
 商标分类
商标分类  商标转让
商标转让 
全自动数控砂轮修整机及全自动数控砂轮修整方法与流程
 2021-01-30 05:01:32|
2021-01-30 05:01:32| 344|
344| 起点商标网
起点商标网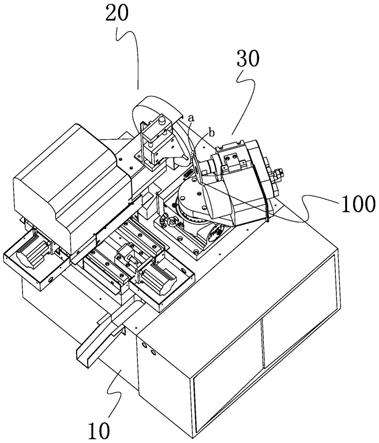
[0001]
本发明涉及砂轮修整技术领域,特别是一种全自动数控砂轮修整机及全自动数控砂轮修整方法。
背景技术:
[0002]
用砂轮对不同的工件进行加工时,砂轮上需要磨出预定的斜面或曲面,还需要打磨出不同尺寸的砂轮。砂轮的修整方式是通过另一砂轮对其预定的侧面进行打磨。现有的打磨方式为人工手持一打磨机对固定的待修整砂轮进行打磨,难以打磨出规范的斜面或曲面,且工作效率较低。同时砂轮修整的尺寸难以把握,打磨精度较低。
技术实现要素:
[0003]
有鉴于此,本发明提供了一种工作效率较高、打磨尺寸精度高、打磨效果好的全自动数控砂轮修整机及全自动数控砂轮修整方法,以解决上述问题。
[0004]
一种全自动数控砂轮修整机,包括工作台、修整机构及工件转动机构;修整机构及工件转动机构间隔设置于工作台上;修整机构包括十字滑台组件、主电机及修整砂轮;十字滑台组件设置于工作台上,主电机安装于十字滑台组件上,主电机用于驱动修整砂轮转动;工件转动机构包括公转组件及自转组件;公转组件设置于工作台上,自转组件的底部与公转组件的输出端连接;修整机构靠近修整砂轮的位置设置有感应器。
[0005]
进一步地,所述十字滑台组件包括x轴底座、x驱动轴、y轴底座、y驱动轴、y轴滑台;y轴底座与x轴底座滑动连接,且y轴底座与x轴底座相垂直,x驱动轴用于驱动y轴底座沿x轴底座的长度方向移动;y轴滑台与y轴底座滑动连接,y驱动轴用于驱动y轴滑台沿y轴底座的长度方向移动;主电机安装于y轴滑台上。
[0006]
进一步地,所述主电机与修整砂轮之间设置有传动机构,感应器通过活动安装单元安装于传动机构上。
[0007]
进一步地,所述活动安装单元包括竖直安装支架、竖直导轨、滑动块、延伸臂;竖直安装支架的底部与传动机构连接,竖直导轨沿竖直方向设置于竖直安装支架上,滑动块与竖直导轨滑动连接,延伸臂的一端与滑动块连接,感应器安装于延伸臂的另一端。
[0008]
进一步地,所述延伸臂与感应器之间连接有感应器调节气缸,感应器调节气缸与延伸臂垂直。
[0009]
进一步地,所述自转组件包括安装底座、安装支架、工件安装轴、自转电机及传动带;安装支架设置于安装底座上,工件安装轴转动地设置于安装支架上,自转电机安装于安装支架上,自转电机与工件安装轴平行,传动带连接自转电机与工件安装轴;一待修整砂轮安装于工件安装轴上。
[0010]
一种利用如上所述的全自动数控砂轮修整机工作的全自动数控砂轮修整方法,所述全自动数控砂轮修整机具有修整机构及工件转动机构,修整机构具有x驱动轴、y驱动轴及主电机,主电机用于驱动修整砂轮,一感应器靠近修整砂轮设置;工件转动机构包括公转
组件及与自转组件,自转组件具有自转电机,自转电机用于驱动一待修整砂轮转动,包括以下步骤:步骤s1:控制公转组件驱动自转组件转动第一预定角度,使得待修整砂轮的预成型面与修整砂轮的周向侧面平行或相切;步骤s2:控制x驱动轴及y驱动轴工作,使得感应器感应到待修整砂轮,以此时待修整砂轮的位置坐标为第一参考坐标值;步骤s3:主电机驱动修整砂轮转动,自转电机驱动待修整砂轮转动;步骤s4:控制x驱动轴工作,使得修整砂轮逐渐朝向待修整砂轮移动,修整砂轮与待修整砂轮接触;步骤s5:感应器每隔一段时间感应一次待修整砂轮的位置,并以感应到的待修整砂轮的位置坐标为反馈坐标值;步骤s6:控制器根据第一参考坐标值及反馈坐标值计算出待修整砂轮的变化量;步骤s7:将该变化量与一预设的打磨量比较,若变化量与打磨量相等,则进入步骤s6;若变化量小于打磨量,则返回至步骤s4;步骤s8:控制主电机及自转电机停止工作,同时控制x驱动轴22工作,使得修整砂轮远离待修整砂轮。
[0011]
进一步地,所述步骤s2中,感应器还感应修整砂轮的周向侧面朝向待修整砂轮的一端,并以此时修整砂轮的位置坐标为第二参考坐标值;步骤s8之后还包括:步骤s9:感应器感应修整砂轮的位置,以修整砂轮此时的位置坐标为感应坐标值;步骤s10:根据第二参考坐标值及感应坐标值计算出修整砂轮的位置变化量;步骤s11:将修整砂轮的位置变化量减去待修整砂轮的打磨量,得到修整砂轮的磨损量。
[0012]
与现有技术相比,本发明的全自动数控砂轮修整机包括工作台、修整机构及工件转动机构;修整机构及工件转动机构间隔设置于工作台上;修整机构包括十字滑台组件、主电机及修整砂轮;十字滑台组件设置于工作台上,主电机安装于十字滑台组件上,主电机用于驱动修整砂轮转动;工件转动机构包括公转组件及自转组件;公转组件设置于工作台上,自转组件的底部与公转组件的输出端连接;修整机构靠近修整砂轮的位置设置有感应器。如此工作效率较高、打磨尺寸精度高、打磨效果好。本发明还提供一种全自动数控砂轮修整方法。
附图说明
[0013]
以下结合附图描述本发明的实施例,其中:
[0014]
图1为本发明提供的全自动数控砂轮修整机的立体示意图。
[0015]
图2为本发明提供的全自动数控砂轮修整机的拆分示意图。
[0016]
图3为图2中的修整机构的局部拆分示意图。
[0017]
图4为图2中的自转组件的立体示意图。
具体实施方式
[0018]
以下基于附图对本发明的具体实施例进行进一步详细说明。应当理解的是,此处对本发明实施例的说明并不用于限定本发明的保护范围。
[0019]
请参考图1,本发明提供的全自动数控砂轮修整机包括工作台10、修整机构20及工件转动机构30。
[0020]
修整机构20及工件转动机构30间隔设置于工作台10上。
[0021]
请参考图2及图3,修整机构20包括十字滑台组件、主电机26及修整砂轮27。
[0022]
十字滑台组件包括x轴底座21、x驱动轴22、y轴底座23、y驱动轴24、y轴滑台25。
[0023]
y轴底座23与x轴底座21滑动连接,且y轴底座23与x轴底座21相垂直。x驱动轴22用于驱动y轴底座23沿x轴底座21的长度方向移动。
[0024]
y轴滑台25与y轴底座23滑动连接,y驱动轴24用于驱动y轴滑台25沿y轴底座23的长度方向移动。
[0025]
主电机26安装于y轴滑台25上,主电机26用于驱动修整砂轮27转动。本实施方式中,主电机26与修整砂轮27之间设置有传动机构261。
[0026]
传动机构261的外侧还设置有感应器28,感应器28通过活动安装单元安装于传动机构261上。
[0027]
感应器28为一光电传感器。
[0028]
活动安装单元包括竖直安装支架281、竖直导轨282、滑动块283、延伸臂284及锁定螺柱。
[0029]
竖直安装支架281的底部与传动机构261连接,竖直导轨282沿竖直方向设置于竖直安装支架281上,滑动块283与竖直导轨282滑动连接,延伸臂284的一端与滑动块283连接,感应器28安装于延伸臂284的另一端。锁定螺柱设置于滑动块283上且可活动地与竖直导轨282抵接。感应器28靠近修整砂轮27。
[0030]
本实施方式中,延伸臂284与感应器28之间连接有感应器调节气缸,用于调节感应器28的位置。感应器调节气缸与延伸臂284垂直。
[0031]
工件转动机构30包括公转组件31及自转组件32。
[0032]
公转组件31设置于工作台10上,自转组件32的底部与公转组件31的输出端连接。公转组件31用于驱动自转组件32在水平面内转动。
[0033]
请参考图4,自转组件32包括安装底座321、安装支架322、工件安装轴323、自转电机324及传动带325。
[0034]
安装支架322设置于安装底座321上,工件安装轴323转动地设置于安装支架322上,自转电机324安装于安装支架322上,自转电机324与工件安装轴323平行,传动带325连接自转电机324与工件安装轴323。一待修整砂轮100安装于工件安装轴323上。
[0035]
一控制器与十字滑台组件、主电机26、公转组件31、自转电机324及感应器28均连接。
[0036]
本发明提供的全自动数控砂轮修整方法包括以下步骤:
[0037]
步骤s1:控制器控制公转组件31驱动自转组件32转动第一预定角度,使得待修整砂轮100的预成型面(用户期望待修整砂轮100的周向侧面或周向侧面上成型的斜面或曲面)与修整砂轮27的周向侧面平行或相切。由于修整砂轮27的轴向是固定的,第一预定角度为常数,控制器控制公转组件31转动第一预定角度。打磨前待修整砂轮100的待加工面为a。
[0038]
步骤s2:控制器控制十字滑台组件工作,使得感应器28感应到待修整砂轮100,以此时待修整砂轮100的位置坐标为第一参考坐标值。本实施方式中,感应器28在打磨前还感应修整砂轮27的周向侧面朝向待修整砂轮100的一端,此时修整砂轮27的位置坐标为第二参考坐标值。
[0039]
步骤s3:主电机26驱动修整砂轮27转动,自转电机324驱动待修整砂轮100转动。
[0040]
步骤s4:控制器控制十字滑台组件的x驱动轴22工作,使得修整砂轮27逐渐朝向待修整砂轮100移动,修整砂轮27与待修整砂轮100接触,从而对待修整砂轮100进行打磨修
整。
[0041]
在上述步骤s4中,若待修整砂轮100预成型面为周向侧面或斜面,则公转组件31的角度维持不变;若待修整砂轮100预成型面为曲面,则控制器根据预设的曲面参数,调节公转组件31的转动角度,从而调节待修整砂轮100的加工角度。
[0042]
步骤s5:每隔一段时间,感应器28感应一次待修整砂轮100的位置,并以感应到的待修整砂轮100的位置坐标为反馈坐标值。此时待修整砂轮100的加工面为b。
[0043]
步骤s6:控制器根据第一参考坐标值及反馈坐标值计算出待修整砂轮100打磨前的待加工面a变化至当前的加工面b的变化量。
[0044]
步骤s7:控制器将该变化量与一预设的打磨量比较。若变化量与打磨量相等,则进入步骤s6;若变化量小于打磨量,则返回至步骤s4。
[0045]
步骤s8:控制器控制主电机26及自转电机324停止工作,同时控制x驱动轴22工作,使得修整砂轮27远离待修整砂轮100。如此通过间歇性地反馈加工尺寸,测量数据更真实,加工精度更高,实现了全自动数控控制。
[0046]
步骤s9:感应器28感应到修整砂轮27的位置,以修整砂轮27此时的位置坐标为感应坐标值。
[0047]
步骤s10:控制器根据第二参考坐标值及感应坐标值计算出修整砂轮27的位置变化量。
[0048]
由于在打磨过程中待修整砂轮100及修整砂轮27均发生了磨损,用户希望得知修整砂轮27的磨损量。因此在打磨完成后,感应器调节气缸驱动感应器28朝向远离待修整砂轮100的方向移动,使得感应器28感应到修整砂轮27的位置。
[0049]
步骤s11:控制器将修整砂轮27的位置变化量减去待修整砂轮100的打磨量,计算得到修整砂轮27的磨损量。修整砂轮27的位置变化量为待修整砂轮100的打磨量与修整砂轮27的磨损量之和。
[0050]
如此便于用户得知修整砂轮27的磨损量并在修整砂轮27的磨损量达到预定值时更换修整砂轮27。
[0051]
与现有技术相比,本发明的全自动数控砂轮修整机包括工作台10、修整机构20及工件转动机构30;修整机构20及工件转动机构30间隔设置于工作台10上;修整机构20包括十字滑台组件、主电机26及修整砂轮27;主电机26安装于十字滑台组件上,主电机26用于驱动修整砂轮27转动;工件转动机构30包括公转组件31及自转组件32;公转组件31设置于工作台10上,自转组件32的底部与公转组件31的输出端连接。如此工作效率较高、打磨尺寸精度高、打磨效果好。
[0052]
以上仅为本发明的较佳实施例,并不用于局限本发明的保护范围,任何在本发明精神内的修改、等同替换或改进等,都涵盖在本发明的权利要求范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips