
 商标分类
商标分类  商标转让
商标转让 
大直径圆锯片液下淬火压平装置的制作方法
 2021-01-30 05:01:24|
2021-01-30 05:01:24| 236|
236| 起点商标网
起点商标网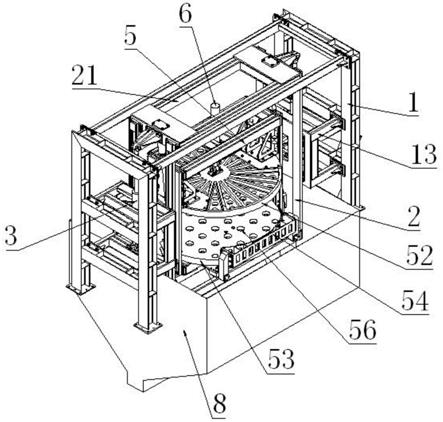
[0001]
本实用新型涉及锯片淬压装置技术领域,尤其涉及一种大直径圆锯片液下淬火压平装置。
背景技术:
[0002]
目前,国内大直径圆锯片淬火方式一般有两种,一是圆锯片加热到温度后,全部浸入在油中淬火,冷却到约200℃时从油中捞出进行压平;二是圆锯片加热到温后,进入特定装置内用油进行喷淋淬火,冷却到约200℃时停止喷淋,再进行压平的工艺。以上两种淬火方式,因片体表面温度高,附着的淬火油与空气接触自燃产生大量油烟,有部分空气污染,并且成本高,油烟需净化后排放。另外,圆锯片淬火后再进行压平处理,往往平面度不是很理想。
技术实现要素:
[0003]
为了解决上述技术问题,本实用新型提供了一种大直径圆锯片液下淬火压平装置,使圆锯片淬火压平全部在油液面以下进行,圆锯片淬油过程中同时进行压平处理。
[0004]
为实现此技术目的,本实用新型采用如下方案:一种大直径圆锯片液下淬火压平装置,包括龙门框架、升降框架、旋转加压框架和淬火油箱;龙门框架包括横梁和第一立柱,第一立柱上设置有导向轮,导向轮与升降框架滚动配合,约束升降框架的运动方向;升降框架包括上横梁、下横梁和第二立柱,上横梁与下横梁通过第二立柱连接,第二立柱为叉车槽钢结构,作为导向轮的导轨;上横梁两端面分别连接有升降液压缸,升降液压缸下端与龙门框架连接,上横梁装有左右对称设置的旋转液压缸,旋转液压缸设置有延长拉杆,延长拉杆下端与旋转加压框架的下部通过关节铰轴连接;旋转加压框架包括支撑架、上压盘和下压盘,支撑架上部装有加压液压缸,加压液压缸下端与上压盘连接,上压盘下方设置有下压盘,下压盘固定在支撑架下端,支撑架下端通过关节轴承座与升降框架的下横梁连接;龙门框架内部下方设置淬火油箱,淬火油箱为开口箱体结构,升降框架和旋转加压框架下部分别位于淬火油箱内。
[0005]
与现有技术相比,本实用新型的有益效果在于:本实用新型提供的装置使圆锯片在淬油的同时进行压平处理,极大的缩短了锯片转序时间,有效地提高锯片压平质量;通过液压系统提供动力,实现机构升降、机构翻转、锯片压平,压平效果优于传统工艺;锯片在淬火和压平冷却时均处于液面以下与空气隔绝,当圆锯片温度冷却至淬火燃点一下时再脱离淬火油箱,因温度低不会发生自燃,极大地减少了油烟产生量,减少空气污染。
[0006]
本实用新型的优选方案为:
[0007]
升降框架升起时,下压盘的上端面脱离淬火油液面。
[0008]
龙门框架同侧的两个第一立柱间固定连接有连接架,连接架为箱体框架结构,箱体框架包括四根立杆,连接架右侧的两根立杆上分别装有3个导向轮,3个导向轮为一组竖向排列设置,约束升降框架的运动轨迹,便于升降框架的上下移动。
[0009]
连接架上端面装有2个限位杆,2个限位杆间夹装升降液压缸,升降液压缸的缸筒端与连接架下端面通过铰座连接,升降液压缸的活塞杆端与升降框架的上横梁固定连接。保证升降液压缸呈竖直状态,从而使得升降框架垂直上下升降。
[0010]
关节轴承座装在支撑架下端面的前后对称中心线靠前200mm位置上,充分利用翻转框架的偏心力,实现顺畅翻转。
[0011]
旋转液压缸与支撑架的连接点设置在支撑架下端面前后对称中心线的后方,使得旋转加压框架在旋转液压缸和自身偏心力共同的作用下绕关节轴承座转动。
[0012]
支撑架下端面设置有缓冲弹簧,当旋转加压框架倾斜时,缓冲弹簧与升降框架的下横梁接触,缓冲弹簧吸收圆锯片的冲击力。
[0013]
下压盘的右侧设置有防脱落的挡板,挡板与缓冲弹簧连接,挡板可轴向移动;挡板内侧为弧形结构,挡板上设置有漏油孔,便于淬火油流通。
[0014]
上压盘和下压盘分别为圆形结构,上、下压盘分别采用球墨铸铁材质,盘体上设置有出透油孔,为了油温迅速传递,保证与锯片接触的淬火油温度保持在合适范围内。
[0015]
上压盘的上端面左右两侧分别固定有滑动架,滑动架上固定有滑动轮,滑动轮与支撑架滚动配合。
附图说明
[0016]
图1为本实用新型实施例提供的大直径圆锯片液下淬火压平装置的立体结构示意图;
[0017]
图2为本实用新型实施例提供的框架部分的主视结构示意图;
[0018]
图3为本实用新型实施例提供的倾斜状态时框架部分的侧视结构示意图;
[0019]
图4为本实用新型实施例提供的大直径圆锯片液下淬火压平装置的工作过程示意图;
[0020]
图中标记为:龙门框架1,横梁11,第一立柱12,连接架13,导向轮14,升降框架2,上横梁21,下横梁22,第二立柱23,升降液压缸3,旋转液压缸4,旋转加压框架5,第三立柱51,上压盘52,下压盘53,挡板54,滑动架55,出透油孔56,缓冲弹簧57,加压液压缸6,关节轴承座7,淬火油箱8,加热炉9,圆锯片91,取料车10。
具体实施方式
[0021]
为充分了解本实用新型之目的、特征及功效,借由下述具体的实施方式,对本实用新型做详细说明,但本实用新型并不仅仅限于此。
[0022]
请参阅图1,本实用新型提供的一种大直径圆锯片液下淬火压平装置,由龙门框架1、升降框架2、旋转加压框架5、液压系统和淬火油箱8等组成。升降框架2由上下横梁和第二立柱23等组成,上下横梁间通过第二立柱23固定连接,上下横梁为矩管焊接件,第二立柱23为叉车槽钢结构,槽钢结构作为导轨使用。液压系统由升降液压缸3、旋转液压缸4和加压液压缸6等组成。
[0023]
请参阅图2,龙门框架1由两侧的第一立柱12和横梁11通过螺栓连接组成,同侧的两根第一立柱12间固定连接有连接架13。连接架13为箱体框架结构,箱体框架由四根立杆和若干根横杆组成,连接架13左侧两根立杆通过螺栓与第一立柱12固定连接,连接架13右
侧的两根立杆上分别通过螺栓安装有3个导向轮14,3个导向轮14为一组竖向排列分布,导向轮14与第二立柱12滚动配合,约束升降框架2只能上下移动。连接架13上端面固定有2根限位杆,限位杆间留有空隙,空隙中穿装升降液压缸3,空隙宽度与升降液压缸3缸筒外径相匹配,限制升降液压缸3保持竖直状态。连接架13下端面中部固定有铰座,连接架13通过铰座与升降液压缸3的缸筒连接,升降液压缸3的活塞杆端与升降框架2的上横梁21上端面固定连接。通过升降液压缸3的伸缩实现升降框架2的上下升降,并为旋转加压框架5提供支撑。
[0024]
升降框架2的上横梁21的上端面固定连接有左右对称的两个旋转液压缸4,旋转液压缸4的另一端与旋转加压框架5的下部连接。
[0025]
请参阅图3,旋转加压框架5由支撑架、上压盘52和下压盘53等组成,上压盘52和下压盘53分别为圆形结构,上压盘52和下压盘53分别采用球墨铸铁材质,盘体上设置有出透油孔56,保证淬火质量。支撑架为受力横梁和第三立柱51组成的箱体框架结构,上下受力横梁分别为矩管焊接件,上下受力横梁间通过第三立柱51固定连接,第三支柱51为叉车槽钢结构,作为上压盘的移动导轨。支撑架上部通过螺栓与加压液压缸6的缸筒固定连接,加压液压缸6的活塞杆端与上压盘52连接,上压盘52的下方为下压盘53,下压盘53固定安装在支撑架下端,支撑架下端面的前后对称中心线靠前200mm位置上装有转动轴(锯片进口侧为前方,即图3中的支撑架下端面对称中心的左侧),转动轴套装在关节轴承座上7,关节轴承座7固定安装在升降框架2的下横梁22上,充分利用翻转框架的偏心力,实现顺畅翻转。旋转液压缸4设置有延长拉杆,延长拉杆下端与旋转加压框架5的下部通过关节铰轴连接。旋转液压缸4与旋转加压框架5的连接点设置在转动轴的右侧,使得旋转加压框架5在旋转液压缸4的作用下绕关节轴承座7转动,呈向右倾斜状态,使得旋转加压框架5在旋转液压缸4和自身偏心力共同作用下绕关节轴承座7转动。
[0026]
上压盘52上端面的左右两侧分别设置有滑动架55,滑动架为l型结构,滑动架55的侧面装有滑动轮,滑动轮在支撑架的第三立柱51上滚动,限定上压盘52只能上下运动。
[0027]
支撑架下受力横梁的下端面设置有两个缓冲弹簧57,下压盘53的右侧设置有挡板54,缓冲弹簧57与挡板54连接,使得挡板54可轴向移动。挡板54内侧为直径与下压盘53相同的弧形结构,防止圆锯片91在进入下压盘53和上压盘52之间时滑出脱落。挡板54上设置有漏油孔,便于淬火油流通。缓冲弹簧57为压簧结构,当旋转加压框架5处于倾斜状态时,即圆锯片91进入上下压盘之间时,缓冲弹簧57与升降框架2的下横梁22接触,缓冲弹簧57为挡板54提供一个弹力,圆锯片91进入过程中对挡板54产生一定冲击力,缓冲弹簧57用于吸收圆锯片91的冲击力,保证装置稳定性。
[0028]
龙门框架1固定在基础上,龙门框架1内部下方设置有淬火油箱8,淬火油箱8为上端开口的箱体结构,升降框架2和旋转加压框架5的下部分别位于淬火油箱8内,保证油液面高度高于上压盘52未下压时的高度,同时保证升降框架2升起时,下压盘53的上端面脱离淬火油液面。
[0029]
请参阅图4,大直径圆锯片液下淬火压平装置的工作过程为:将本实用新型装置放置在加热炉9出口处,淬火油箱8中加入淬火油,升降框架2下降至最低点,利用旋转液压缸4使旋转加压框架5绕关节轴承座7转动,呈向右倾斜状态。圆锯片91由加热炉9进入淬火油箱8中,并滑入上压盘52和下压盘53之间,如图4a所示。利用旋转液压缸4将旋转加压框架5恢
复至水平状态,加压液压缸6带动上压盘52向下运动,对圆锯片91进行压平作业,如图4b和图4c所示。压淬完成后等待油温下降至淬火油燃点以下(80℃左右),利用升降液压缸3将升降框架2和旋转加压框架5向上提升。圆锯片91露出油液面后,收缩加压液压缸6,使得上压盘52向上运动,上压盘52脱离油液面后,利用取料车抓取下压盘53上的圆锯片91,完成圆锯片91的淬火压平作业,如图4d所示。
[0030]
本实用新型适用的锯片规格范围为:锯片外径为φ1800~φ2400mm,锯片厚度8~15mm。
[0031]
上压盘52由加压液压缸6提供压力(压力值10-20吨可调),并且在压平过程中实现“脉动加压”(加压30秒,松开3秒,循环往复),使锯片内应力充分释放,使锯片平面度由原来的5mm/m提高到2mm/m的水平。
[0032]
本实用新型提供的装置使锯片在淬油的同时进行压平处理,极大的缩短了锯片转序时间,有效地提高锯片压平质量;通过液压系统提供动力,实现机构升降、机构翻转、锯片压平,压平效果优于传统工艺;锯片在淬火和压平冷却时均处于液面以下与空气隔绝,当锯片温度冷却至淬火燃点一下时再脱离淬火油箱,因温度低不会发生自燃,极大地减少了油烟产生量,减少空气污染。
[0033]
最后,需要注意的是:以上列举的仅是本实用新型的优选实施例,当然本领域的技术人员可以对本实用新型进行改动和变型,倘若这些修改和变型属于本实用新型权利要求及其等同技术的范围之内,均应认为是本实用新型的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 导向轮

 热门咨询
热门咨询




tips