
 商标分类
商标分类  商标转让
商标转让 
工作辊装置、双辊薄带连铸设备及连铸生产工艺的制作方法
 2021-01-30 05:01:34|
2021-01-30 05:01:34| 312|
312| 起点商标网
起点商标网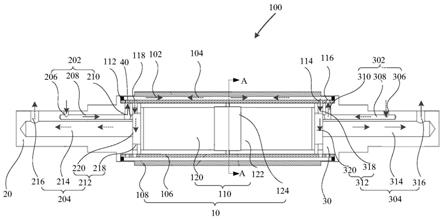
[0001]
本发明涉及双辊薄带连铸技术领域,具体而言,涉及一种工作辊装置、一种双辊薄带连铸设备、一种连铸生产工艺。
背景技术:
[0002]
双辊薄带连铸技术是冶金领域中流程短、成本低、绿色环保的前沿技术。它将传统的连铸、轧制及热处理等工艺过程进行了整合,完成短流程薄带连铸生产线,大大缩短整个产线的流程。
[0003]
双辊薄带连铸技术基本原理是将熔融状态的液态钢水通过布流水口装置进入到两个相对高速运转的工作辊装置的辊缝之间,工作辊装置内部通冷却水,将金属液体的热量带走,实现由液态的金属变为带有液芯的板带钢。这个过程中工作辊之间存在铸轧力的作用,实现结晶与轧制的过程。
[0004]
工作辊装置为双辊薄带连铸设备中的关键部件之一,工作辊装置的冷却能力与冷却的均匀性是影响铸带质量的关键因素。而相关技术中的冷却辊装置的冷却水道的长度与工作辊装置的工作部的长度近似相等,即冷却水道的进水端和出水端均设置在工作辊装置的工作部上,因此,导致工作辊装置的工作部的两端冷却能力较强,使工作部的整体冷区效果不均匀。
技术实现要素:
[0005]
本发明旨在至少解决现有技术或相关技术中存在的技术问题之一。
[0006]
为此,本发明的第一方面提出一种工作辊装置。
[0007]
本发明的第二方面提出一种双辊薄带连铸设备。
[0008]
本发明的第三方面提出一种连铸生产工艺。
[0009]
有鉴于此,本发明的第一方面提供了一种工作辊装置,包括:工作部,工作部设置有至少两个排水通道,至少两个排水通道包括第一排水通道和第二排水通道;第一连接部,设置于工作部的一端,第一连接部设置有至少一个第一进水通道和至少一个第一出水通道,任一第一进水通道与第一排水通道相连通,任一第一出水通道与第二排水通道相连通;第二连接部,第二连接部和第一连接部沿工作部的轴向设置在工作部的两端,第二连接部设置有至少一个第二进水通道和至少一个第二出水通道,任一第二进水通道与第二排水通道相连通,任一第二出水通道与第一排水通道相连通。
[0010]
另外,本发明提供的上述技术方案中的工作辊装置还可以具有如下附加技术特征:
[0011]
进一步地,工作部包括:第一套体,第一套体上设置有第一通孔、第二通孔、第三通孔和第四通孔;第二套体,设于第一套体远离第一套体轴线的一侧,并与第一套体间隔分布;第一连接件,连接第一套体和第二套体的同一端部,第一套体、第二套体、第一连接件合围成排水通道,且第一排水通道连通第一通孔和第二通孔,第二排水通道连通第三通孔和
第四通孔。
[0012]
进一步地,工作部还包括:第三套体,第三套体和第二套体设于第一套体的两侧,第三套体和第一套体相连接;其中,第一连接部与第一套体、第二套体、第三套体的同一端相连接,第二连接部与第一套体、第二套体、第三套体的另一端相连接,第一进水通道与第一通孔相连通,第二出水通道与第二通孔相连通,第二进水通道与第三通孔相连通,第一出水通道与第四通孔相连通。
[0013]
进一步地,工作部还包括:调节部;第三套体包括沿工作部的轴向分布第一支撑套和第二支撑套,调节部位于第一支撑部和第二支撑部之间,并连接第一支撑套和第二支撑套,调节部工作使第一支撑套沿工作部的轴向相对于第二支撑套可伸缩。
[0014]
进一步地,任一第一进水通道包括相连通的第一进孔、第一流道和第一排水槽,第一进孔和第一排水槽沿第一连接部的径向设置,第一流道沿第一连接部的轴向设置,第一排水槽与第一通孔相连通;任一第一出水通道包括相连通的第一入孔、第二流道和第一出孔,第一入孔和第一出孔沿第一连接部的径向设置,第二流道沿第一连接部的轴向设置,第一入孔与第四通孔相连通;任一第二进水通道包括相连通的第二进孔、第三流道和第二排水槽,第二进孔和第二排水槽沿第二连接部的径向设置,第三流道沿第二连接部的轴向设置,第二排水槽与第三通孔相连通;任一第二出水通道包括相连通的第二入孔、第四流道和第二出孔,第二入孔和第二出孔沿第二连接部的径向设置,第四流道沿第二连接部的轴向设置,第二入孔与第二通孔相连通。
[0015]
进一步地,还包括:导向板,倾斜地设于第一排水槽靠近工作部的一侧,并与第一流道相对设置;和/或导向板倾斜地设于第二排水槽靠近工作部的一侧,并与第三流道相对设置。
[0016]
进一步地,第一排水槽和/或第二排水槽为环形槽。
[0017]
进一步地,工作部的厚度90mm至120mm;和/或排水通道的横截面与工作部的横截面的比值0.9至1.4;和/或第一排水通道和第二排水通道沿工作部的周向交替分布;和/或第一排水通道和第二排水通道的数量相等。
[0018]
根据本发明的第二个方面,提供了一种双辊薄带连铸设备,包括:驱动部;以及上述任一技术方案的工作辊装置,渠道部与工作辊装置相连接。
[0019]
本发明提供的工作辊装置,包括工作部、第一连接部和第二连接部,其中,工作辊装置可以用于双辊薄带连铸设备,即双辊薄带连铸设备包括两个工作辊装置,双辊薄带连铸设备工作过程中,熔融状态的钢水与工作辊装置的工作部相接触,由于工作部设置有排水通道,接触的过程中,迅速冷却钢水,并形成带有液芯的板带钢,实现钢水由液态之间变成固态或半固态的过程。
[0020]
根据本发明的第三个方面,提供了一种连铸生产工艺,包括:大包、中包、布流包、轧机、超快速冷却、卷取装置,以及如上述第一方面任一技术方案的工作辊装置,连铸生产工艺用于将钢水直接浇铸、轧制成合格热轧带材。
[0021]
本发明提供的工作辊装置,第一连接部和第二连接部沿工作部的轴向分布在工作部的两端,其中,工作部设置有至少两个排水通道,至少两个排水通道包括第一排水通道和第二排水通道,第一连接部设置有至少一个第一进水通道和至少一个第一出水通道,第二连接部设置有至少一个第二进水通道和至少一个第二出水通道,且任一第一进水通道与第
一排水通道、第二出水通道相连通,构成第一组冷却通道。任一第二进水通道与第二排水通道、第一出水通道相连通,构成第二组冷却通道。由于第一组冷却通道和第二组冷却通道中的液体的流向相反,进而有利于提高工作辊装置的工作部冷却的均匀性。同时,由于第一进水通道、第一出水通道和第二进水通道、第二出水通道分别设置在位于工作部两端的第一连接部和第二连接部上,并不是直接设置在工作部上,避免了相关技术中冷却水道的进水端和出水端均设置在工作部的端部而导致工作部的两端冷却能力较强,工作部整体冷区效果不均匀的问题,进一步提高了工作部冷区效果的均匀性,有利于提高利用该工作辊装置加工的薄带的品质,适于推广应用。
[0022]
上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
附图说明
[0023]
通过阅读下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本发明的限制。而且在整个附图中,用相同的参考符号表示相同的部件。在附图中:
[0024]
本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
[0025]
图1示出了根据本发明的一个实施例提供的工作辊装置的结构示意图;
[0026]
图2示出了图1所示实施例的a-a的剖视图。
[0027]
其中,图1和图2中附图标记与部件名称之间的对应关系为:
[0028]
100工作辊装置,10工作部,102第一排水通道,104第二排水通道,106第一套体,108第二套体,110第三套体,112第一通孔,114第二通孔,116第三通孔,118第四通孔,120第一支撑套,122第二支撑套,124调节部,20第一连接部,202第一进水通道,204第一出水通道,206第一进孔,208第一流道,210第一排水槽,212第一入孔,214第二流道,216第一出孔,218第一集水槽,220第二集水槽,30第二连接部,302第二进水通道,304第二出水通道,306第二进孔,308第三流道,310第二排水槽,312第二入孔,314第四流道,316第二出孔,318第三集水槽,320第四集水槽,40导向板。
具体实施方式
[0029]
为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和具体实施方式对本发明进行进一步的详细描述。需要说明的是,在不冲突的情况下,本申请的实施例及实施例中的特征可以相互组合。
[0030]
在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用其他不同于在此描述的其他方式来实施,因此,本发明的保护范围并不受下面公开的具体实施例的限制。
[0031]
下面参照图1和图2描述根据本发明一些实施例的工作辊装置100、双辊薄带连铸设备和连铸生产工艺。
[0032]
根据本发明第一方面的实施例,提供了一种工作辊装置100,包括:工作部10,工作
部10设置有至少两个排水通道,至少两个排水通道包括第一排水通道102和第二排水通道104;第一连接部20,设置于工作部10的一端,第一连接部20设置有至少一个第一进水通道202和至少一个第一出水通道204,任一第一进水通道202与第一排水通道102相连通,任一第一出水通道204与第二排水通道104相连通;第二连接部30,第二连接部30和第一连接部20沿工作部10的轴向设置在工作部10的两端,第二连接部30设置有至少一个第二进水通道302和至少一个第二出水通道304,任一第二进水通道302与第二排水通道104相连通,任一第二出水通道304与第一排水通道102相连通。
[0033]
本发明提供的工作辊装置100,如图1和图2所示,包括工作部10、第一连接部20和第二连接部30,其中,工作辊装置100可以用于双辊薄带连铸设备,即双辊薄带连铸设备包括两个工作辊装置100,双辊薄带连铸设备工作过程中,熔融状态的钢水与工作辊装置100的工作部10相接触,由于工作部10设置有排水通道,接触的过程中,迅速冷却钢水,并形成带有液芯的板带钢,实现钢水由液态之间变成固态或半固态的过程。
[0034]
本发明提供的工作辊装置100,第一连接部20和第二连接部30沿工作部10的轴向分布在工作部10的两端,其中,工作部10设置有至少两个排水通道,至少两个排水通道包括第一排水通道102和第二排水通道104,第一连接部20设置有至少一个第一进水通道202和至少一个第一出水通道204,第二连接部30设置有至少一个第二进水通道302和至少一个第二出水通道304,且任一第一进水通道202与第一排水通道102、第二出水通道304相连通,构成第一组冷却通道,如图1中的实线箭头所示。任一第二进水通道302与第二排水通道104、第一出水通道204相连通,构成第二组冷却通道,如图1中的虚线箭头所示。由于第一组冷却通道和第二组冷却通道中的液体的流向相反,进而有利于提高工作辊装置100的工作部10冷却效果的均匀性。同时,由于第一进水通道202、第一出水通道204和第二进水通道302、第二排出水通道304分别设置在位于工作部10两端的第一连接部20和第二连接部30上,并不是直接设置在工作部10上,避免了相关技术中冷却水道的进水端和出水端均设置在工作部的端部而导致工作部的两端冷却能力较强,工作部整体冷却效果不均匀的问题,进一步提高了工作部10冷区效果的均匀性,有利于提高利用该工作辊装置100加工的薄带的品质,适于推广应用。
[0035]
进一步地,工作辊装置100的第一连接部20可以为传动侧轴头,第二连接部30可以为操作侧轴头,可以理解的是,第一连接部20和第二连接部30也可以为满足要求的其他结构。
[0036]
在上述实施例中,进一步地,工作部10包括:第一套体106,第一套体106上设置有第一通孔112、第二通孔114、第三通孔116和第四通孔118;第二套体108,设于第一套体106远离第一套体106轴线的一侧,并与第一套体106间隔分布;第一连接件,连接第一套体106和第二套体108的同一端部,第一套体106、第二套体108、第一连接件合围成排水通道,且第一排水通道102连通第一通孔112和第二通孔114,第二排水通道104连通第三通孔116和第四通孔118。
[0037]
在该实施例中,如图1和图2所示,工作部10包括第一套体106、第二套体108和第一连接件,其中,第二套体108与第一套体106间隔分布,并位于第一套体106远离第一套体106轴线的一侧,即第二套体108位于第一套体106的外部,通过第一连接件连接第一套体106和第二套体108的同一端,并在第一套体106上设置有第一通孔112第二通孔114、第三通孔116
和第四通孔118,使得第一套体106、第二套体108和第一连接件合围成排水通道。其中,第一排水通道102连通第一通孔112和第二通孔114,第二排水通道104连通第三通孔116和第四通孔118,进而保证两组排水通道同时流经工作部10。由于本发明提供的排水通道由第一套体106、第二套体108和第一连接件合围而成,即排水通道在加工过程中为开放式的通道,进而可有效保证加工过程的精度,保证第一排水通道102、第二排水通道104的尺寸,以及第一排水通道102和第二排水通道104之间的间距,进而有利于提高工作部10冷却的均匀性,并能够满足工作辊装置100不同冷却能力的需求,以保证工作辊装置100的工作产能,扩大了产品的使用范围。
[0038]
进一步地,第一连接件可以为螺栓、粘结剂,也可以为满足要求的其他连接结构。具体地,第一连接件为螺栓,第一套体106和第二套体108通过过盈配合,并热装到一起,第一套体106和第二套体108的两端通过螺栓连接,进而沿工作部10的工作面的轴向形成排水通道。具体地,排水通道的横截面积可以为近似圆形、近似方形或近似梯形,也可以为满足要求的其他形状,以满足工作部10不同冷却能力的需求,适应范围广泛。进一步地,第一连接件与第一套体106和第二套体108相连接的部分可以设置有密封件,以保证排水通道的密封性。
[0039]
在上述任一实施例中,进一步地,工作部10还包括:第三套体110,第三套体110和第二套体108设于第一套体106的两侧,第三套体110和第一套体106相连接;其中,第一连接部20与第一套体106、第二套体108、第三套体110的同一端相连接,第二连接部30与第一套体106、第二套体108、第三套体110的另一端相连接,第一进水通道202与第一通孔112相连通,第二出水通道304与第二通孔114相连通,第二进水通道302与第三通孔116相连通,第一出水通道204与第四通孔118相连通。
[0040]
在该实施例中,如图1所示,工作部10还包括第三套体110,第三套体110位于第一套体106的内部,即工作部10由内至外依次包括相连接的第三套体110、第一套体106和第二套体108。其中,第一连接部20与第一套体106、第二套体108、第三套体110的同一端相连接,第二连接部30与第一套体106、第二套体108、第三套体110的另一端相连通,即第一套体106、第二套体108、第三套体110整体构成工作部10,第一连接部20和第二连接部30通过分别与第一套体106、第二套体108、第三套体110连接来实现与工作部10的两端连接。这种连接方式有利于保证第一排水通道102与第一进水通道202和第二出水通道304连通的密封性,以及第二排水通道104与第二进水通道302和第一出水通道204的密封性,进一步保证工作部10具有较高的冷却能力,减少能量损失,节约加工成本。
[0041]
进一步地,第一连接部20、第二连接部30与工作部10接触的部分采用过盈配合,减少第一连接部20与工作部10、第二连接部30与工作部10之间的间隙,提高整根工作辊装置100的刚度和强度,很大程度上较少了工作辊装置100在旋转工作时,工作辊装置100的整体刚度变形,进而提高产品的品质。
[0042]
进一步地,第三套体110的设置,可以增加第一连接部20和第二连接部30与工作部10的接触面积,如通过增加第一连接部20(如传动侧轴头)、第二连接部30(如操作侧轴头)伸到第三套体110内侧的长度,以进一步提高第一连接部20、第二连接部30与工作部10的连接可靠性。
[0043]
在上述任一实施例中,进一步地,工作部10还包括:调节部124;第三套体110包括
沿工作部10的轴向分布第一支撑套120和第二支撑套122,调节部124位于第一支撑部和第二支撑部之间,并连接第一支撑套120和第二支撑套122,调节部124工作使第一支撑套120沿工作部10的轴向相对于第二支撑套122可伸缩。
[0044]
在该实施例中,工作部10还包括调节部124,第三套体110包括沿工作部10的轴向分布的第一支撑套120和第二支撑套122,通过调节部124设置在第一支撑套120和第二支撑套122之间,并连接第一支撑套120和第二支撑套122,调节部124工作能够使第一支撑套120沿工作部10的轴向相对于第二支撑套122可伸缩,即通过调节部124能够调节第一支撑套120与第二支撑套122的轴向距离,进而使得第三套体110的长度满足不同工作辊装置100的刚度和强度,提高产品工作的可靠性,并保证良好、均匀的冷却性,保证产品良好的品质。
[0045]
具体地,调节部124为自润滑轴套,可以理解的是,调节部124也可以为满足要求的其他结构。
[0046]
在上述任一实施例中,进一步地,任一第一进水通道202包括相连通的第一进孔206、第一流道208和第一排水槽210,第一进孔206和第一排水槽210沿第一连接部20的径向设置,第一流道208沿第一连接部20的轴向设置,第一排水槽210与第一通孔112相连通;任一第一出水通道204包括相连通的第一入孔212、第二流道214和第一出孔216,第一入孔212和第一出孔216沿第一连接部20的径向设置,第二流道214沿第一连接部20的轴向设置,第一入孔212与第四通孔118相连通;任一第二进水通道302包括相连通的第二进孔306、第三流道308和第二排水槽310,第二进孔306和第二排水槽310沿第二连接部30的径向设置,第三流道308沿第二连接部30的轴向设置,第二排水槽310与第三通孔116相连通;任一第二出水通道304包括相连通的第二入孔312、第四流道314和第二出孔316,第二入孔312和第二出孔316沿第二连接部30的径向设置,第四流道314沿第二连接部30的轴向设置,第二入孔312与第二通孔114相连通。
[0047]
在该实施例中,具体限定了第一进水通道202、第一出水通道204、第二进水通道302和第二出水通道304的结构。其中,第一流208和第二流道214沿第一连接部20的轴向设置,第三流道308和第四流通道314沿第二连接部30的轴向设置,有效地减少了第一流道208、第二流道214、第三流道308和第四流道314沿工作部10的轴向方向的长度,有利于冷却水经第一流通道208快速流入第一排水通道102并经第四通流道314快速排出,冷却水经第三流道308快速流入第二排水通道104并经第二流道214快速排出,进而有利于提高工作部10的换热能力,保证良好的冷却性。
[0048]
第一进孔206和第一出孔216沿第一连接部20的径向设置,第二进孔306和第二出孔316沿第二连接部30的径向设置,方便工作辊装置100与进水装置和出水装置连接,有利于冷却水的循环利用。
[0049]
具体地,冷却水由第一进孔206流入,并经第一流道208、第一排水槽210、第一通孔112流入第一排水通道102,然后经第二通孔114、第二入孔312、第四流道314、第二出孔316排出,形成第一组冷却通道,如图1中的实线箭头所示。同时,冷却水由第二进孔306流入,并经第三流道308、第二排水槽310、第三通孔116流入第二排水通道104,然后经第四通孔118、第一入孔212、第二流道214、第一出孔216排出,形成第二组冷却通道,如图1中的虚线箭头所示。由于第一组冷却通道和第二组冷却通道中的冷却水的流向相反,进而有利于提高工作部10的冷却效果的均匀性。
[0050]
在上述任一实施例中,进一步地,还包括:导向板40,倾斜地设于第一排水槽210靠近工作部10的一侧,并与第一流道208相对设置;和/或导向板40倾斜地设于第二排水槽310靠近工作部10的一侧,并与第三流道308相对设置。
[0051]
在该实施例中,一方面,通过将导向板40倾斜地设于第一排水槽210靠近工作部10的一侧,并与第一流道208相对设置,有利于保证冷却水可以反射到第一套体106的第一通孔112处,即增大第一排水通道102的冷却水的进水量,减少冷却水转直角后的压力损失,有利于节约能源,降低制造成本。
[0052]
另一方面,通过将导向板40倾斜地设于第二排水槽310靠近工作部10的一侧,并与第三流道308相对设置,有利于保证冷却水可以反射到第一套体106的第三通孔116处,即增大第二排水通道104的冷却水的进水量,减少冷却水转直角后的压力损失,有利于节约能源,降低制造成本。
[0053]
再一方面,可以在第一排水槽210内和第二排水槽310内同时设置导向板40,有利于进一步降低能源损失,保证良好的冷却能力。
[0054]
在上述任一实施例中,进一步地,第一排水槽210和/或第二排水槽310为环形槽。
[0055]
在该实施例中,一方面,第一排水槽210为环形槽,即环形槽连通任一第一进水通道202和任一第一排水通道102,使得所有第一进水通道202的水经第一排水槽210汇聚后,均匀地流向多个第一排水通道102,有利于保证多个第一排水通道102水流量的均匀性,进而提高冷却的均匀性。
[0056]
另一方面,第二排水槽310为环形槽,即环形槽连通任一第二进水通道302和任一第二排水通道104,使得所有第二进水通道302的水经第二排水槽310汇聚后,均匀地流向多个第二排水通道104,有利于保证多个第二排水通道104水流量的均匀性,进而提高冷却的均匀性。
[0057]
再一方面,可以将第一排水槽210和第二排水槽310同时设置为环形槽,有利于进一步提高工作部10冷却的均匀性。
[0058]
在上述任一实施例中,进一步地,工作部10的厚度90mm至120mm;和/或排水通道的横截面与工作部10的横截面的比值为0.9至1.4;和/或第一排水通道102和第二排水通道104沿工作部10的周向交替分布;和/或第一排水通道102和第二排水通道104的数量相等。
[0059]
在该实施例中,工作部10的厚度为90mm至120mm,即沿垂直于工作部10轴线的方向,第二套体108的外边缘至第三套体110的轴线的距离为90mm至120mm,该厚度范围的设置,有利于保证排水通道具有足够的尺寸,以保证良好的冷却能力,同时,保证工作辊装置100的整体强度和刚度,提高产品的可靠性。具体地,两个圆筒状的第一套体106和第二套体108,根据换热能力不同设计其厚度,两者通过过盈配合压到一起,根据反复试验来确定过盈量的大小。两个第一套体106和第二套体108的端部相结合处设有密封装置。
[0060]
排水通道的横截面积与工作部10的横截面积的比值为0.9至1.4,其中,排水通道包括第一排水通道102和第二排水通道104,这样的设置,有效地提高了工作部10的冷却能力,提高了产线的产能。具体地,排水通道的横截面积近似为圆形,排水通道的直径是现有技术中传统工艺的圆孔直径的1.3倍至1.5倍,通过排水通道的大小来平衡铸轧过程中由于冷热交替带来的热应力的影响,大大提高了工作部10的换热能力。
[0061]
第一排水通道102和第二排水通道104沿工作部10的周向交替分布,由于第一排水
通道102和第二排水通道104的冷却水的流向相反,交替分布的多个第一排水通道102和第二排水通道104有利于保证工作部10冷却的均匀性,并使工作部10具有较高的冷却能力。
[0062]
第一排水通道102和第二排水通道104的数量相等,有利于进一步提高工作部10冷却的均匀性。
[0063]
进一步地,第一套体106、第二套体108、第三套体110为铍铜制件;第一套体106和第二套体108热装配,第一连接部20与第三套体110焊接在一起;第二连接部30与第三套体110焊接在一起,第一连接部20与工作部10过盈配合连接;第二连接部30与工作部10过盈配合连接。
[0064]
根据本发明的第二个方面,提供了一种双辊薄带连铸设备,包括:驱动部;以及上述任一实施例的工作辊装置100,渠道部与工作辊装置100相连接。
[0065]
本发明提供的双辊薄带连铸设备,包括驱动部和上述任一实施例的工作辊装置100,驱动部与工作辊装置100相连接并驱动工作辊装置100工作。
[0066]
进一步地,双辊薄带连铸设备还包括:大包、中包、布流包、轧机、卷取机等其他工艺设备。
[0067]
根据本发明的第三个方面,提供了一种连铸生产工艺,包括:大包、中包、布流包、轧机、超快速冷却、卷取装置,以及如上述第一方面任一实施例的工作辊装置,连铸生产工艺用于将钢水直接浇铸、轧制成合格热轧带材,由于连铸生产工艺包括第一方面任一实施例的工作辊装置,因此,具有第一方面工作辊装置的全部有益技术效果,在此不一一赘述。
[0068]
在本发明提供的具体实施例中,双辊薄带连铸技术是冶金领域中流程短、成本低、绿色环保的前沿技术。它是将传统的连铸、轧制及热处理等工艺过程进行了整合,完成短流程薄带连铸生产线,大大缩短整个产线的流程。整个工艺节省了大量人力成本以及能源成本;节省了铸锭铣面的流程,减少了热轧后切头切尾,提高了成材率;占地面积小,设备简单集中,前期投资小;具有独特的亚快速凝固特性,微观组织特殊,性能优越;得到的铸带厚度接近最终产品厚度,对于某些低塑性材料、难加工材料及功能材料的制取存在明显的优势。因此本工艺具有设备投资少、能源消耗低等优点,实现了钢铁行业绿色制造。
[0069]
本发明涉及的工作辊装置100包括工作部10、第一连接部20(传动侧轴头)、第二连接部30(操作侧轴头)组成、调节部124(自润滑轴套),其中,工作部10包括包括第一套体106(水冷套中间套)、第二套体108(水冷套外套)和第三套体110(水冷套内套),其中,第一套体106、第二套体108、第三套体110为三层铍铜合金组合而成,其厚度在90mm至120mm,具体地,厚度为106.5mm,也可以满足要求的其他数值。
[0070]
第一连接部20与第二连接部30通过螺栓把合到第二套体108与第一套体106,第一连接部20和第二连接部30与工作部10之间通过密封件封住第一套体106和第二套体108结合的地方。第一连接部20和第二连接部30与第三套体110相连接,通过调节部124调节第三套体110的长度,增加整根工作辊装置100的强度,保证整根工作辊装置100的刚度。其中,位于工作部10两侧的第一连接部20和第二连接部30与工作部10通过过盈配合连接,形成完整的冷却通道,从而在双辊薄带连铸过程中带走液态钢液变为带有液芯的钢带过程中产生的热量。
[0071]
进一步地,根据工作部10的长度与散热效果,在整根工作辊装置100内部设置两个或两个以上的冷却回路,进一步提高工作辊的换热能力。具体地,在第一连接部20上,轴向
方向上开设一个或多个第一流道208和第二流道214,径向开设一个或多个第一进孔206、第一排水槽210、第一入孔212和第一出孔216;第二连接部30上,轴向方式开设有一个或多个第三流道308和第四流道314,径向开设一个或多个第二进孔306、第二排水槽310、第二入孔312和第二出孔316;工作部10的第一套体106和第二套体108之间形成一个或多个第一排水通道102和第二排水通道104。
[0072]
其中,如图1所示,冷却水从第一连接部20的第一进孔206经过第一流道208,流入第一排水槽210,第一排水槽210中设置有带有坡度的导向板40(挡墙),保证第一连接部20的进水可以通过导向板40经与第一排水槽210连通的接口经第一通孔112反射到第一排水通道102内,这样减少冷却水转直角上水过程中压力损失。根据工作部10的大小与冷却能力的要求在工作部10可以布置多个排水通道,提高冷却能力。由于第一排水通道102由第一套体106、第二套体108和第一连接件合围而成,即排水通道在加工过程中为开放式的通道,可有效保证加工过程的精度,保证排水水道大小及相邻两个排水水道之间的间距,保证冷却均匀性。其中,排水通道的两端通过螺纹连接密封。
[0073]
在双辊薄带连铸设备工作的过程中,熔融状态的液态钢水与工作部10面接触,会瞬间凝结为带有胚壳的冷凝带钢,此时产生的热量通过工作部10表面下方的第一排水通道102内流过的冷却水带走,带着铸轧产生热量的冷却水经第二通孔114流向第二连接部30的第二入孔312,经第四流道314、第二出孔316最后回到排水管或水池中。回到排水管或水池的水可以循环利用。
[0074]
进一步地,第二入孔312可以包括多个集水槽,如第三集水槽318、第四集水槽320,其中第四集水槽320为环形槽,并连通多个第三集水槽318和多个第四流道314连通,有利于保证经第一排水通道102排出的水快速经第二连接部30的多个第四流道均匀排出,进而提高冷却的均匀性。
[0075]
同样地道理,冷却水从第二连接部30的第二进孔306经过第三流道308,流入第二排水槽310,并经与第二排水槽310连通的接口经第三通孔116流入第二排水通道104内,第二排水通道104内的冷却水完全热交换后,经第四通孔118流向第一连接部20的第一入孔212,经第二通道、第一出口排水管或水槽内,完成循环利用。进一步地,第一入孔212可以包括多个集水槽,如第一集水槽218和第二集水槽220,其中,第二集水槽220为环形槽,并连同多个第一集水槽218和多个第二流道214连通,有利于保证经第二排水通道104排出的水快速经第一连接部20的多个第二流道214均匀排出,进而提高冷却的均匀性。
[0076]
本发明通过上述的循环,整根工作辊装置100可以实现多个独立的冷却水通道,实现工作部10的工作面下相邻的排水通道通过对向来水,实现工作面均匀换热。进而,有效地保证了双辊薄带连铸工作过程中工作辊装置100处于较佳的冷却状态,均匀的铸轧过程铸轧出冷却能力均匀的薄带连铸板带材,减少带材本身因铸轧产生的缺陷,适于推广应用。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 过程能力

 热门咨询
热门咨询




tips