法得到保证,可能会造成返工二次打磨的问题,增加企业的打磨成本和时耗,从而影响了企业的经济效益。
技术实现要素:
[0004]
(一)要解决的技术问题
[0005]
本发明可以解决现有的电机外壳的打磨方式是采用人工打磨的方式进行的,可能会存在以下弊端:a.通过人工对电机外壳进行打磨,劳动强度较大,且打磨所需时间较长,从而导致打磨效率较低;b.打磨效果只能根据打磨工人的经验判断,无法得到保证,可能会造成返工二次打磨的问题,增加企业的打磨成本和时耗,从而影响了企业的经济效益等难题。
[0006]
(二)技术方案
[0007]
为了实现上述目的,本发明采用以下技术方案,一种电机配件铝合金压铸件加工系统,包括框体、支撑装置、驱动装置和打磨装置,所述的框体的内部上端设置有驱动装置,驱动装置的下方安装有打磨装置,打磨装置的下方设置有支撑装置,支撑装置连接在框体的底部,其中:
[0008]
所述的支撑装置包括圆筒、旋转电机、不完全齿轮、一号齿轮、二号齿轮、旋转轴、支撑机构和内撑机构;其中所述的框体的底部从左至右均匀放置有圆筒,位于中间的圆筒的底部通过电机机座安装有旋转电机,旋转电机的输出轴通过键连接有不完全齿轮,不完全齿轮内啮合有一号齿轮,一号齿轮安装在位于中间的圆筒的上端,一号齿轮的左右两侧外啮合有二号齿轮,二号齿轮安装在位于两侧的圆筒的上端,一号齿轮和二号齿轮的上端面均固定连接有旋转轴,旋转轴的中部设置有支撑机构,支撑机构的上方设置有内撑机构,内撑机构设置在旋转轴的内部;
[0009]
所述的驱动装置包括驱动电机、不完全凸轮、凸轮轴、固定轴、方形块、缓冲弹簧和弧形架,其中所述的框体的右侧壁靠近上端的位置通过电机机座安装有驱动电机,驱动电机的输出轴通过联轴器连接有凸轮轴,凸轮轴的左右两端通过轴承安装在框体的侧壁上,
凸轮轴的中部通过键连接有不完全凸轮,不完全凸轮的下方安装有固定轴,框体的左右两侧壁中部开设有滑动槽,固定轴的左右两端安装有方形块,方形块通过缓冲弹簧设置在滑动槽内,固定轴的中部固定连接有弧形架,固定轴上均匀设置有打磨装置;
[0010]
所述的打磨装置包括打磨电机、安装架、伸缩套管、螺纹轴、横轴、固定块、滑动块、连接柱和弧形打磨块,其中所述的固定轴上均匀固定连接有安装架,安装架的上端中部开设有螺纹通孔,螺纹通孔的左右两侧对称设置有伸缩套管,伸缩套管的上端固定连接有打磨电机,打磨电机的输出轴通过联轴器固定连接有螺纹轴,螺纹轴安装在螺纹通孔内,螺纹轴的下端通过轴承安装在固定块上,固定块固定设置在横轴的中部,安装架的中部开设有安装孔,横轴的左右两端均穿过安装孔,横轴上靠近外端的位置滑动连接有滑动块,滑动块滑动穿设在安装架上,滑动块的内端固定连接有连接柱,连接柱的下端固定连接有弧形打磨块。
[0011]
作为本发明的一种优选技术方案,所述的一号齿轮和二号齿轮的下端面和圆筒之间设置有滚动钢珠。
[0012]
作为本发明的一种优选技术方案,所述的支撑机构包括推动气缸、梯形块、安装环、支撑杆、滚轮、螺旋弹簧、限位块和废料框,其中所述的旋转轴的中间内部通过气缸底座安装有推动气缸,推动气缸的下端固定连接有梯形块,梯形块外侧的旋转轴的内壁上固定连接有安装环,安装环和旋转轴的侧壁上周向均匀开设有矩形通孔,矩形通孔内滑动安装有支撑杆,支撑杆的内端安装有滚轮,滚轮和旋转轴的内壁之间的支撑杆上套设有螺旋弹簧,支撑杆的上端面靠近外端的位置固定连接有限位块,支撑杆下方的旋转轴上焊接有废料框,废料框的上端和支撑杆的下端面位滑动配合。
[0013]
作为本发明的一种优选技术方案,所述的内撑机构包括电动推杆、推动杆、内撑杆、内撑块、压缩弹簧、连接弹簧、从动齿轮、矩形齿条和连接轴,其中所述的旋转轴的上端内侧壁上通过推杆底座安装有电动推杆,电动推杆的左端固定连接有推动杆,推动杆的下端固定连接在内撑杆上,旋转轴的侧壁上开设有圆形通孔,圆形通孔内滑动安装有内撑杆,内撑杆为中心对称设置,内撑杆的内端通过压缩弹簧和旋转轴的侧壁相连接,内撑杆的下端面靠近内端的位置安装有矩形齿条,矩形齿条的下方外啮合有从动齿轮,从动齿轮通过连接轴和旋转轴的后侧壁相连接,内撑杆的外端固定连接有内撑块,内撑块和旋转轴之间的内撑杆上套设有连接弹簧。
[0014]
作为本发明的一种优选技术方案,所述的内撑块的外侧壁上设置有橡胶层。
[0015]
作为本发明的一种优选技术方案,所述的安装架的截面为开口向下的u形,u形的下端向外侧倾斜。
[0016]
作为本发明的一种优选技术方案,所述的弧形打磨块的内壁上均匀设置有齿状砂纸层。
[0017]
(三)有益效果
[0018]
1.本发明提供的一种电机配件铝合金压铸件加工系统,本发明所述的支撑装置能够通过支撑机构对待打磨的电机外壳进行定位,保证其轴线和旋转轴处于同一轴线上,通过内撑机构对电机外壳进行内撑撑紧,使其处于悬空状态进行打磨处理,有利于磨削屑的掉落;
[0019]
2.本发明提供的一种电机配件铝合金压铸件加工系统,本发明所述的支撑装置能
够通过单个驱动带动多个工位进行间歇转动,从而实现多个工位同时进行打磨,打磨效率较高;
[0020]
3.本发明提供的一种电机配件铝合金压铸件加工系统,本发明所述的打磨装置中设置的齿状砂纸层能够和电机外壳的棱齿相互贴合,打磨效率较高,打磨效果较好。
附图说明
[0021]
下面结合附图和实施例对本发明进一步说明。
[0022]
图1是本发明的正视图;
[0023]
图2是本发明的左视图;
[0024]
图3是本发明中支撑装置的立体结构示意图;
[0025]
图4是本发明中圆筒、旋转电机、不完全齿轮和一号齿轮的结构示意图;
[0026]
图5是本发明中旋转轴和支撑机构的结构示意图;
[0027]
图6是本发明中旋转轴和内撑机构的结构示意图;
[0028]
图7是本发明中不完全齿轮和一号齿轮的俯视图;
[0029]
图8是本发明中打磨装置的结构示意图;
[0030]
图9是本发明中弧形打磨块的左视图;
[0031]
图10是本发明中弧形打磨块的俯视图;
[0032]
图11是本发明中电机外壳的结构示意图。
具体实施方式
[0033]
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
[0034]
如图1至图11所示,一种电机配件铝合金压铸件加工系统,包括框体1、支撑装置2、驱动装置3和打磨装置4,所述的框体1的内部上端设置有驱动装置3,驱动装置3的下方安装有打磨装置4,打磨装置4的下方设置有支撑装置2,支撑装置2连接在框体1的底部,其中:
[0035]
所述的支撑装置2包括圆筒21、旋转电机22、不完全齿轮23、一号齿轮24、二号齿轮25、旋转轴26、支撑机构27和内撑机构28;其中所述的框体1的底部从左至右均匀放置有圆筒21,位于中间的圆筒21的底部通过电机机座安装有旋转电机22,旋转电机22的输出轴通过键连接有不完全齿轮23,不完全齿轮23内啮合有一号齿轮24,一号齿轮24安装在位于中间的圆筒21的上端,一号齿轮24的左右两侧外啮合有二号齿轮25,二号齿轮25安装在位于两侧的圆筒21的上端,所述的一号齿轮24和二号齿轮25的下端面和圆筒21之间设置有滚动钢珠,滚动钢珠能够减小一号齿轮24和二号齿轮25与圆筒21之间的摩擦,有利于一号齿轮24和二号齿轮25平稳转动,一号齿轮24和二号齿轮25的上端面均固定连接有旋转轴26,旋转轴26的中部设置有支撑机构27,支撑机构27的上方设置有内撑机构28,内撑机构28设置在旋转轴26的内部。具体工作时,通过人工将需要打磨的电机外壳放置到支撑机构27上,通过内撑机构28对电机外壳进行内撑,通过打磨装置4对电机外壳的外侧壁进行打磨,通过旋转电机22带动不完全齿轮23转动,从而带动一号齿轮24间歇转动,通过一号齿轮24带动旋转轴26间歇转动,从而带动内撑机构28间歇转动,通过内撑机构28带动电机外壳间歇转动,从而实现对电机外壳的外侧壁上的打磨处理,同时通过一号齿轮24带动二号齿轮25的转
动,从而带动不同工位上的电机外壳转动,从而实现多工位电机外壳的同时打磨。
[0036]
所述的支撑机构27包括推动气缸271、梯形块272、安装环273、支撑杆274、滚轮275、螺旋弹簧276、限位块277和废料框278,其中所述的旋转轴26的中间内部通过气缸底座安装有推动气缸271,推动气缸271的下端固定连接有梯形块272,梯形块272外侧的旋转轴26的内壁上固定连接有安装环273,安装环273和旋转轴26的侧壁上周向均匀开设有矩形通孔,矩形通孔内滑动安装有支撑杆274,支撑杆274的内端安装有滚轮275,滚轮275和旋转轴26的内壁之间的支撑杆274上套设有螺旋弹簧276,支撑杆274的上端面靠近外端的位置固定连接有限位块277,支撑杆274下方的旋转轴26上焊接有废料框278,废料框278的上端和支撑杆274的下端面位滑动配合。具体工作时,通过推动气缸271带动梯形块272向下运动,从而带动支撑杆274向外侧运动,通过人工将电机外壳套设在旋转轴26上,使其下端面放置在限位块277外侧的支撑杆274上,通过内撑机构28对电机外壳进行内撑撑紧,通过推动气缸271带动梯形块272向上运动,通过螺旋弹簧276的反作用力带动支撑杆274向内侧收缩,从而使电机外壳为悬空状态,通过打磨装置4对其外表面进行打磨处理,通过废料框278对打磨过程中掉落的磨削屑进行收集。
[0037]
所述的内撑机构28包括电动推杆281、推动杆282、内撑杆283、内撑块284、压缩弹簧285、连接弹簧286、从动齿轮287、矩形齿条288和连接轴289,其中所述的旋转轴26的上端内侧壁上通过推杆底座安装有电动推杆281,电动推杆281的左端固定连接有推动杆282,推动杆282的下端固定连接在内撑杆283上,旋转轴26的侧壁上开设有圆形通孔,圆形通孔内滑动安装有内撑杆283,内撑杆283为中心对称设置,内撑杆283的内端通过压缩弹簧285和旋转轴26的侧壁相连接,内撑杆283的下端面靠近内端的位置安装有矩形齿条288,矩形齿条288的下方外啮合有从动齿轮287,从动齿轮287通过连接轴289和旋转轴26的后侧壁相连接,内撑杆283的外端固定连接有内撑块284,所述的内撑块284的外侧壁上设置有橡胶层,橡胶层能够增大内撑块284和电机外壳内壁之间的摩擦,从而有利于对电机外壳的内撑作用,内撑块284和旋转轴26之间的内撑杆283上套设有连接弹簧286。具体工作时,通过电动推杆281向左推动推动杆282,从而带动内撑杆283向外侧运动,通过内撑杆283带动内撑块284向外侧运动,从而对电机外壳进行内撑,通过矩形齿条288和从动齿轮287相互啮合带动呈中心对称的内撑杆283同时相外侧运动。
[0038]
所述的驱动装置3包括驱动电机31、不完全凸轮32、凸轮轴33、固定轴34、方形块35、缓冲弹簧36和弧形架37,其中所述的框体1的右侧壁靠近上端的位置通过电机机座安装有驱动电机31,驱动电机31的输出轴通过联轴器连接有凸轮轴33,凸轮轴33的左右两端通过轴承安装在框体1的侧壁上,凸轮轴33的中部通过键连接有不完全凸轮32,不完全凸轮32的下方安装有固定轴34,框体1的左右两侧壁中部开设有滑动槽,固定轴34的左右两端安装有方形块35,方形块35通过缓冲弹簧36设置在滑动槽内,固定轴34的中部固定连接有弧形架37,固定轴34上均匀设置有打磨装置4。具体工作时,通过驱动电机31带动凸轮轴33转动,从而带动不完全凸轮32转动,通过不完全凸轮32带动弧形架37进行上下往复运动,从而带动固定轴34进行上下往复运动,通过固定轴34带动打磨装置4进行上下往复运动,从而完成对电机外壳的打磨处理。
[0039]
所述的打磨装置4包括打磨电机41、安装架42、伸缩套管43、螺纹轴44、横轴45、固定块46、滑动块47、连接柱48和弧形打磨块49,其中所述的固定轴34上均匀固定连接有安装
架42,所述的安装架42的截面为开口向下的u形,u形的下端向外侧倾斜,通过滑动块47在安装架42上进行上下滑动带动连接柱48进行上下运动,从而带动弧形打磨块49进行上下运动,从而实现对电机外壳的打磨处理,安装架42的上端中部开设有螺纹通孔,螺纹通孔的左右两侧对称设置有伸缩套管43,伸缩套管43的上端固定连接有打磨电机41,打磨电机41的输出轴通过联轴器固定连接有螺纹轴44,螺纹轴44安装在螺纹通孔内,螺纹轴44的下端通过轴承安装在固定块46上,固定块46固定设置在横轴45的中部,安装架42的中部开设有安装孔,横轴45的左右两端均穿过安装孔,横轴45上靠近外端的位置滑动连接有滑动块47,滑动块47滑动穿设在安装架42上,滑动块47的内端固定连接有连接柱48,连接柱48的下端固定连接有弧形打磨块49,所述的弧形打磨块49的内壁上均匀设置有齿状砂纸层,齿状砂纸层能够和电机外壳上的棱齿相互贴合,从而实现对电机外壳的打磨处理。具体工作时,通过打磨电机41带动螺纹轴44转动,从而带动固定块46向下运动,通过固定块46带动横轴45向下运动,从而带动滑动块47在横轴45向外侧滑动,从而带动连接柱48向下运动,使弧形打磨块49位于电机外壳的左右两侧,通过打磨电机41带动螺纹轴44反向转动,从而带动固定块46向上运动,通过固定块46带动横轴45向上运动,从而带动滑动块47在横轴45向内侧滑动,从而带动连接柱48向上运动,通过连接柱48带动弧形打磨块49贴紧电机外壳的外侧壁上,通过驱动装置3带动弧形打磨块49进行上下往复运动,从而完成对电机外壳的打磨处理。
[0040]
本发明在工作时的使用步骤:
[0041]
第一步:通过推动气缸271带动梯形块272向下运动,从而带动支撑杆274向外侧运动,通过人工将待打磨的电机外壳套设在旋转轴26上,使其下端面放置在限位块277外侧的支撑杆274上,通过电动推杆281向左推动推动杆282,从而带动内撑杆283向外侧运动,通过内撑杆283带动内撑块284向外侧运动,从而对电机外壳进行内撑撑紧,通过推动气缸271带动支撑杆274进行复位,使待加工的电机外壳为悬空状态;
[0042]
第二步:通过打磨电机41带动螺纹轴44转动,从而带动固定块46向下运动,通过固定块46带动横轴45向下运动,从而带动滑动块47在横轴45向外侧滑动,从而带动连接柱48向下运动,使弧形打磨块49位于电机外壳的左右两侧,通过打磨电机41带动螺纹轴44反向转动,从而带动固定块46向上运动,通过固定块46带动横轴45向上运动,从而带动滑动块47在横轴45向内侧滑动,从而带动连接柱48向上运动,通过连接柱48带动弧形打磨块49贴紧电机外壳的外侧壁上;
[0043]
第三步:通过驱动电机31带动凸轮轴33转动,从而带动不完全凸轮32转动,通过不完全凸轮32带动弧形架37进行上下往复运动,从而带动固定轴34进行上下往复运动,通过固定轴34带动弧形打磨块49进行上下往复运动,从而完成对电机外壳外侧壁的打磨处理;
[0044]
第四步:停止装置,通过人工将打磨完成的电机外壳取下。
[0045]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips